🚀 Mission accomplished! 🚀
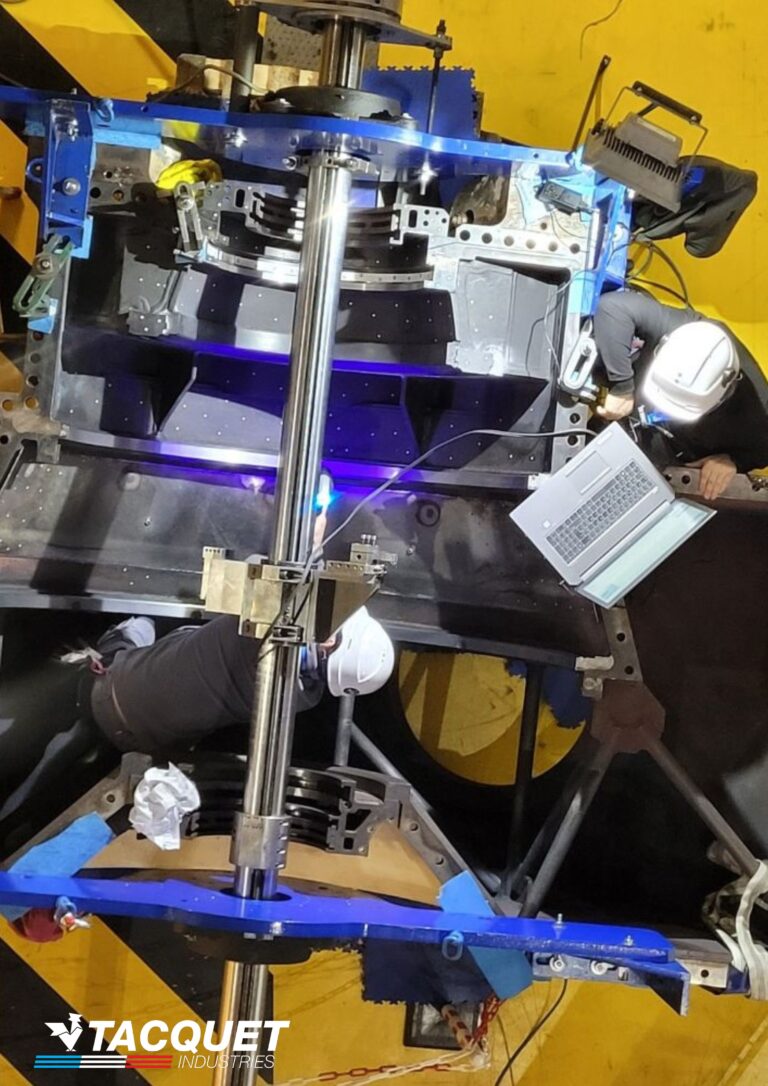
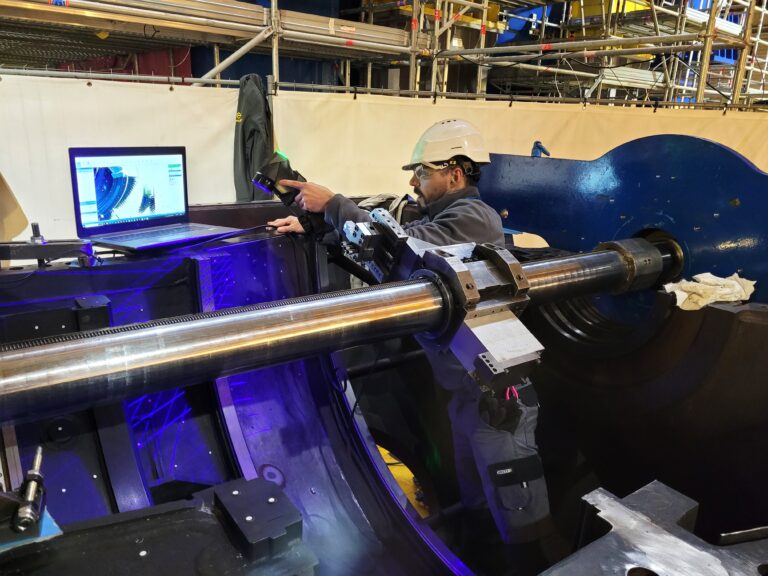
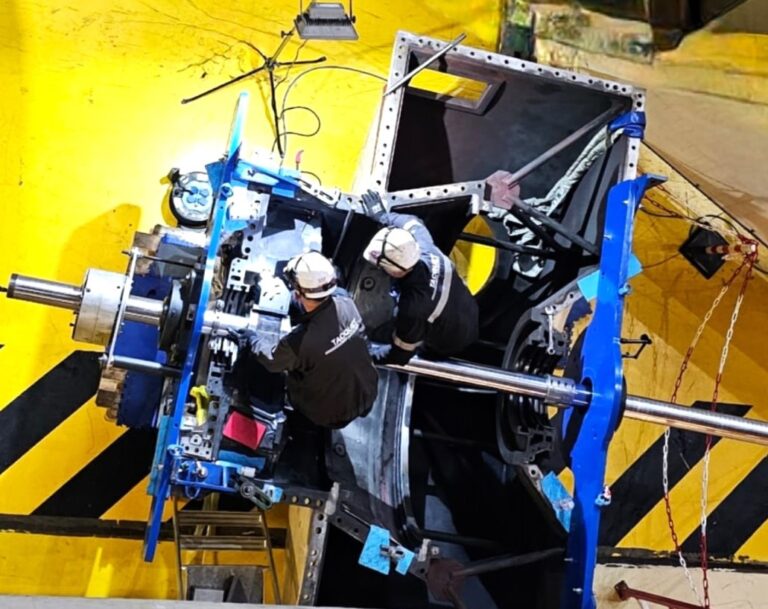
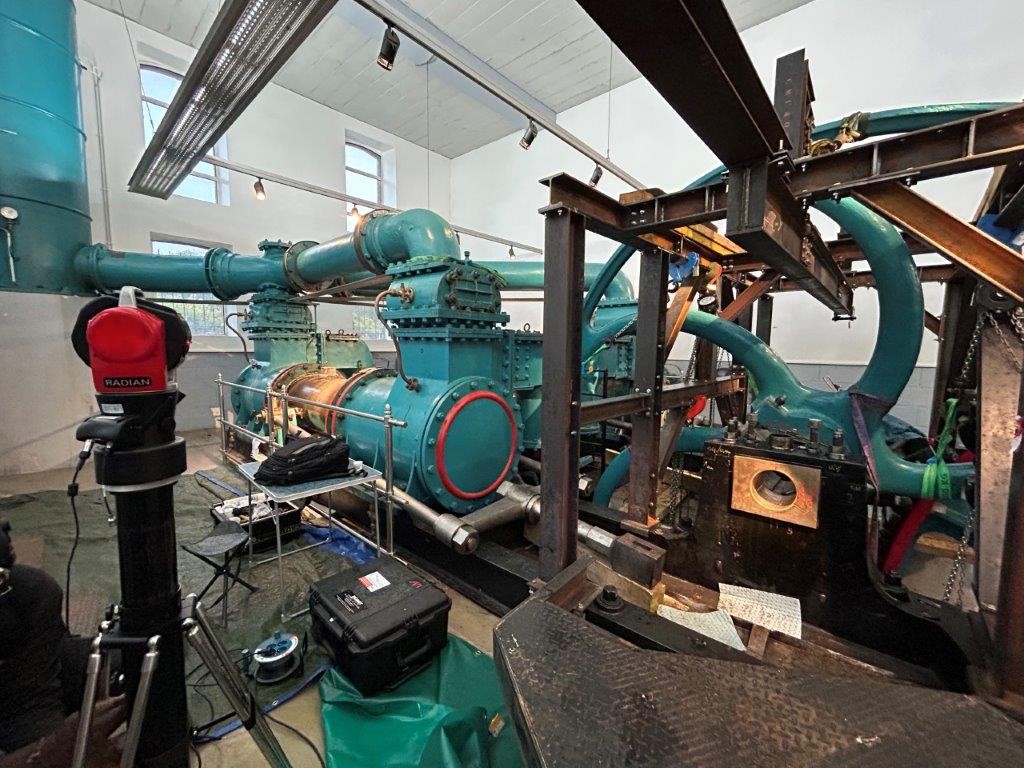
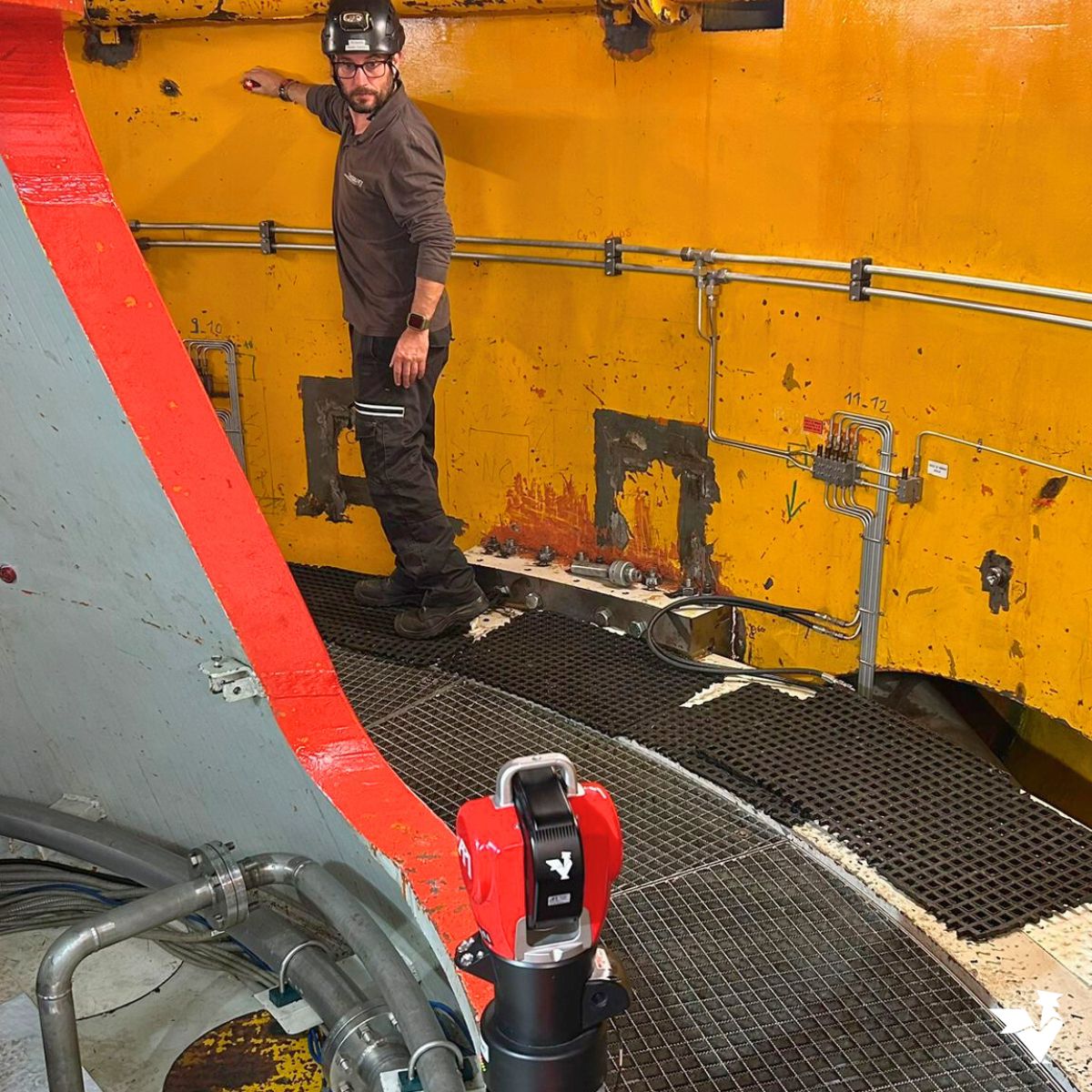
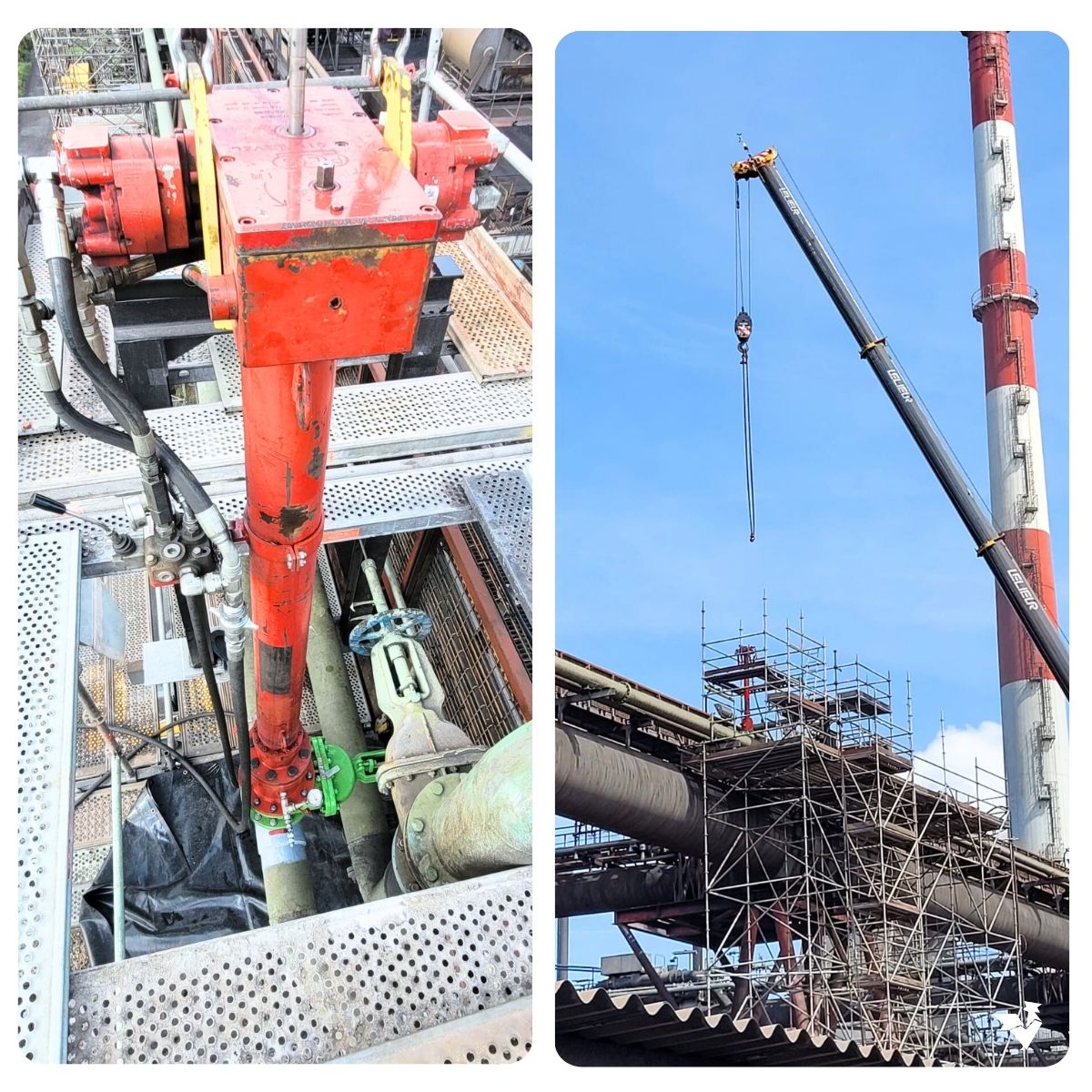
⚙️Destruction of a Safran Ø430 axle with a length of 887 mm, successfully completed. Thanks to the customer for their trust and to the technicians for their precision and efficiency, guaranteeing an intervention in compliance with safety standards.
Together, we continue to meet challenges with passion and expertise💪✨