8H30 – 12H30 / 14h – 17H30 | Du lundi au vendredi
contact@tacquet-industries.fr
03 21 13 13 00
Centrale hydraulique et Barrage
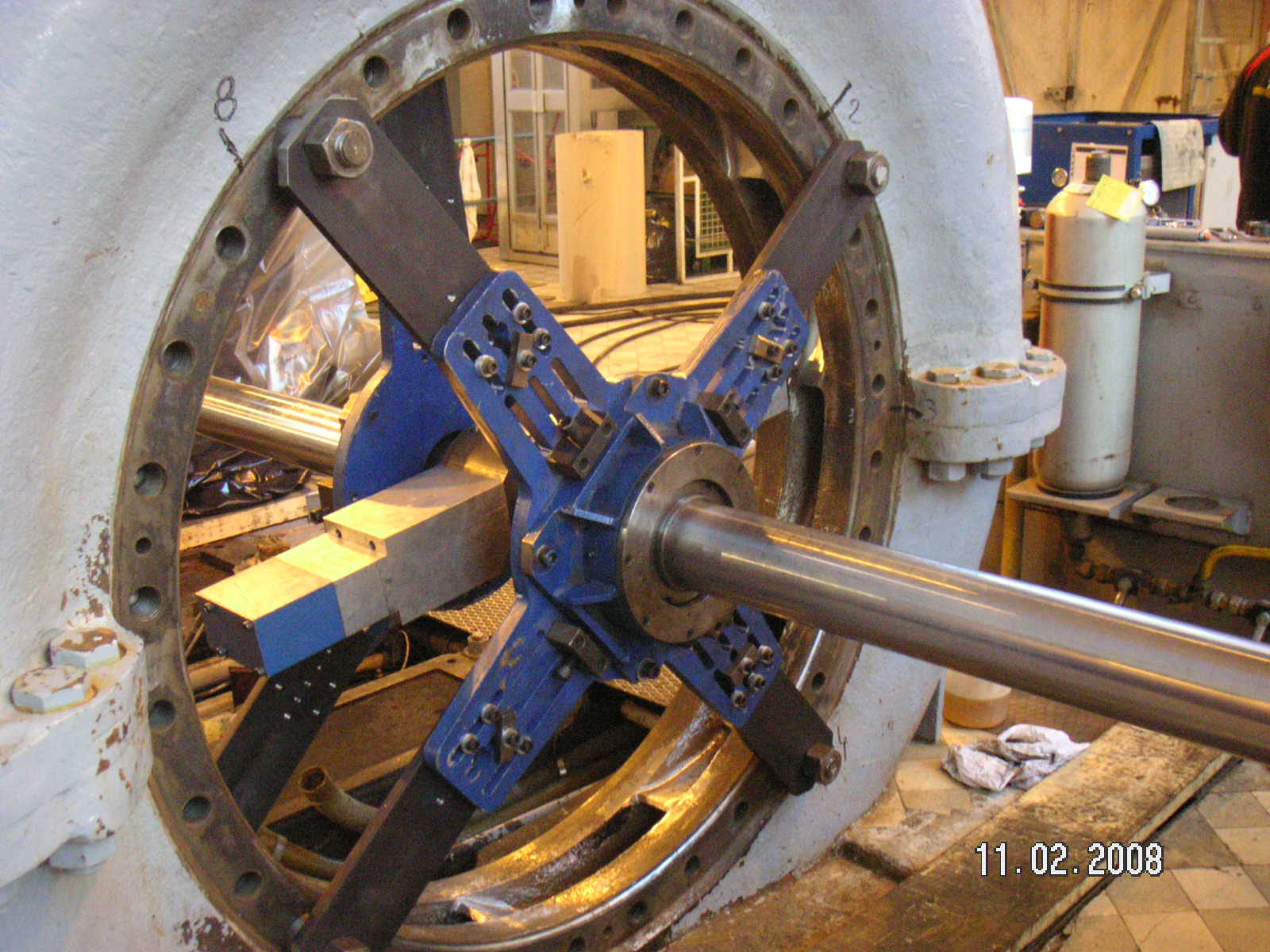
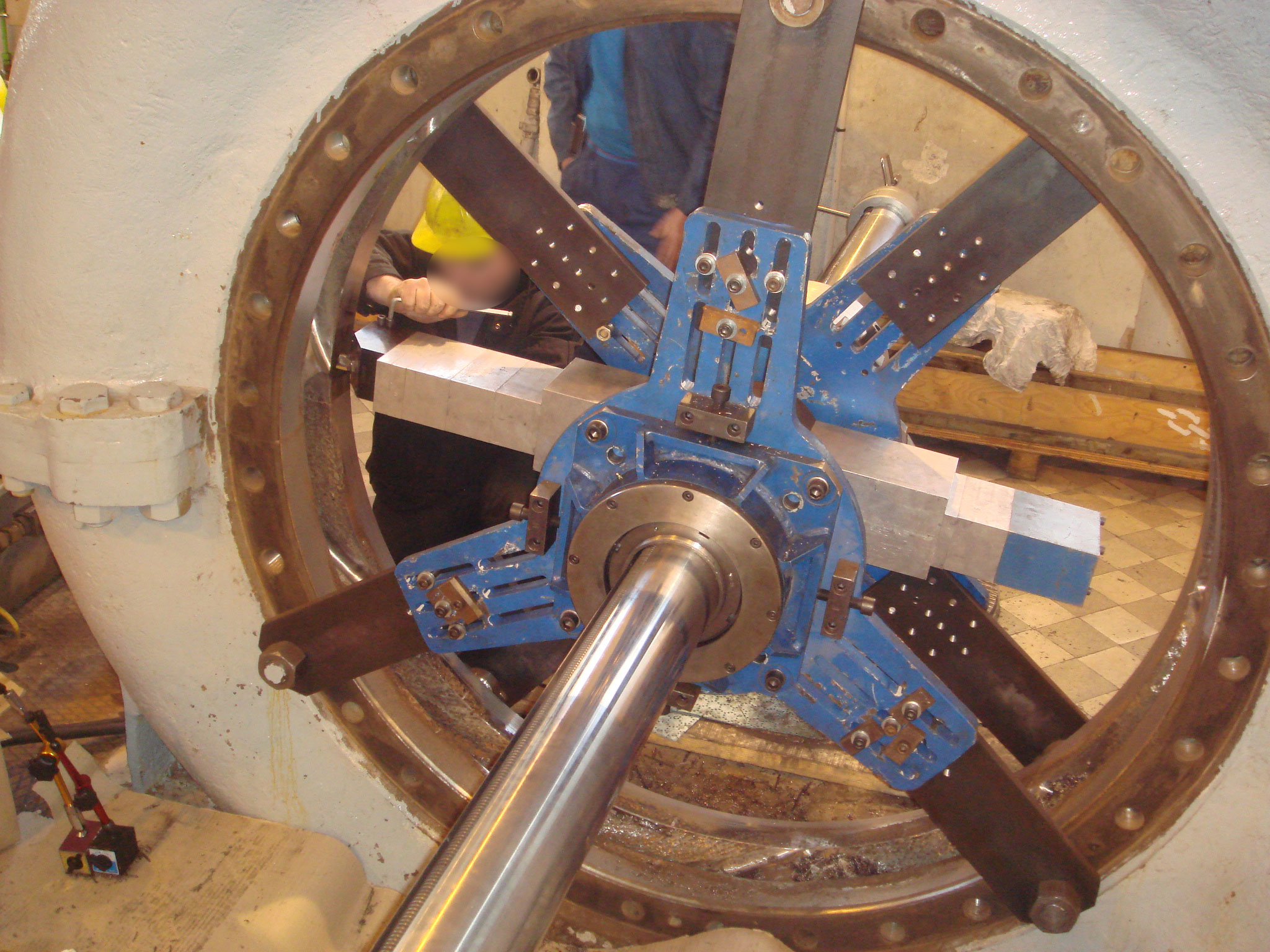
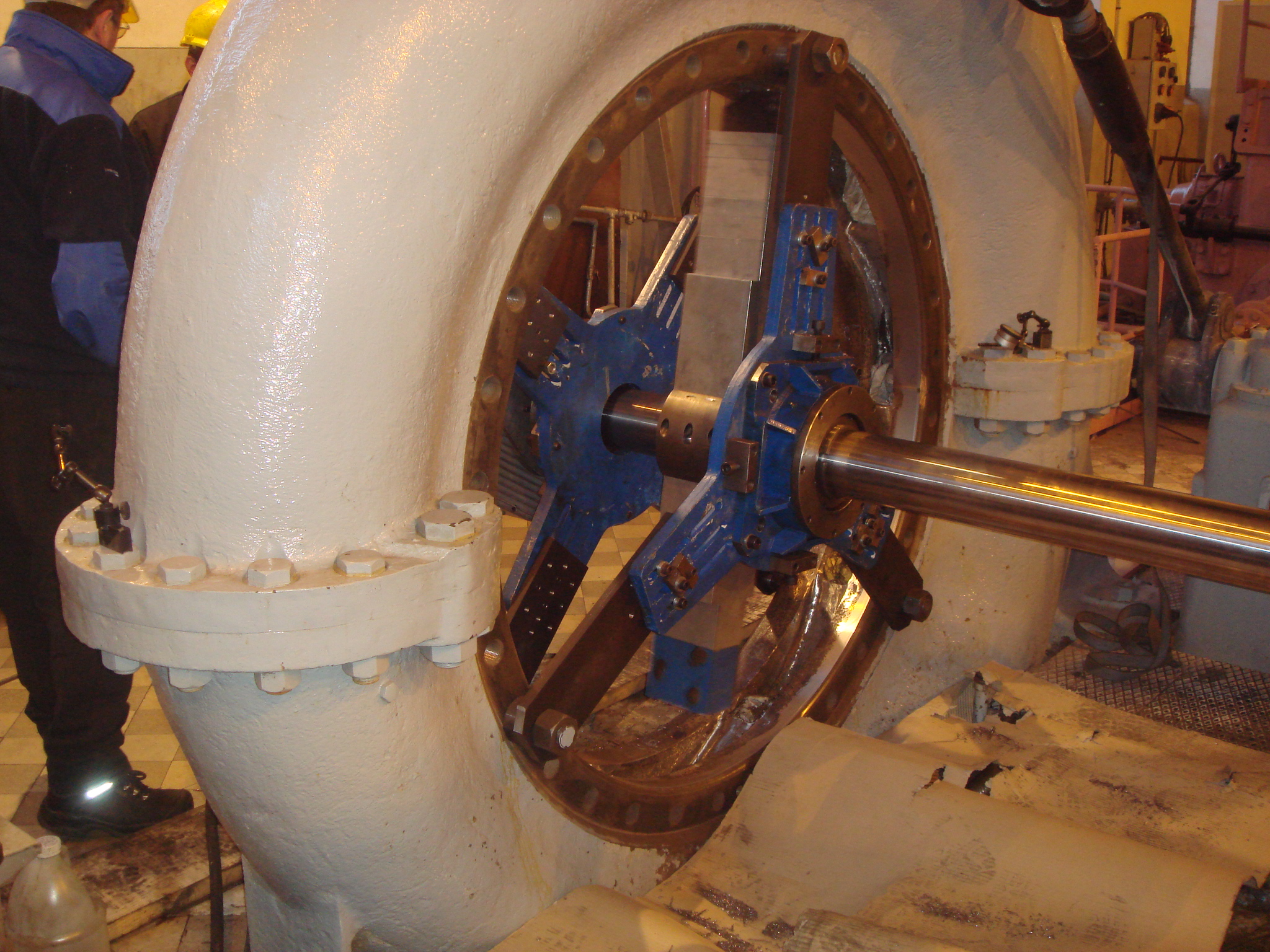
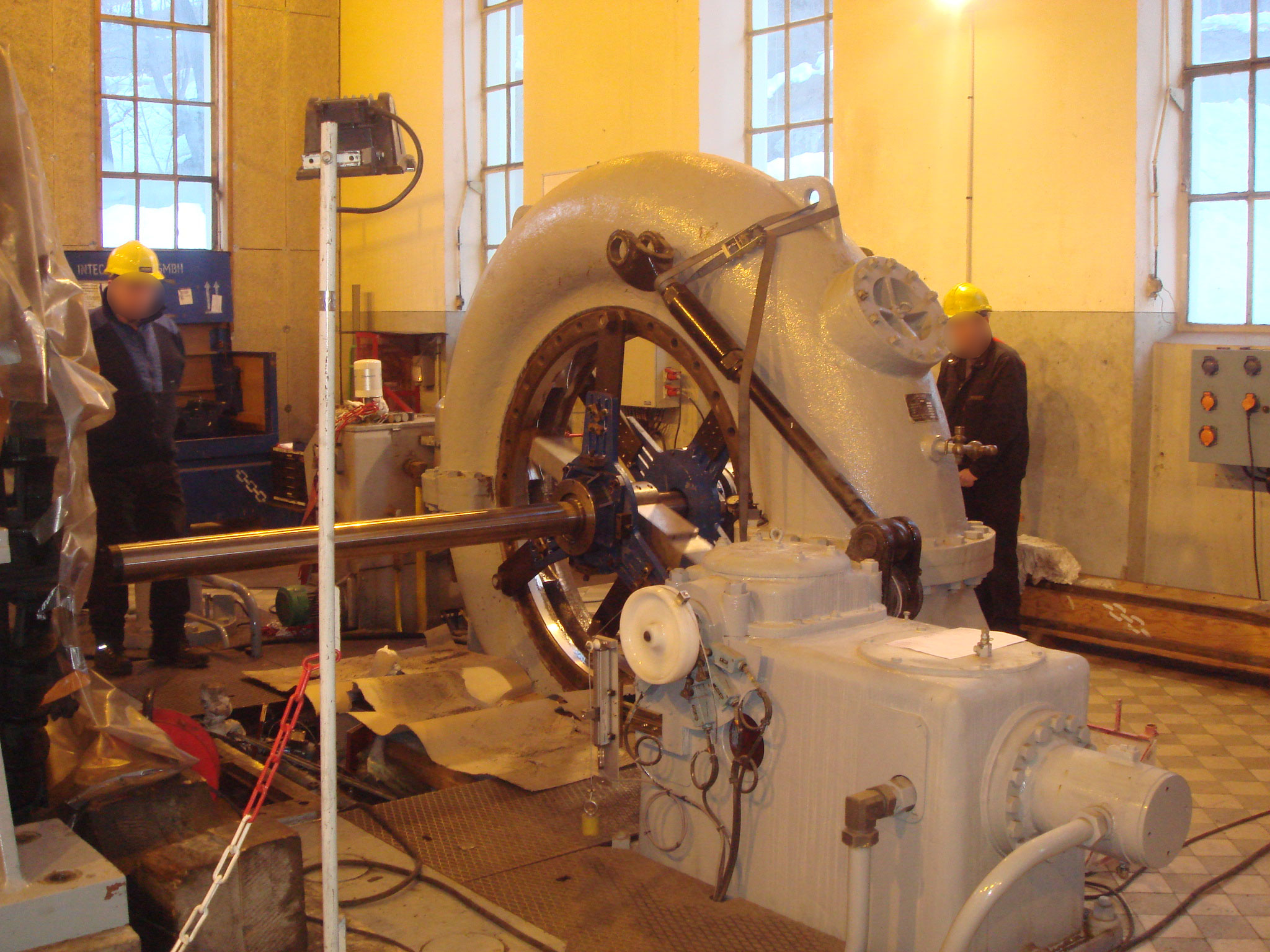
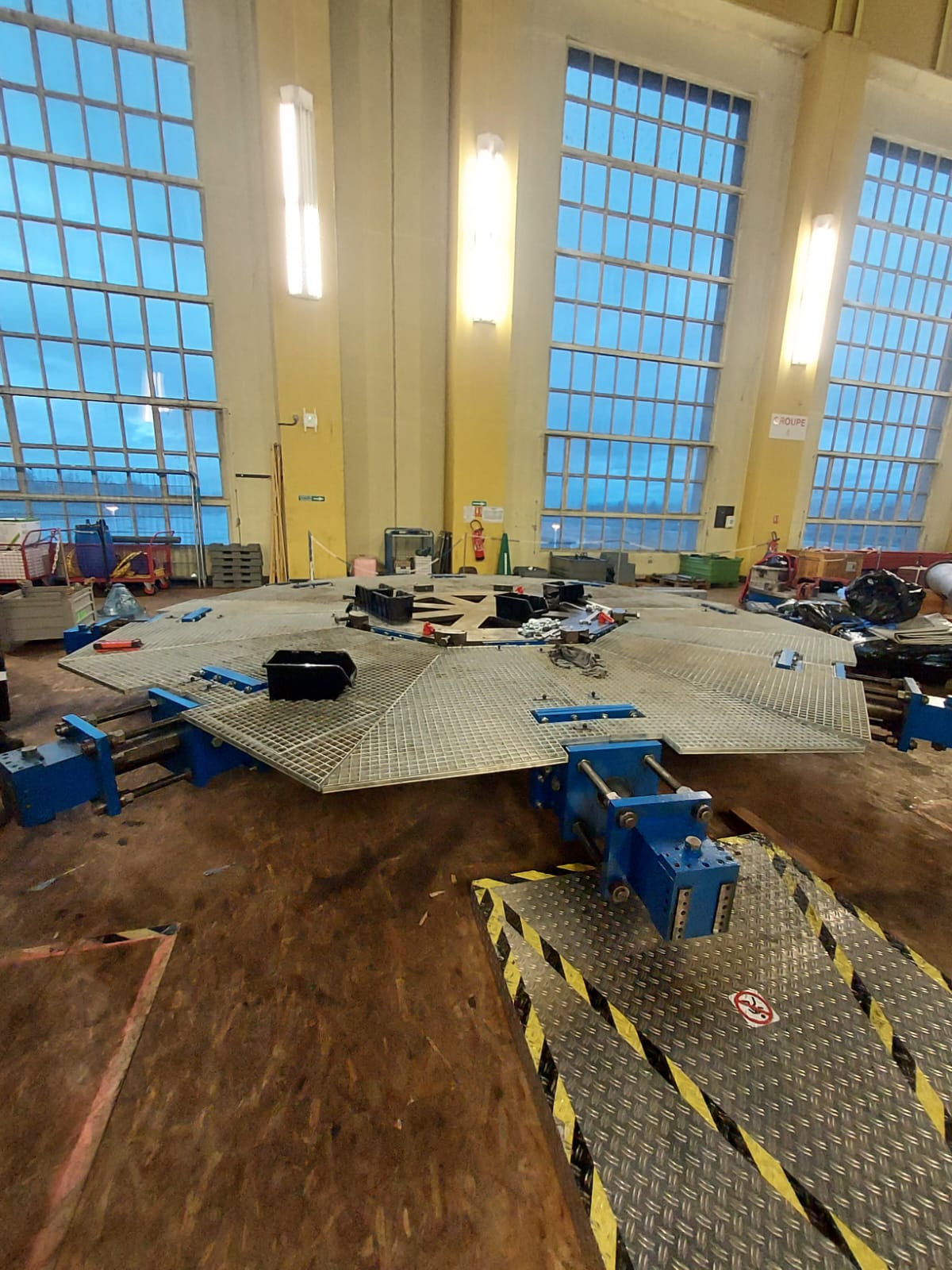
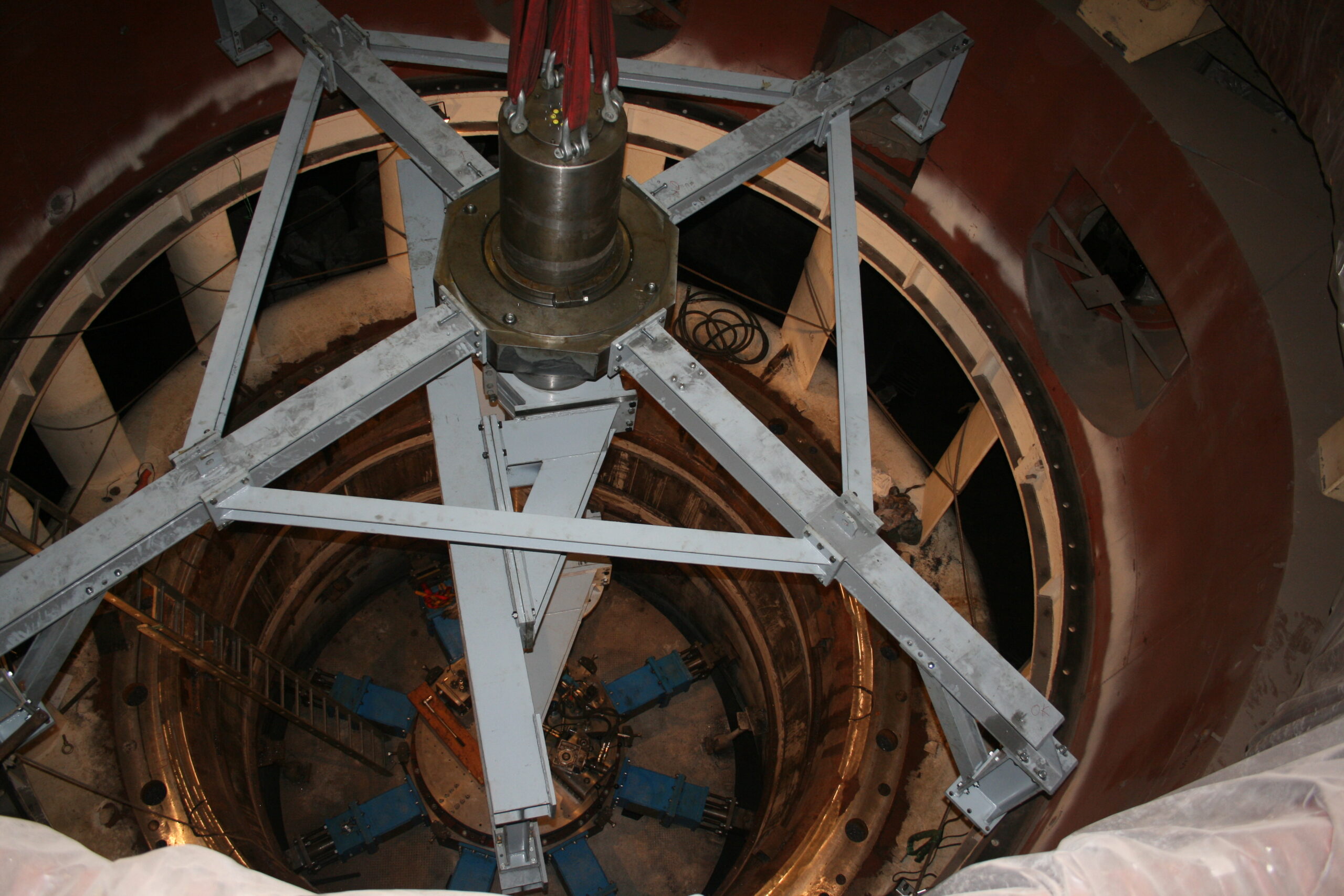
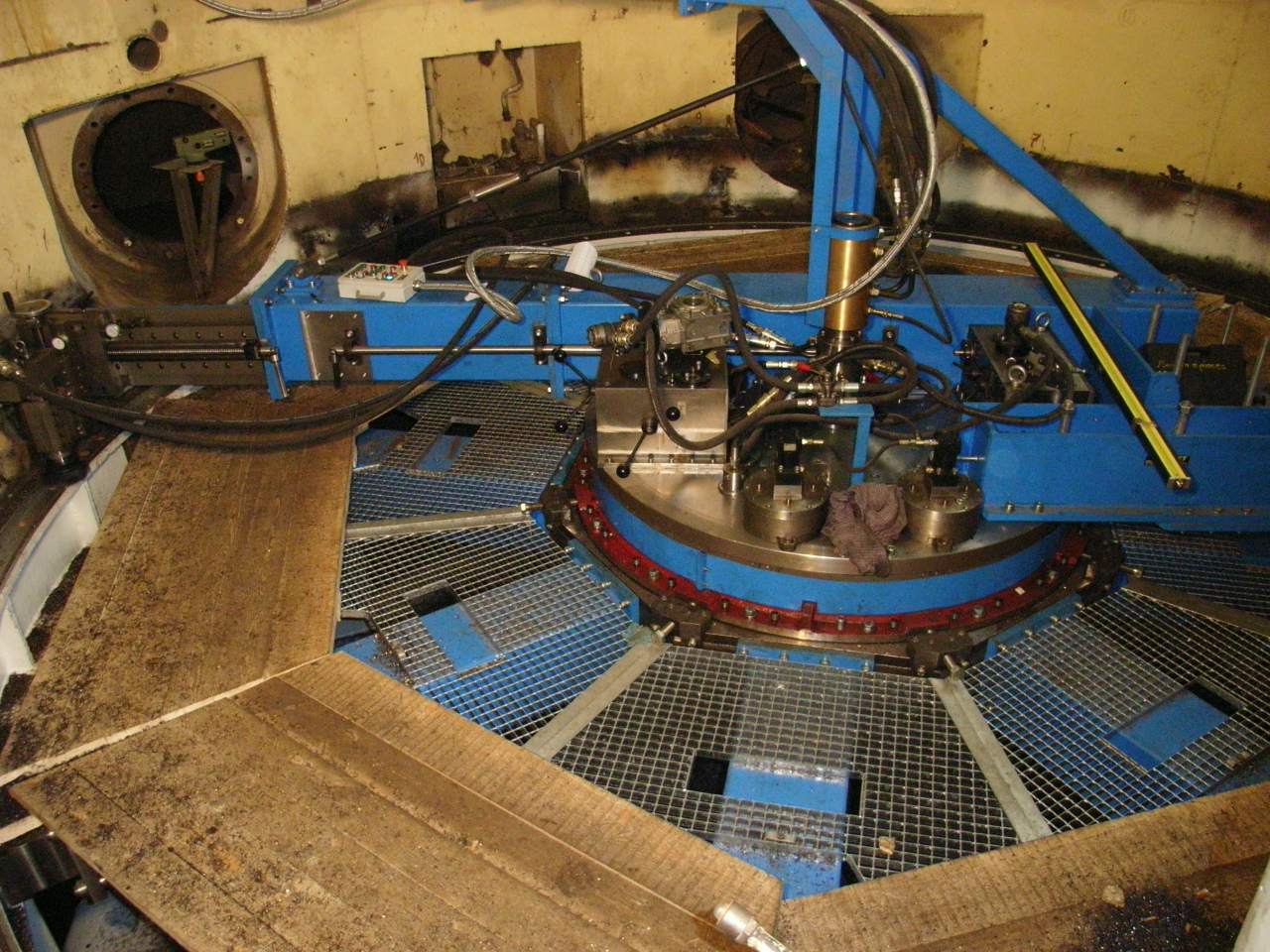
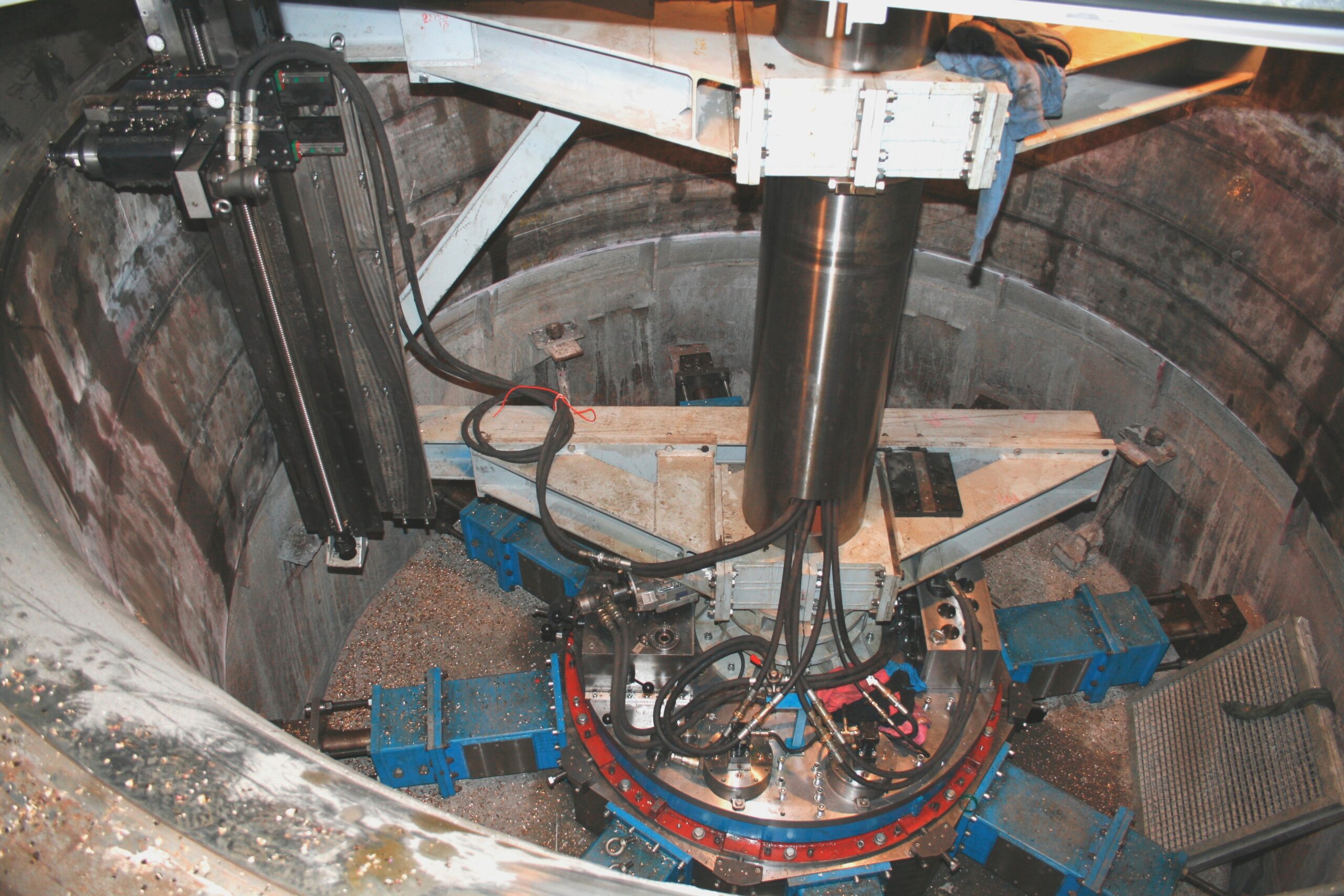
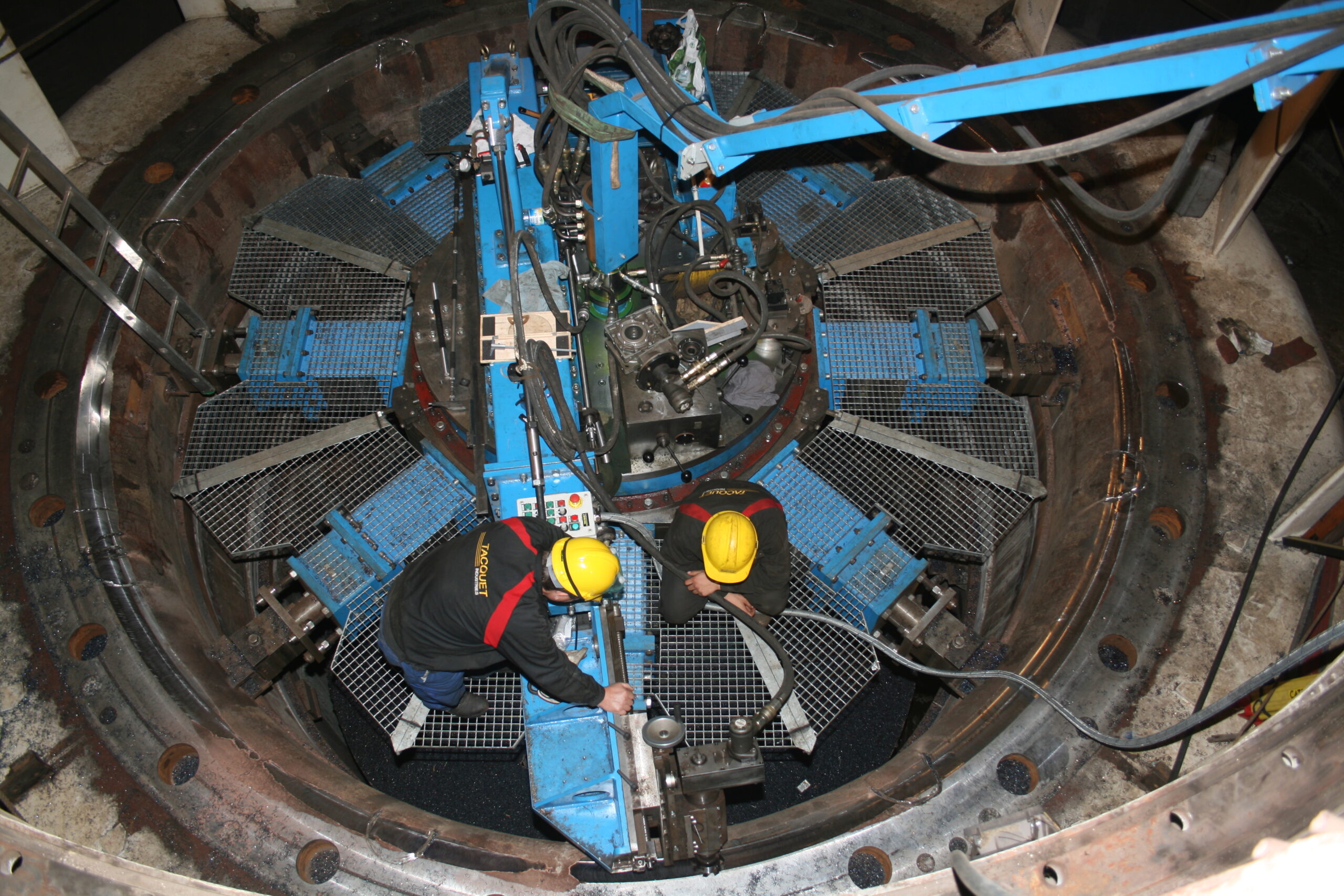
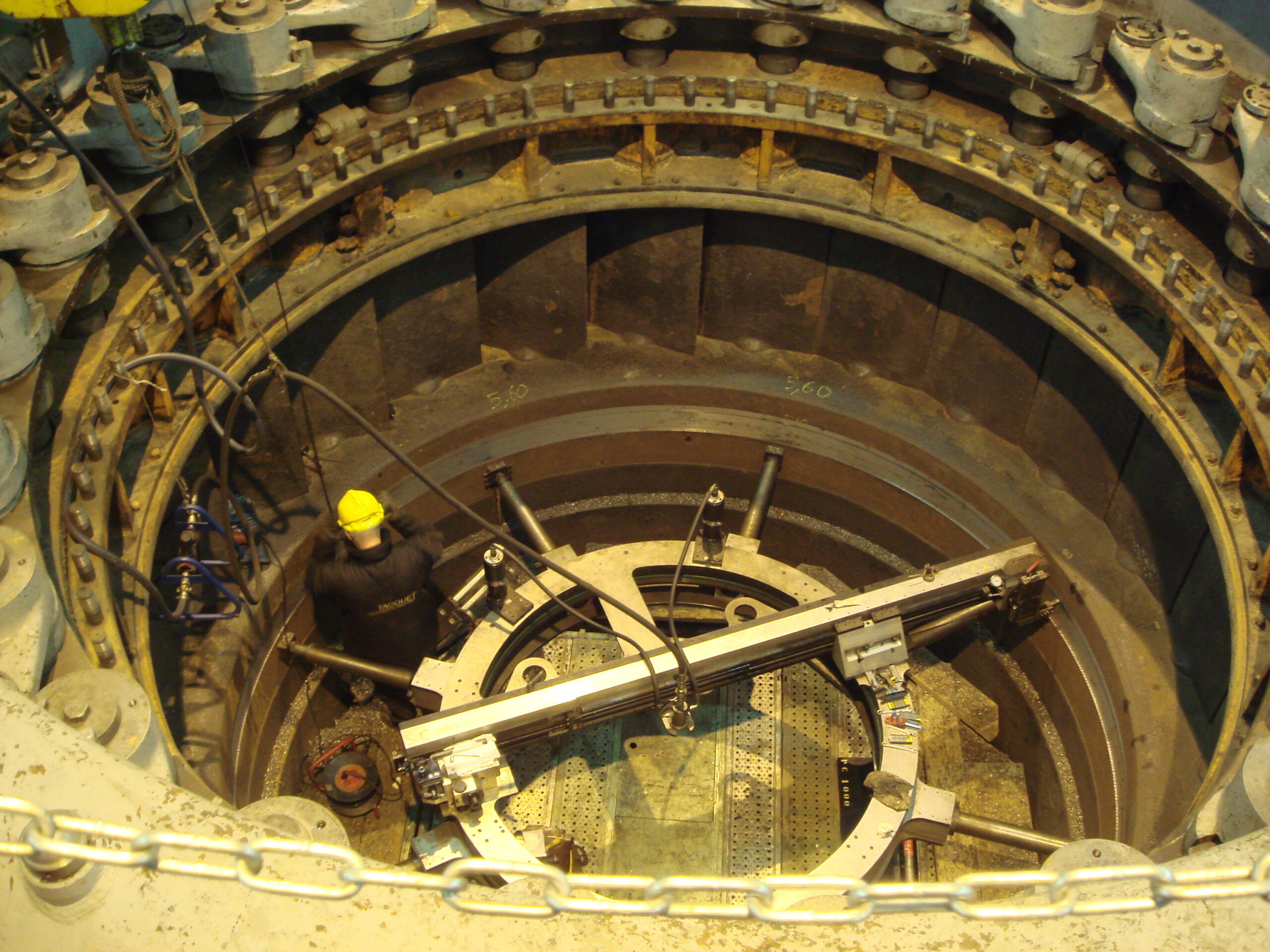
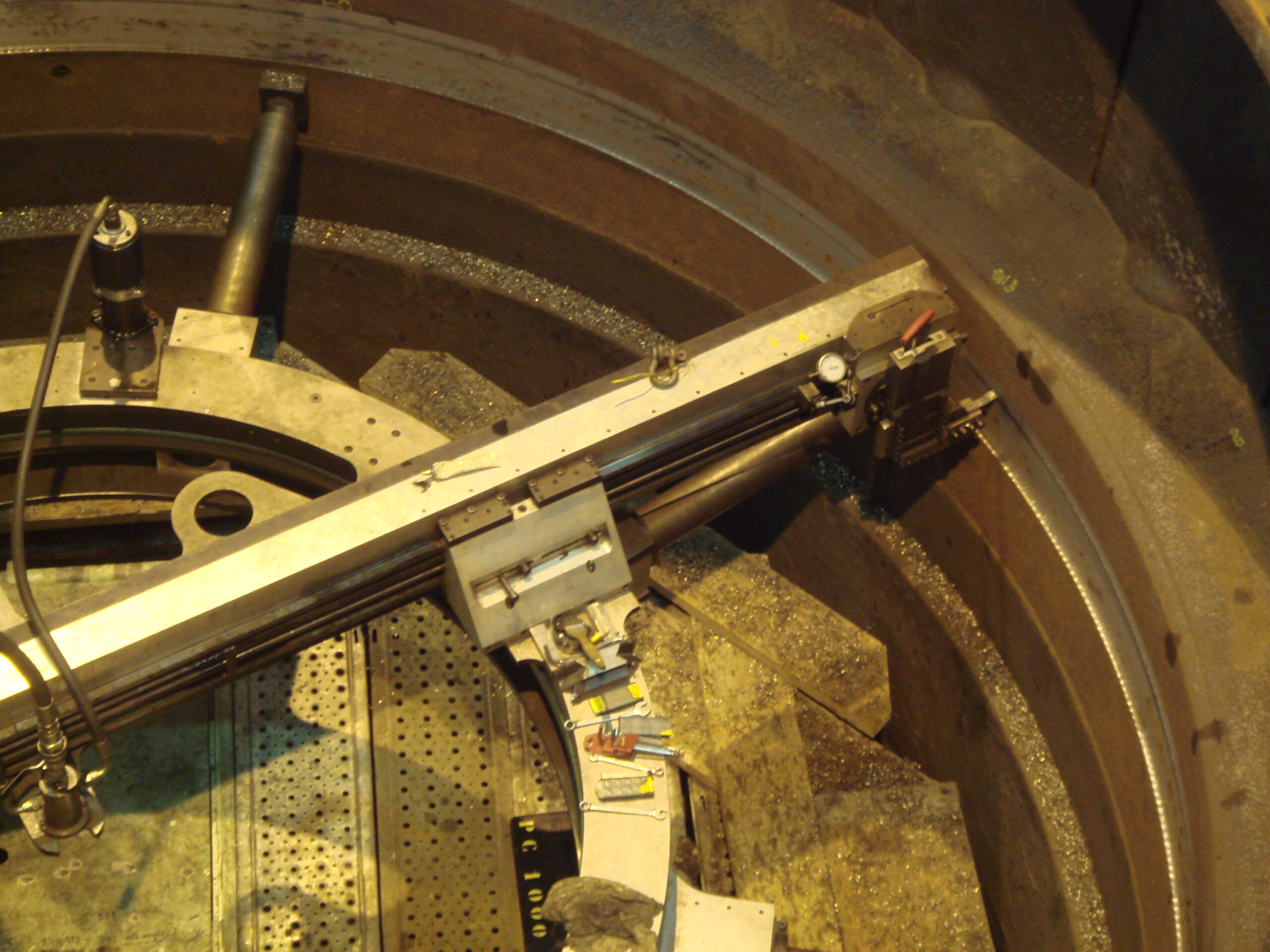
Centrale Hydroélectrique d’Hermillon, France
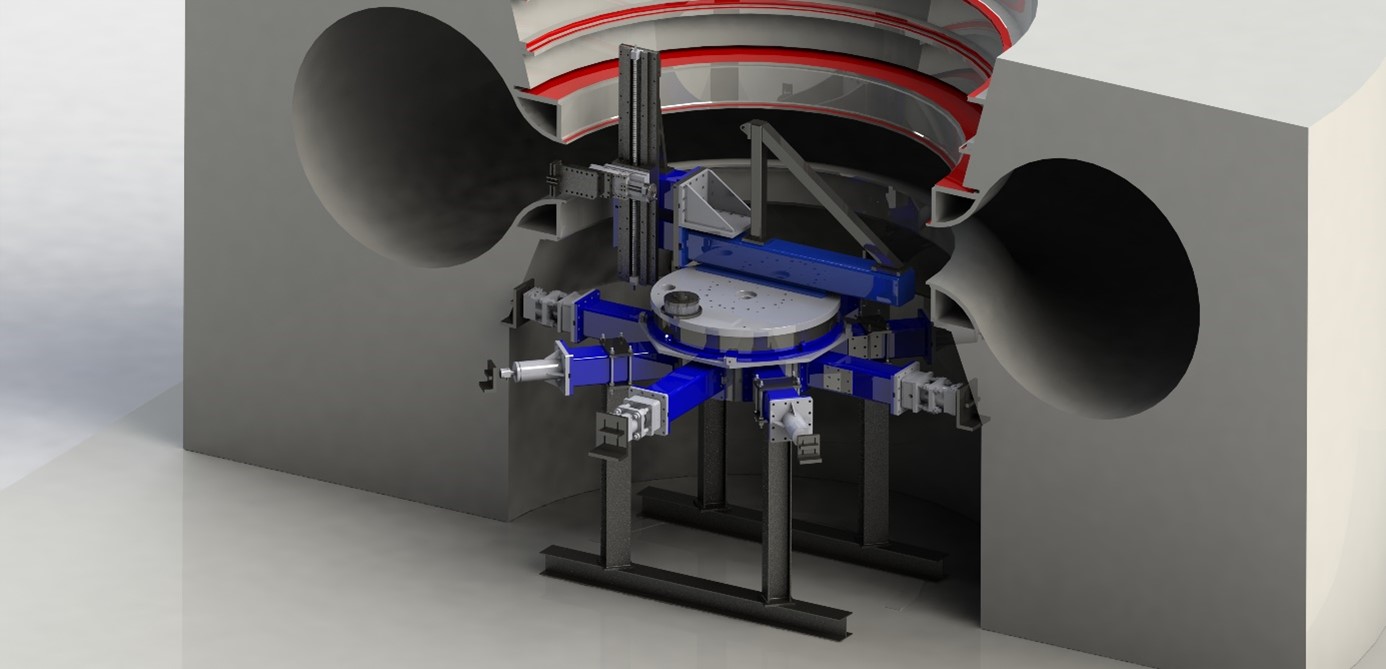
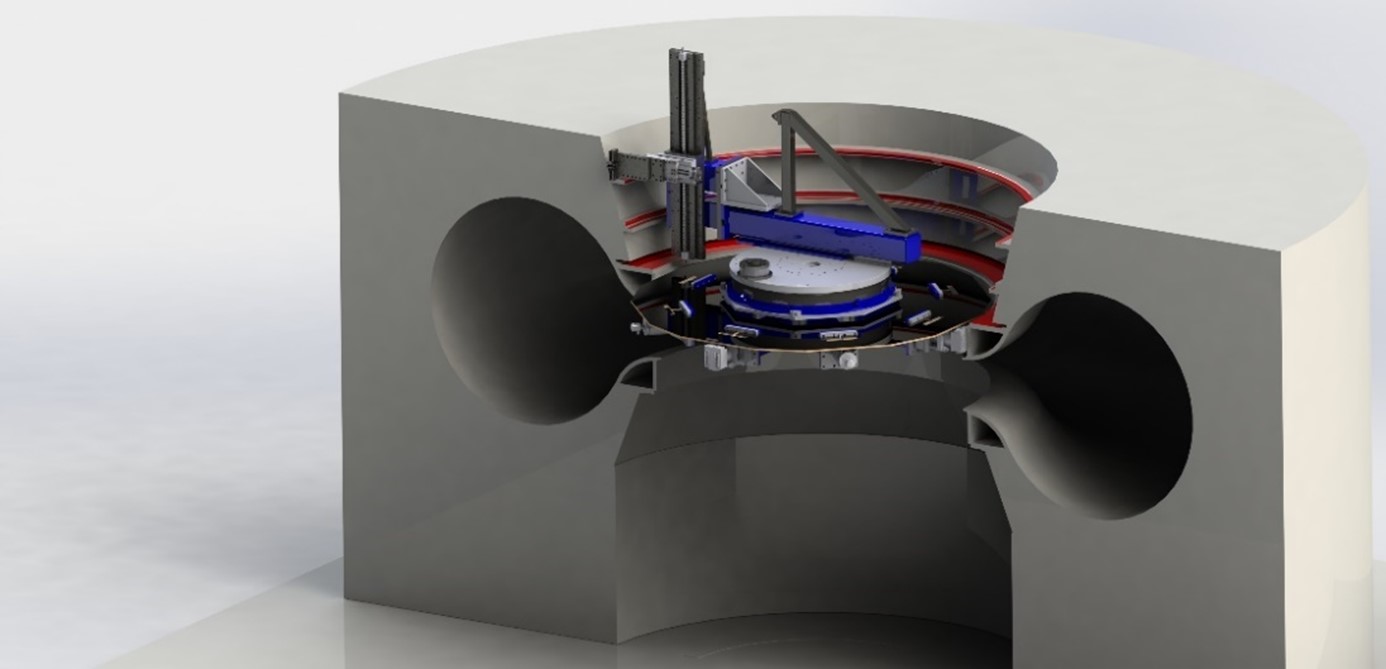
Réhabilitation des groupes (types Francis)
En 2021 et 2022, nous sommes intervenus sur les deux groupes (types Francis) de la Centrale
Hydroélectrique d’Hermillon, en France. Ces opérations ont été réalisées dans
le cadre de la réhabilitation des groupes par notre client VOITH HYDRO.
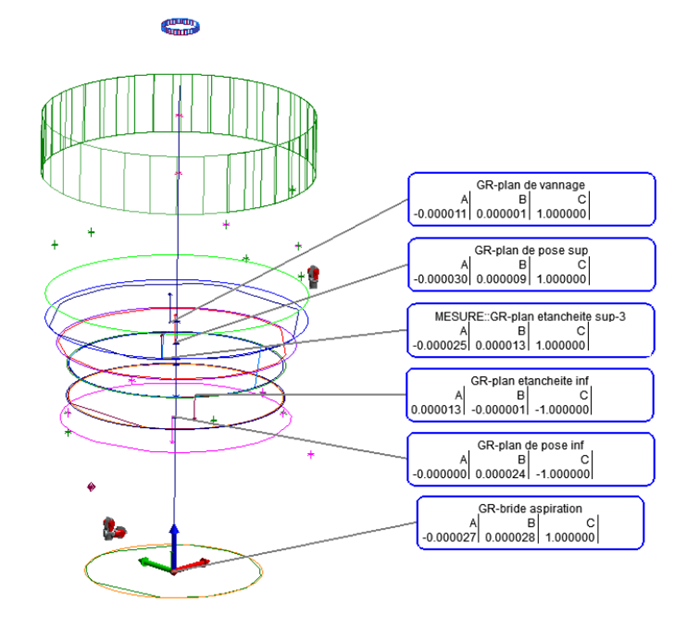
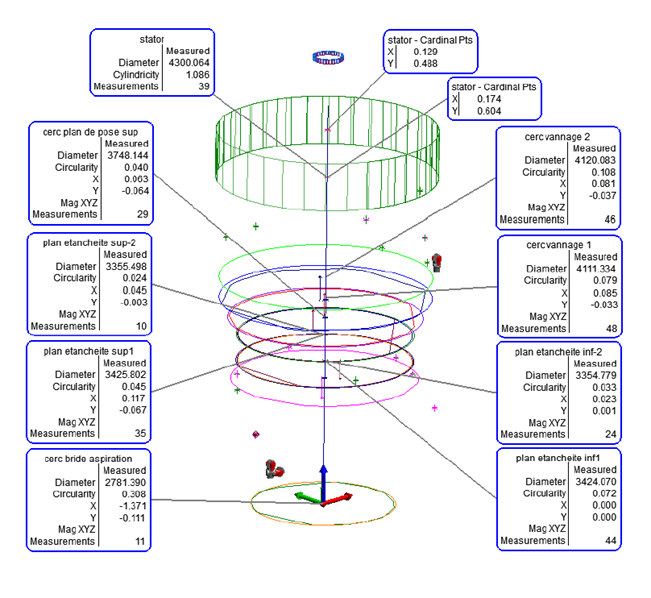
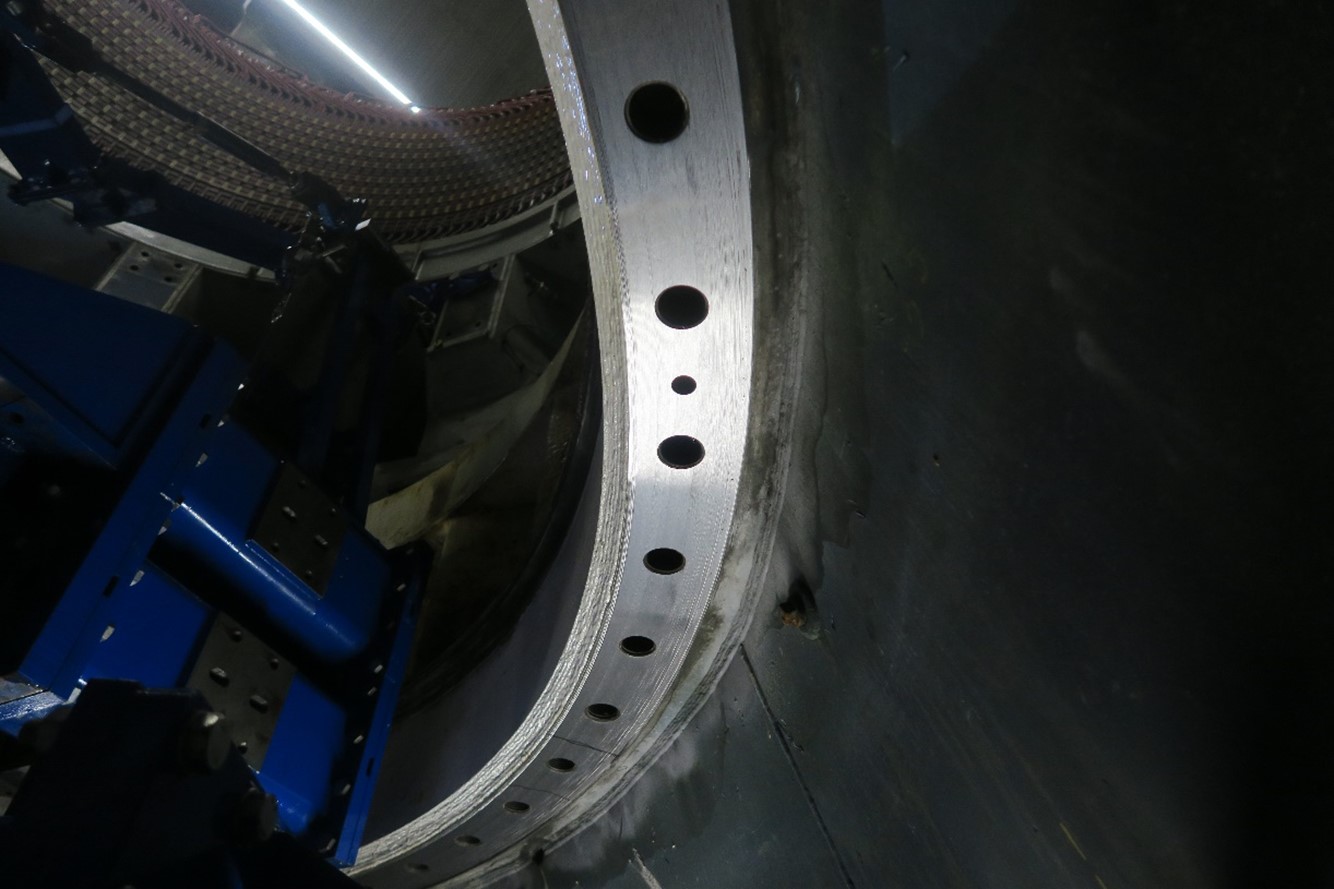
But de l’intervention : Usinage des différents éléments de la bâche (entre 1 et 1,5mm)
- Plan de vannage et alésage
- Plan de pose supérieur et alésage de référence
- Plan et alésage d’étanchéité supérieur
- Plan d’étanchéité inférieur
- Plan de pose inférieur
- Reprise des diamètres Ø4105mm et Ø4115mm
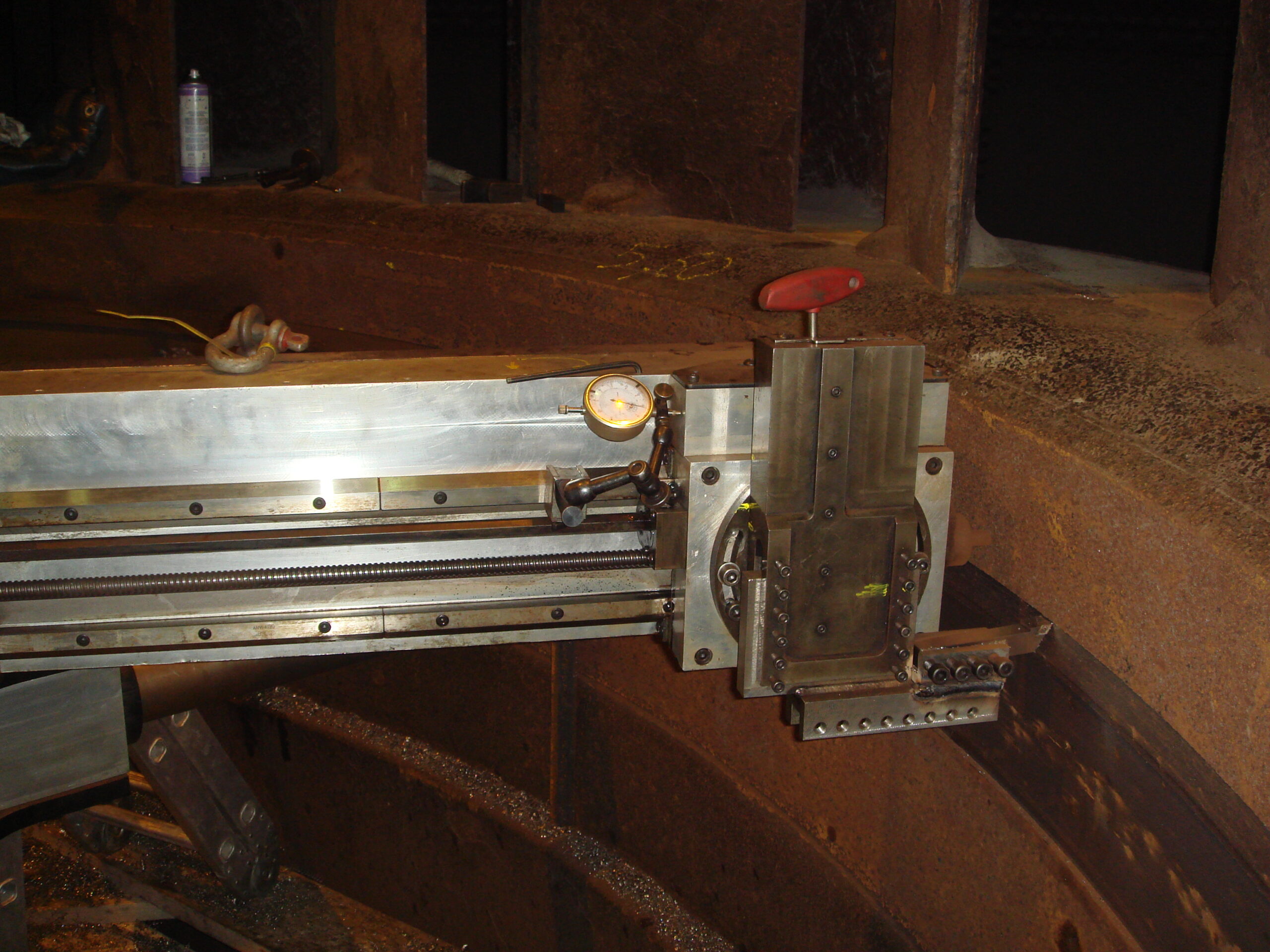
Tolérances demandées :
- Parallélisme entre les plans usinés : 0,05mm
- Alésages : H8
- Etat de surface : Ra 3,2
Intervention réalisée
Notre intervention s’est déroulée en plusieurs étapes :
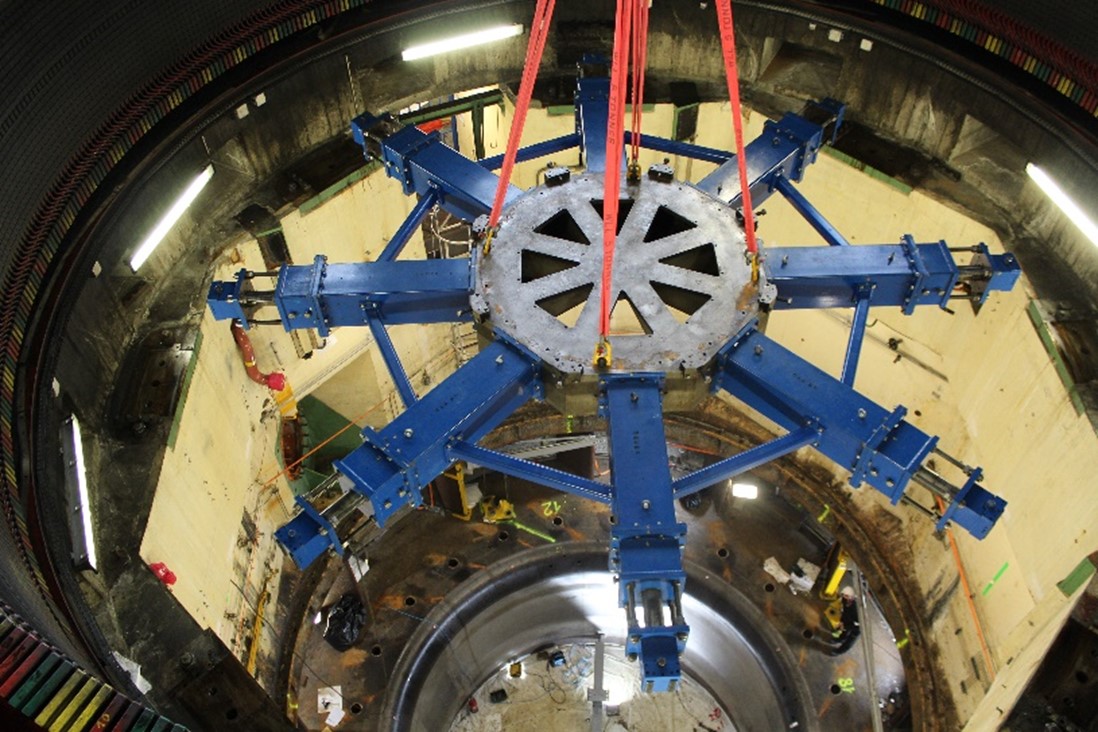
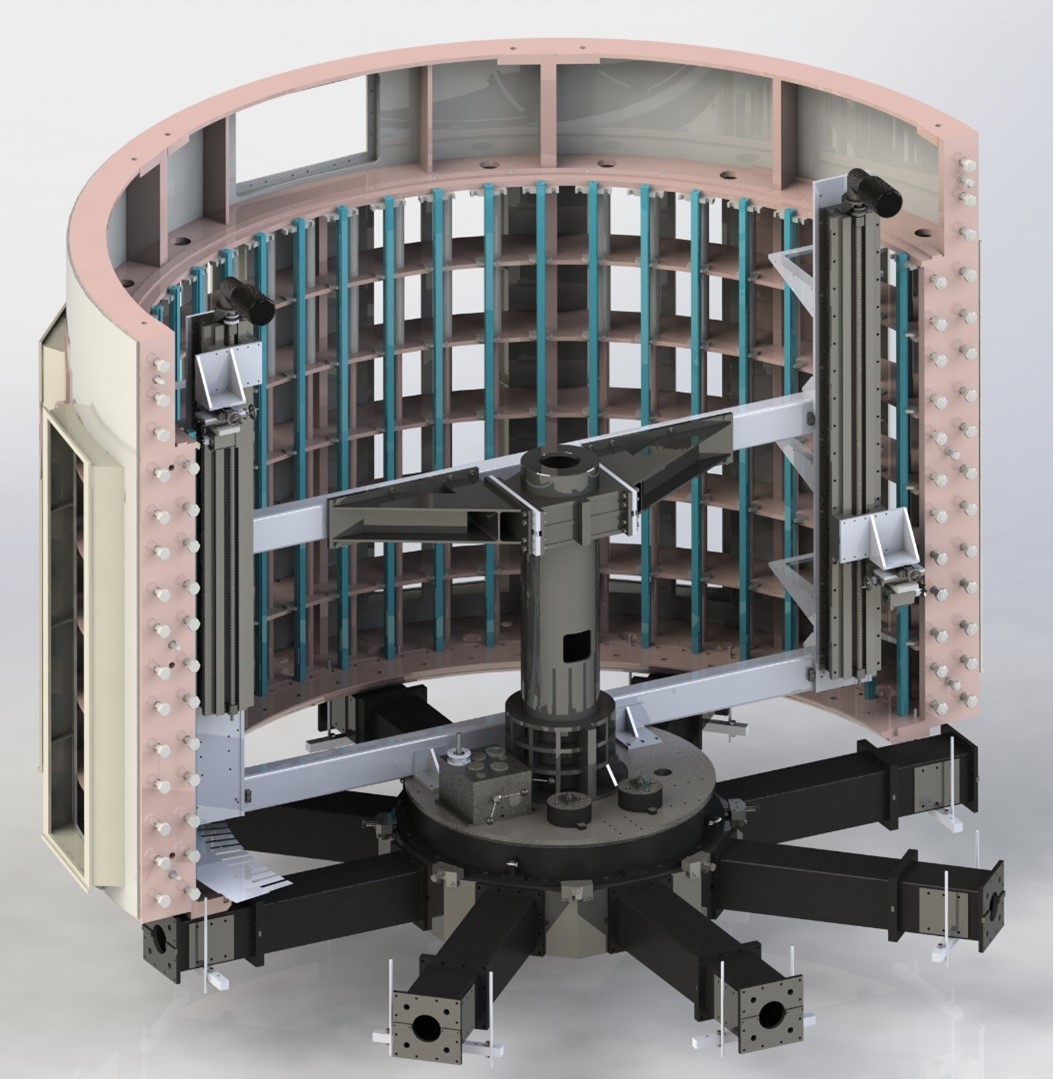
- Etape 1 : Analyse du sujet dans notre Bureau d’Etude (faisabilité, modélisation 3D de la turbine, implantation de notre machine dans l’environnement de travail 3D).
- Etape 2 : Réalisation de contrôles avant-travaux (Tracker Laser) par notre département Géomètre sur site.
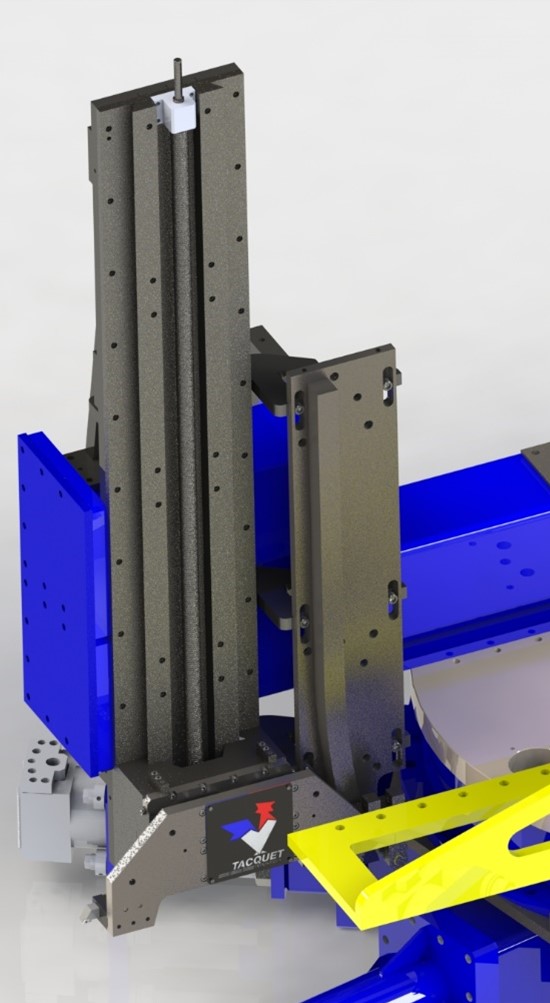
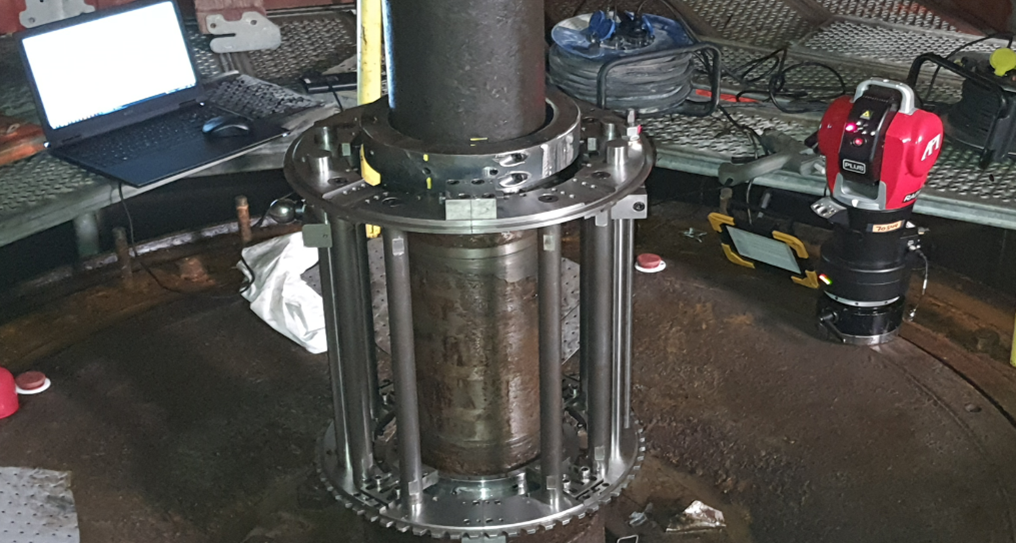
- Etape 3 : Mise en place de notre machine sur site et usinage.
- Etape 4 : Réalisation des contrôles après-travaux (Tracker Laser) par une entreprise extérieure.




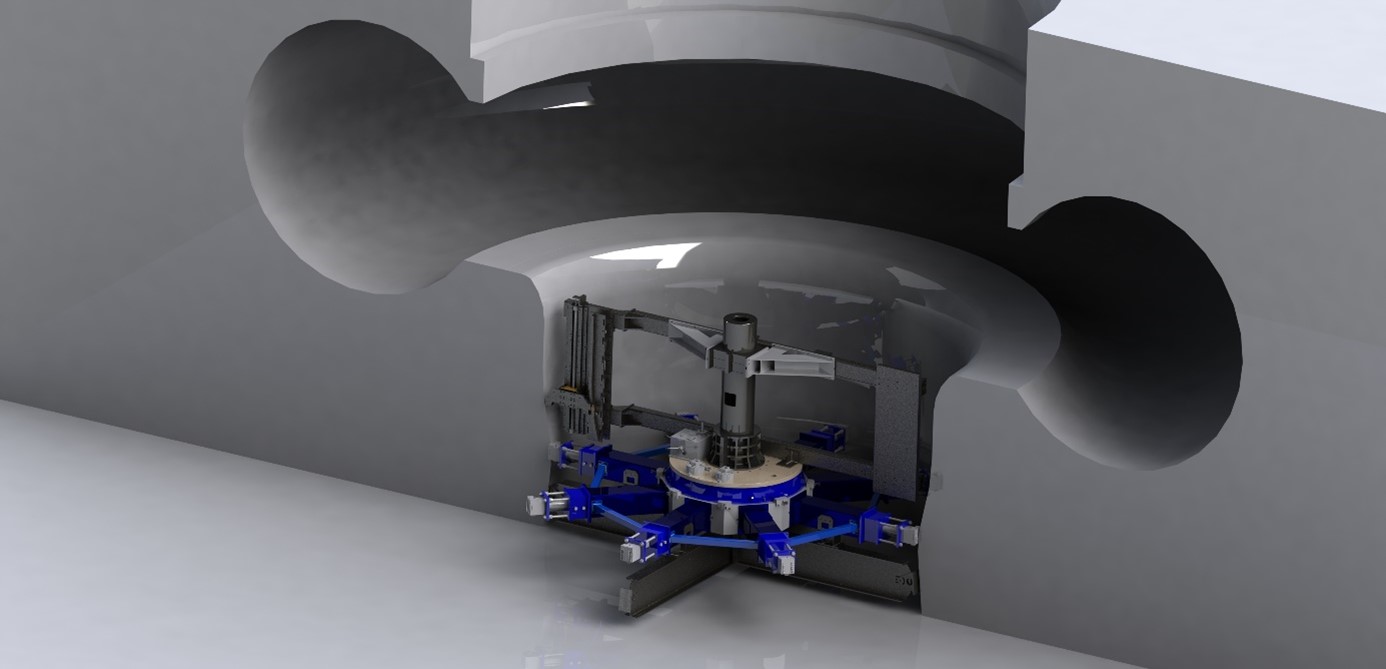
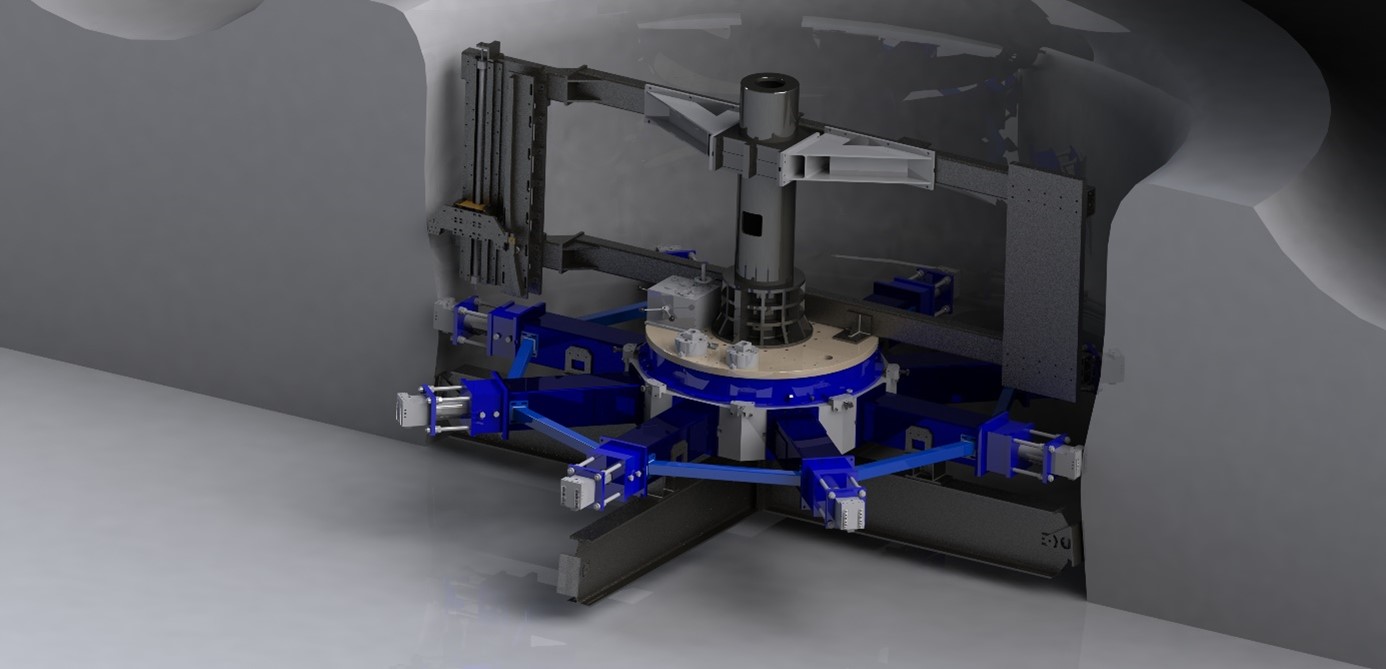
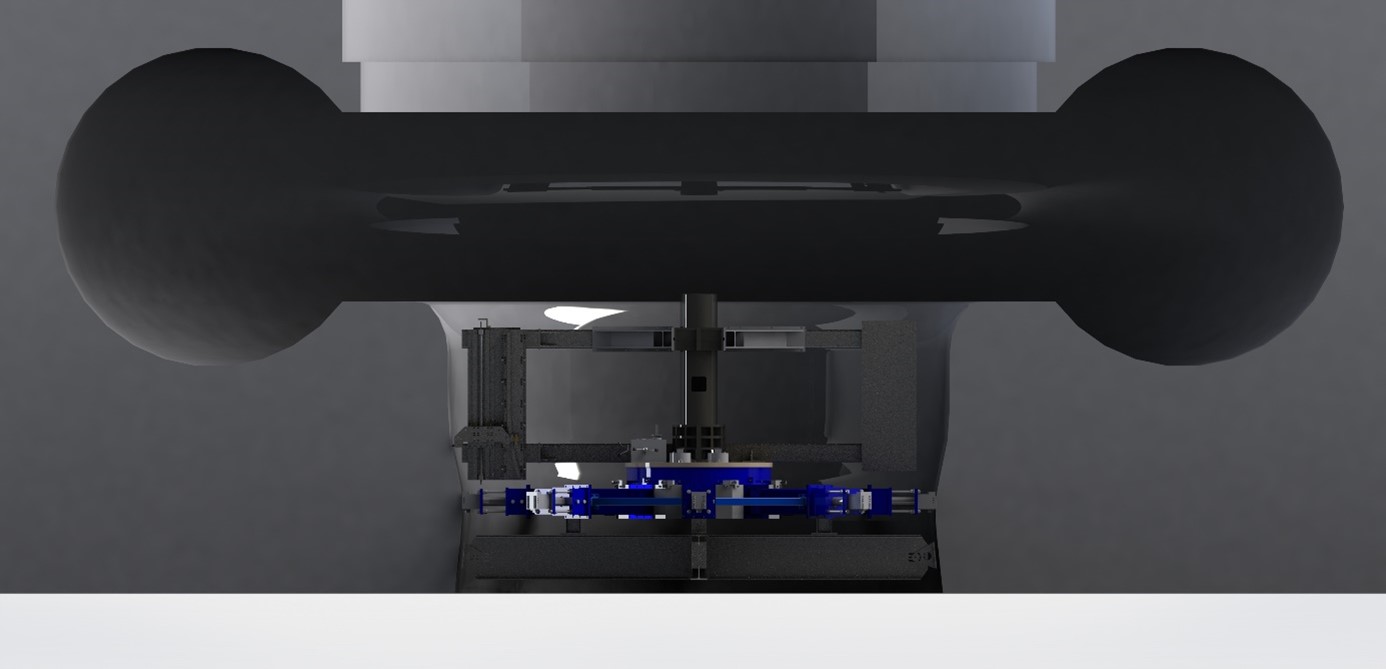
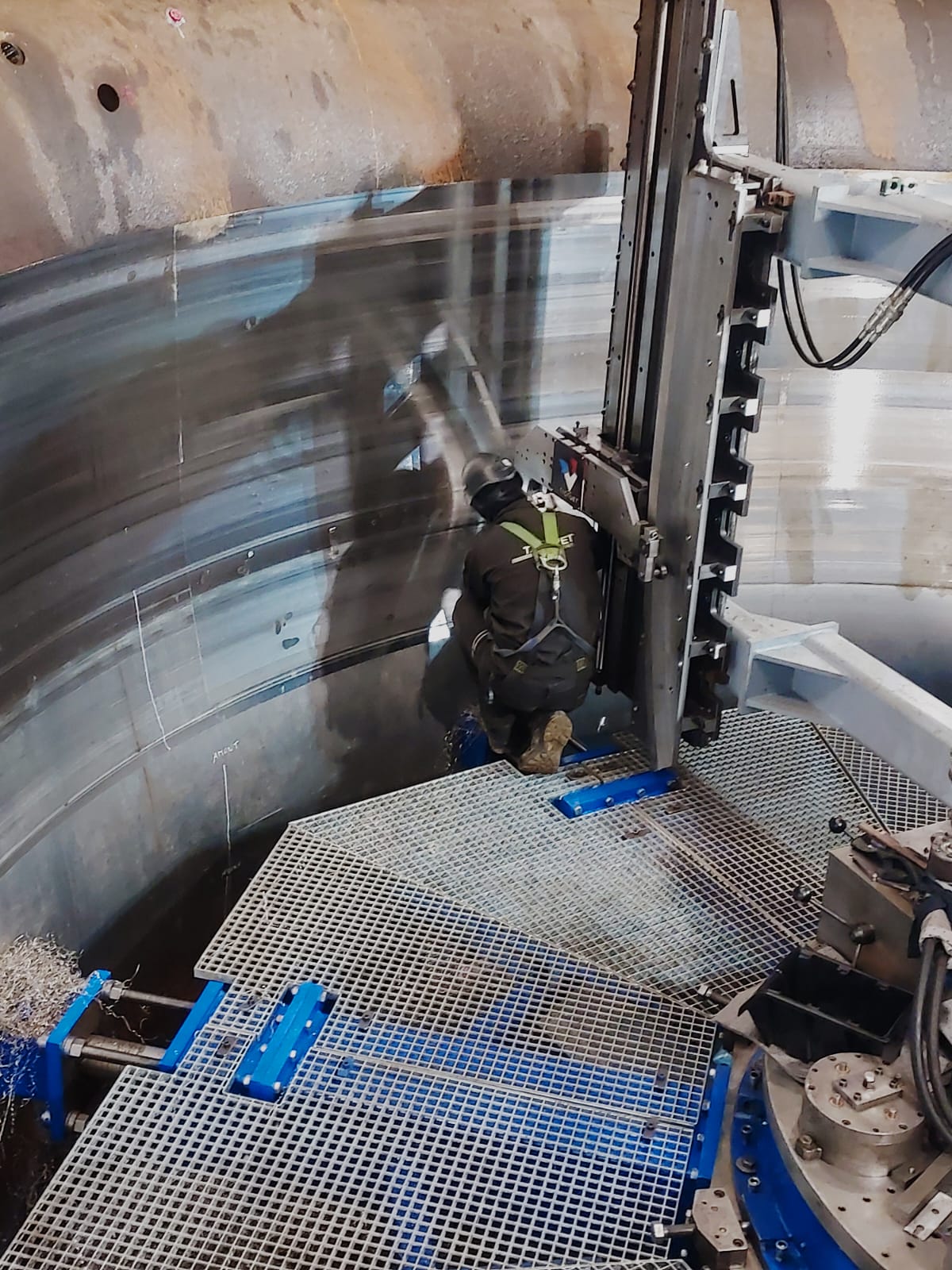
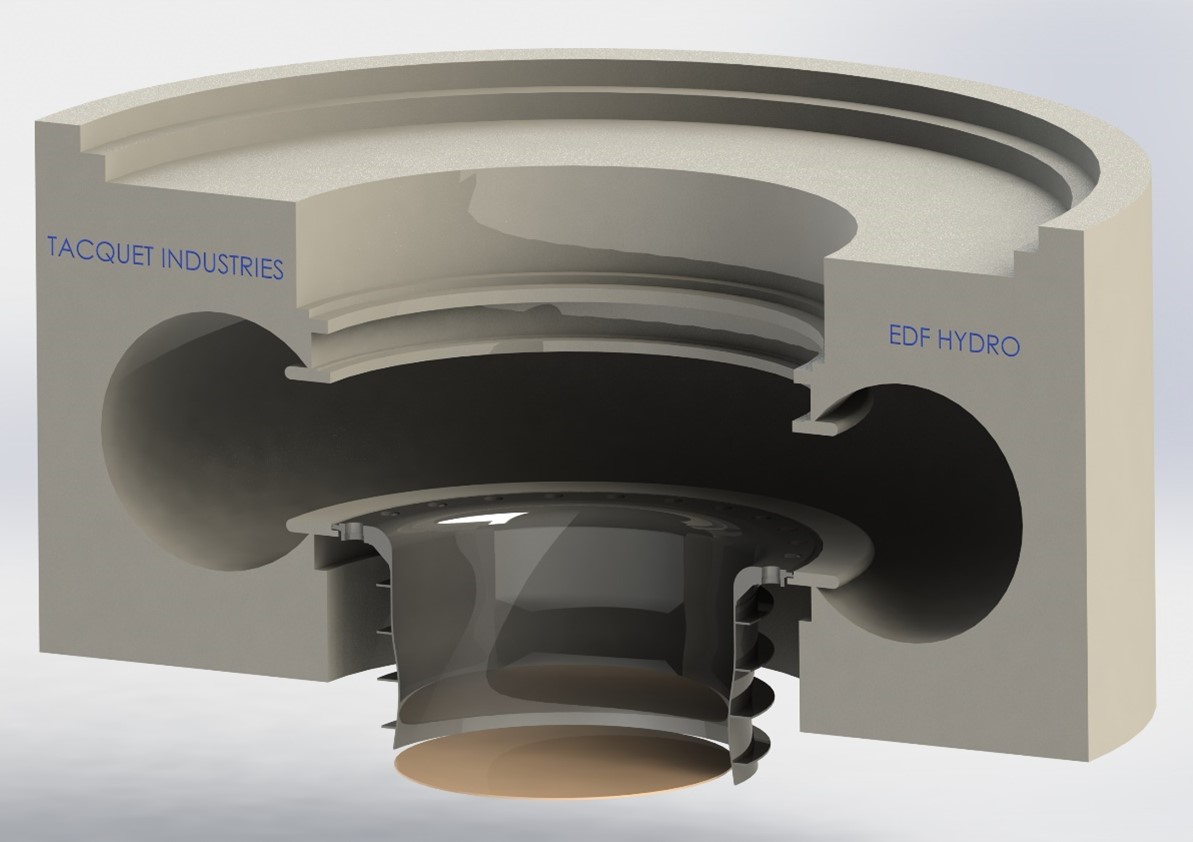
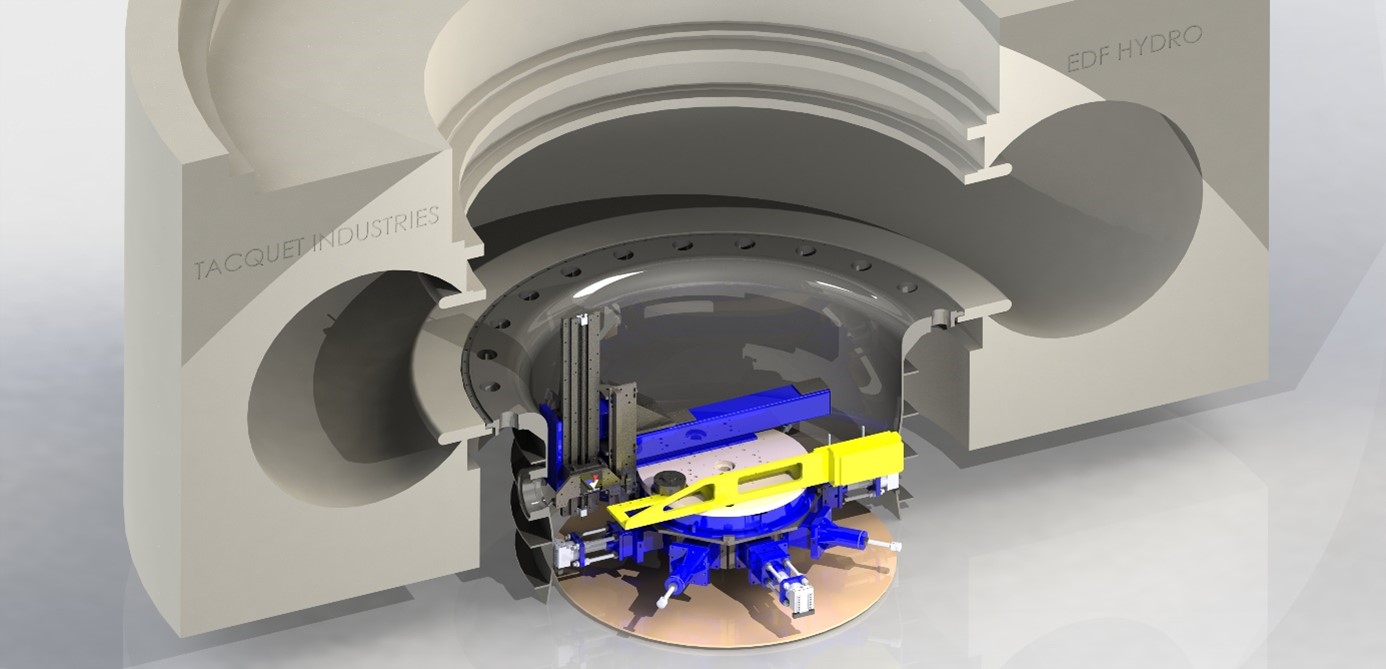
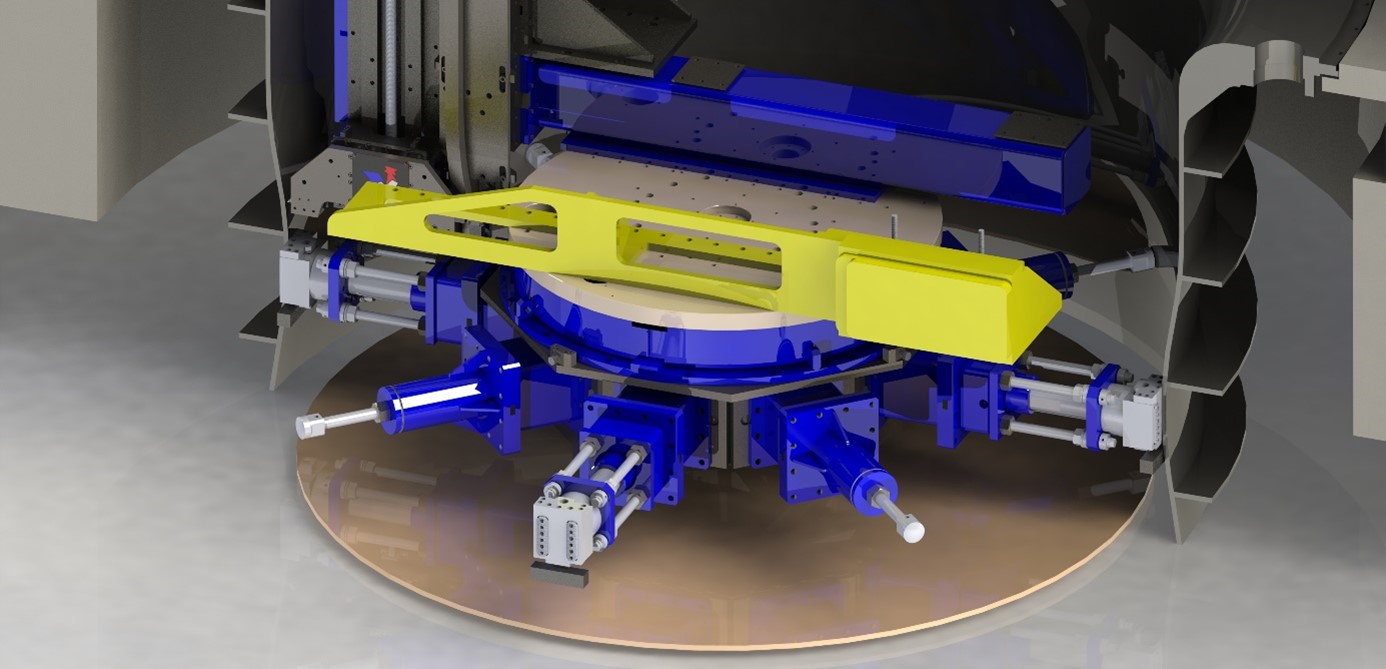
Centrale Hydroélectrique de Fessenheim, France
Usinage de manteau de roue (types KAPLAN)
En janvier 2022, nous sommes intervenus sur le Groupe G4 (type Kaplan) de la Centrale Hydroélectrique de Fessenheim, en France, pour notre client EDF.
Début janvier 2024, nos équipes réalisent une opération identique sur le Groupe G3 de la Centrale.
But de l’intervention :
Agrandir la partie cylindrique et sphérique du manteau de roue existant de 3 mm au rayon, tout en copiant la forme déjà présente. L’usinage a dû être réalisé sur une hauteur de 1700mm.
Tolérances demandées :
- Côte finale du cylindre et de la sphère : Ø6686mm ± 0,1 mm au rayon
- Etat de surface : Ra 3,2
Intervention réalisée
Notre intervention s’est déroulée en plusieurs étapes :
- Etape 1: Analyse du sujet dans notre Bureau d’Etude (faisabilité, modélisation 3D de la turbine, étude et calculs afin de déterminer le profil de notre élément de copiage de forme, implantation de notre machine dans l’environnement de travail 3D).
- Etape 2: Réalisation des contrôles avant-travaux (Tracker Laser) par une entreprise extérieure.
- Etape 3: Mise en place de notre machine sur site et usinage.
- Etape 4: Réalisation des contrôles après-travaux (Tracker Laser) par une entreprise extérieure.









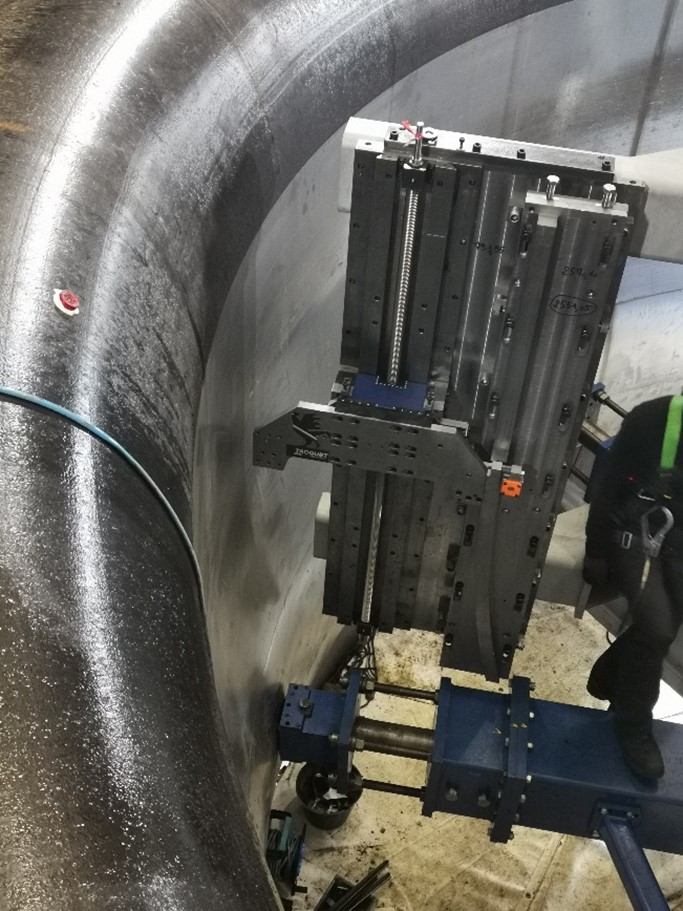
Centrale Hydroélectrique de Villerest, France
Usinage du manteau de roue après rechargement
En juin 2023, nous sommes intervenus sur le Groupe G1 (type Kaplan) de la Centrale Hydroélectrique de Villerest, en France, pour notre client EDF.
But de l’intervention : Réusiner la partie cylindrique et sphérique du manteau de roue existant après rechargement afin de revenir à la forme et aux côtes d’origine. La portion à reprendre s’étendait sur une hauteur d’environ 1000mm.
Tolérances demandées :
- Côte finale du cylindre et de la sphère : Ø3400mm
- Etat de surface : Ra 3,2
Intervention réalisée
Notre intervention s’est déroulée en plusieurs étapes :
- Etape 1: Analyse du sujet dans notre Bureau d’Etude (faisabilité, modélisation 3D de la turbine, étude et calculs afin de déterminer le profil de notre élément de copiage de forme, implantation de notre machine dans l’environnement de travail 3D).
- Etape 2: Réalisation des contrôles avant-travaux (Tracker Laser) par une entreprise extérieure.
- Etape 3: Mise en place de notre machine sur site et usinage.
- Etape 4: Réalisation des contrôles après-travaux (Tracker Laser) par une entreprise extérieure.
L’intervention réalisée est identique à celle du manteau de roue de Fessenheim, mais sur un diamètre plus petit. Une machine plus petite a donc été utilisée pour cette opération.
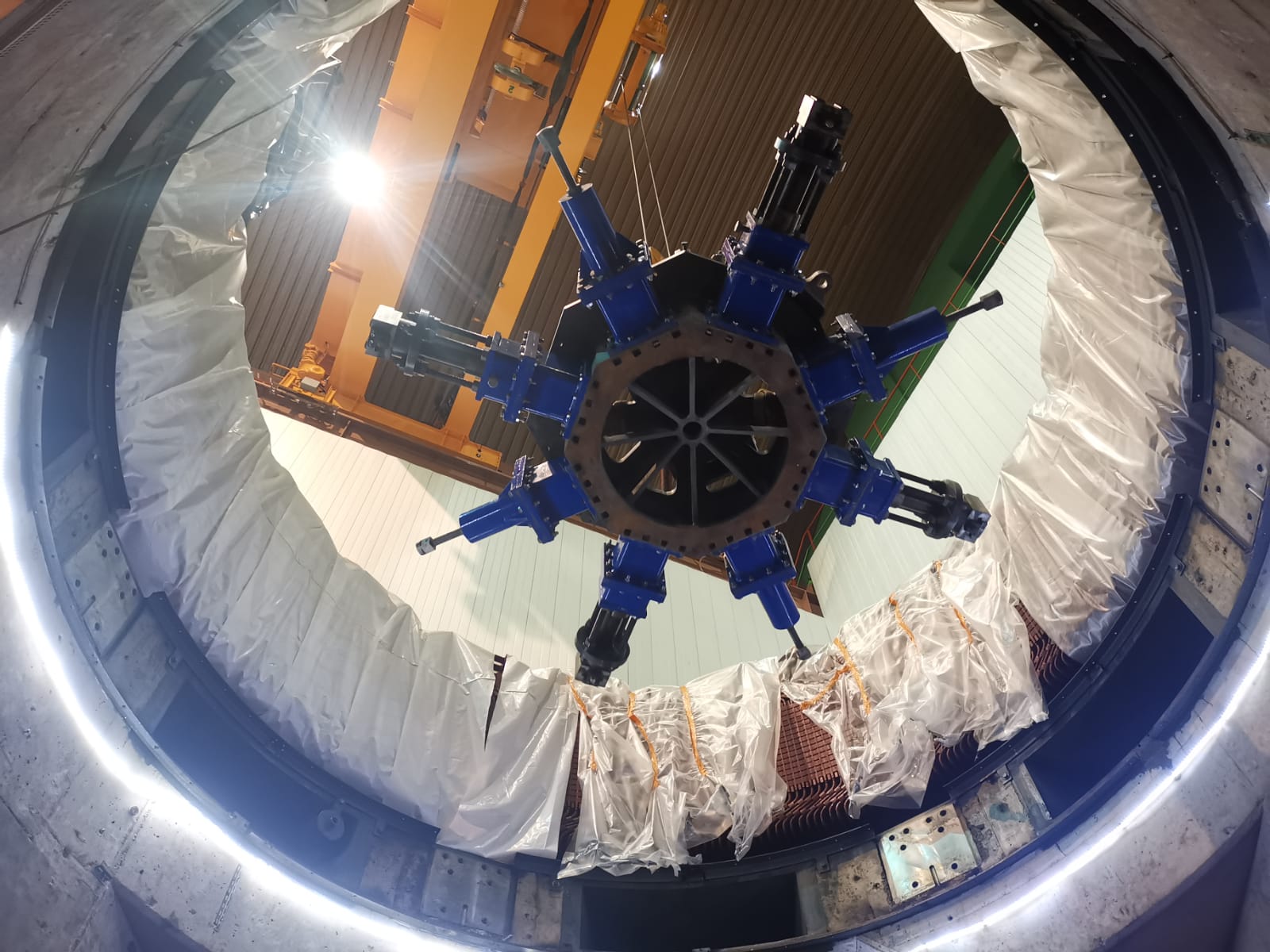






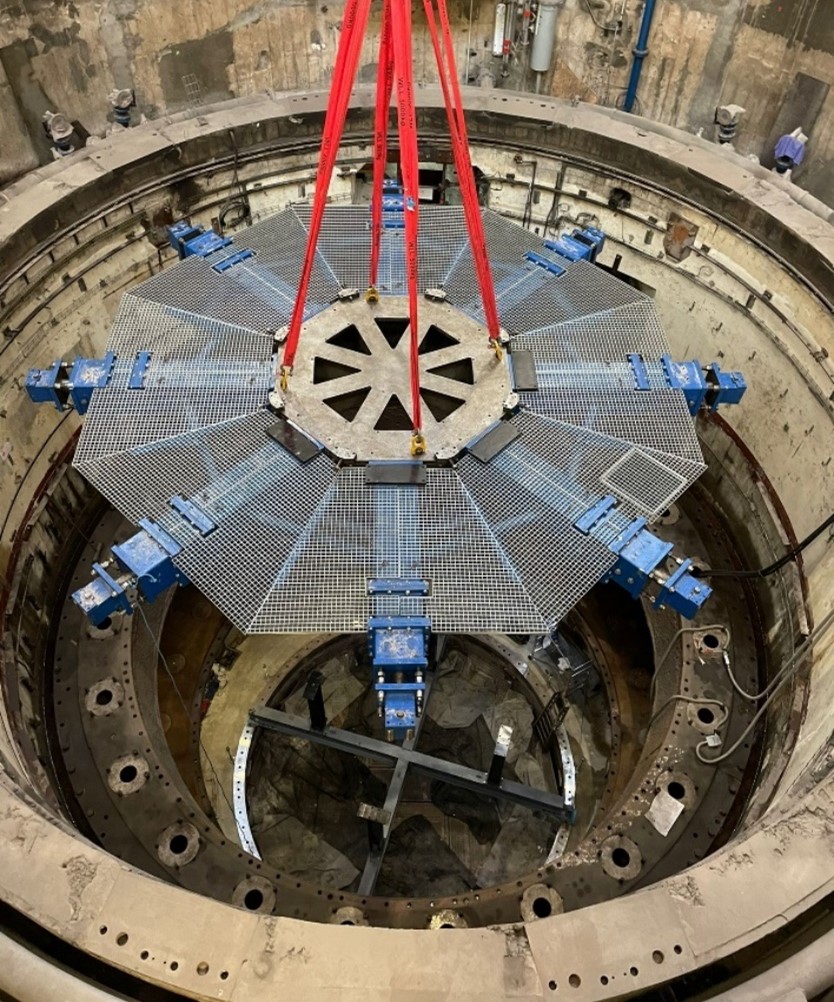
Centrale Hydroélectrique de Ottmarsheim, France
Reprise de différents éléments de la turbine
Au cours de l’année 2023, nous sommes intervenus sur le Groupe G1 (type Kaplan) de la Centrale Hydroélectrique de Ottmarsheim, en France, pour notre client VOITH HYDRO.
But de l’intervention :
Reprise de différents éléments de la turbine
- Bride et Ø6050 H7 de la bague de fondation
- Surfaçage de la face supérieure de l’anneau inférieur (Ø6900 au Ø8700) puis usinage de la face et du diamètre Ø6900
- Surfaçage de la face inférieure du couvre-chef (Ø6900 au Ø8700)
- Ajout de modifications sur les 48 pots directrices pour étanchéité (perçages-taraudages, lamages)
Tolérances demandées :
- Horizontalité et planéité des plans usinés : 0,02 mm/m
- Alésages : H7
- Profondeur des lamages : ± 0,1 mm
- Etat de surface : Ra 6,3
Intervention réalisée
Notre intervention s’est déroulée en plusieurs étapes :
- Etape 1: Analyse du sujet dans notre Bureau d’Etude (faisabilité, modélisation 3D de la turbine, implantation de nos machines dans l’environnement de travail 3D pour les différentes opérations).
- Etape 2: Réalisation des contrôles avant-travaux (Tracker Laser) par une entreprise extérieure.
- Etape 3: Mise en place de nos machines sur site et usinage.
- Etape 4: Réalisation des contrôles après-travaux (Tracker Laser) par une entreprise extérieure.












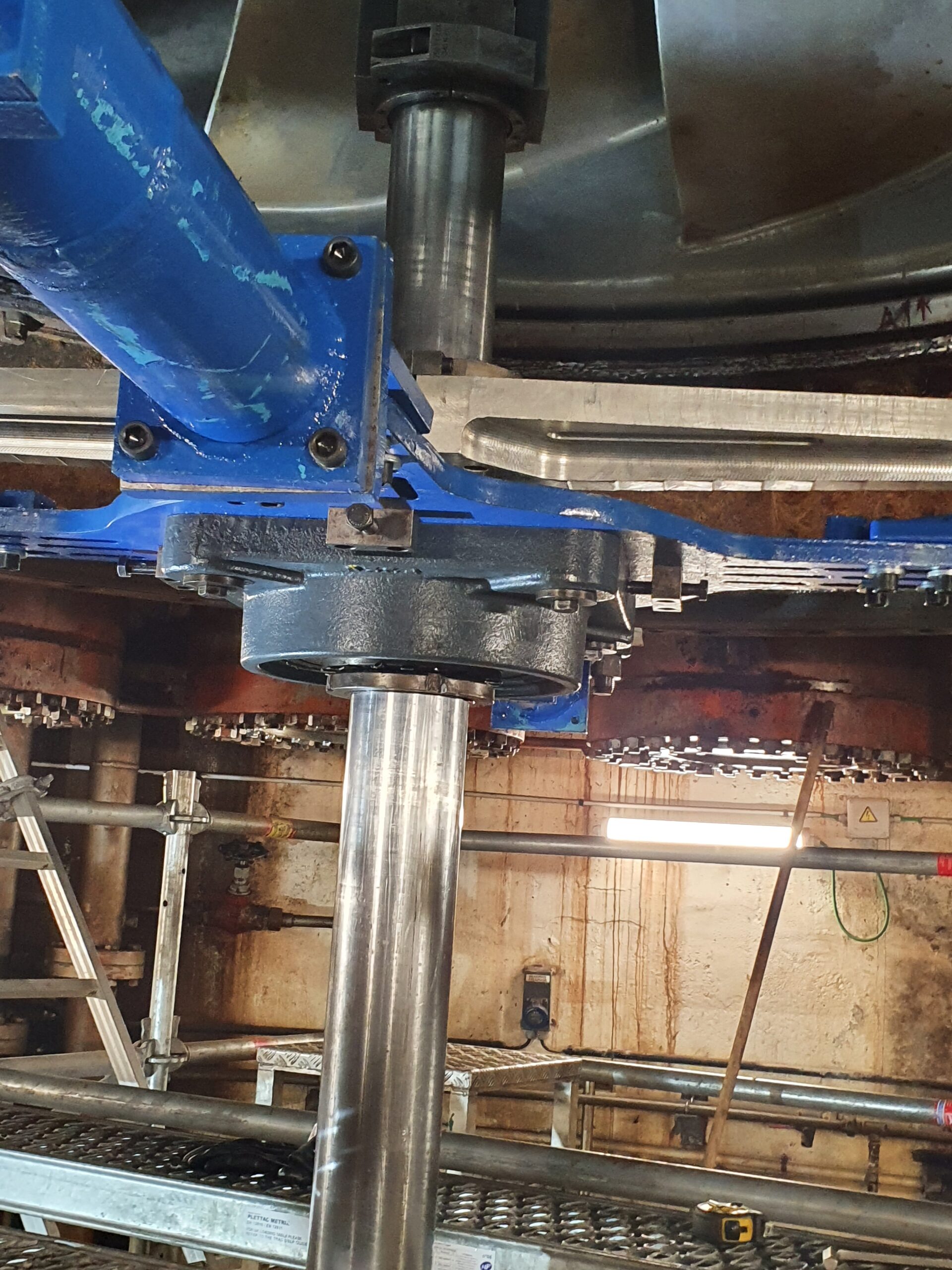
Centrale Hydroélectrique de Revin, France
Réhabilitation du Groupe G4 (type Francis)
En milieu d’année 2023, nous sommes intervenus sur le Groupe G4 (type Francis) de la Centrale Hydroélectrique de Revin, en France, pour notre client EDF.
But de l’intervention :
Reprise de différents éléments de la turbine
- Reprise de la portée Ø2820 H7 côté pièce d’usure et passage au diamètre Ø2816 H7 après rechargement
- Reprise de la portée Ø2875 H7 côté pièce d’usure et passage au diamètre Ø2872 H7 après rechargement
- Dressage de la surface perpendiculaire à la portée Ø2875 (sur 1 à 3mm)
- Contre-perçage et taraudage de 12 trous M16 pour la fixation de la pièce d’usure
Tolérances demandées :
- Cylindricité des diamètres Ø2816 et Ø2872 : 0,4 mm
- Coaxialité / Concentricité des diamètres Ø2816 et Ø2872 : 0,4 mm
- Perpendicularité de la surface dressée par rapport au diamètre : 0,2 mm
- Planéité de la surface dressée : 0,3 mm
- Profondeur perçages / taraudages : ± 0,5 mm
- Etat de surface : Ra 1,6 minimum
Une intervention compliquée étant donné la difficulté d’accès ainsi que l’usinage réalisé avec la roue montée.
Intervention réalisée
Notre intervention s’est déroulée en plusieurs étapes :
- Etape 1: Analyse du sujet dans notre Bureau d’Etude (faisabilité, modélisation 3D de la turbine et de la pièce d’usure, implantation de nos machines dans l’environnement de travail 3D pour les différentes opérations).
- Etape 2: Réalisation des contrôles avant-travaux (Tracker Laser) par une entreprise extérieure.
- Etape 3: Mise en place de nos machines sur site et usinage.
- Etape 4: Réalisation des contrôles après-travaux (Tracker Laser) par une entreprise extérieure.


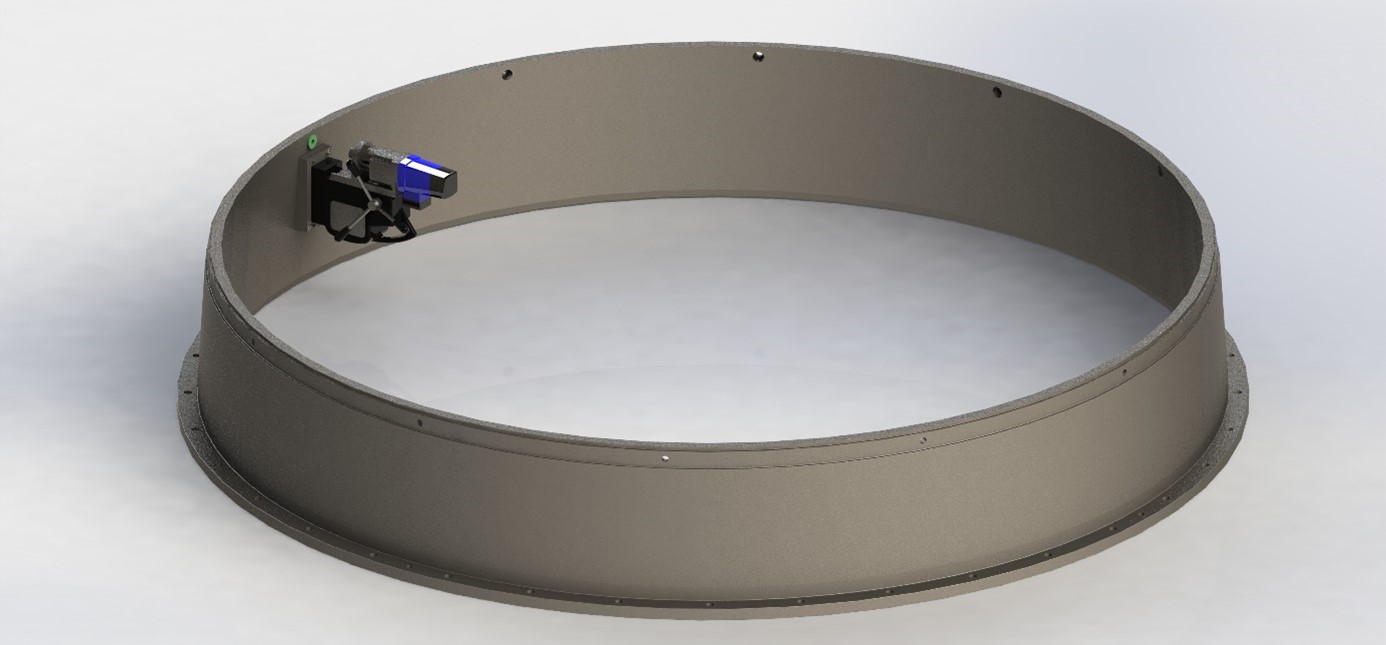


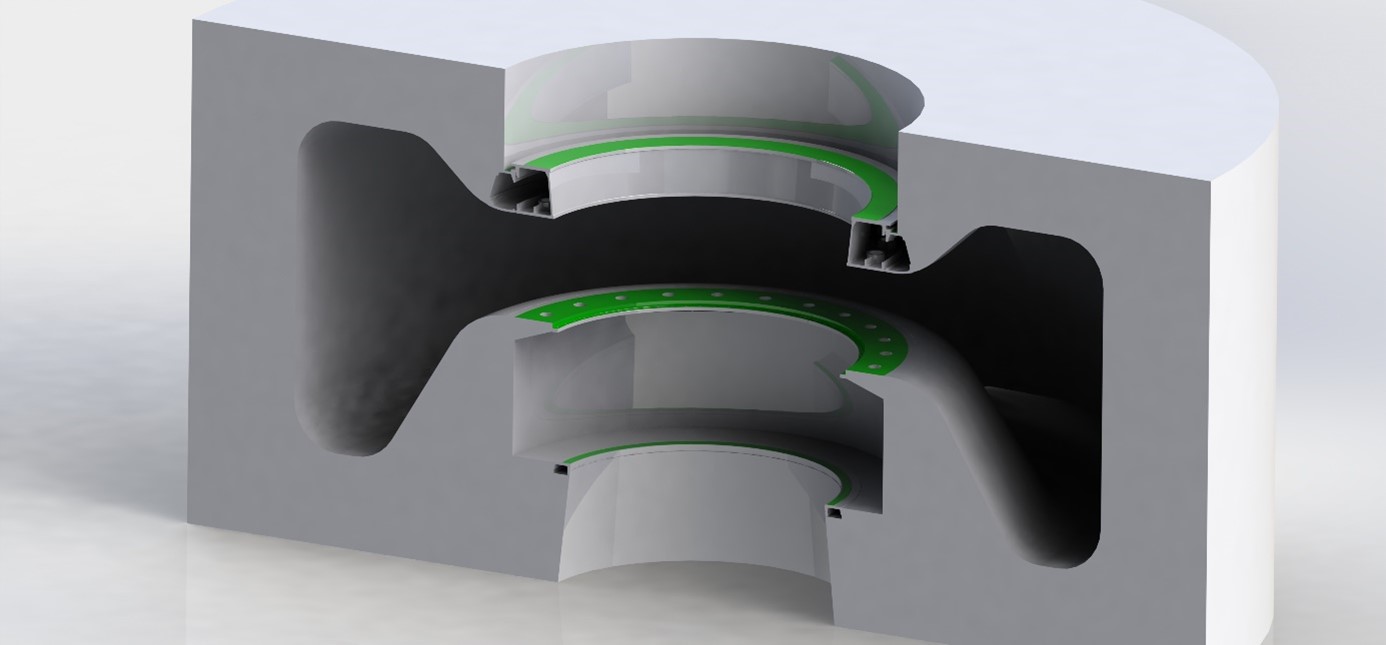
Centrale Hydroélectrique de Coo-Trois-Ponts, Belgique
Réhabilitation d’un Groupe (type Francis)
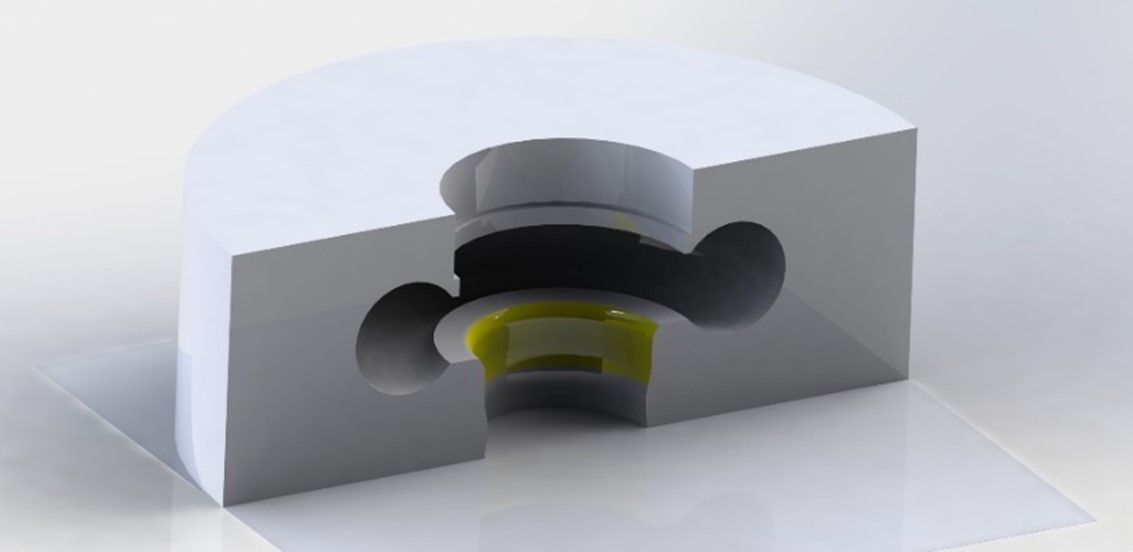
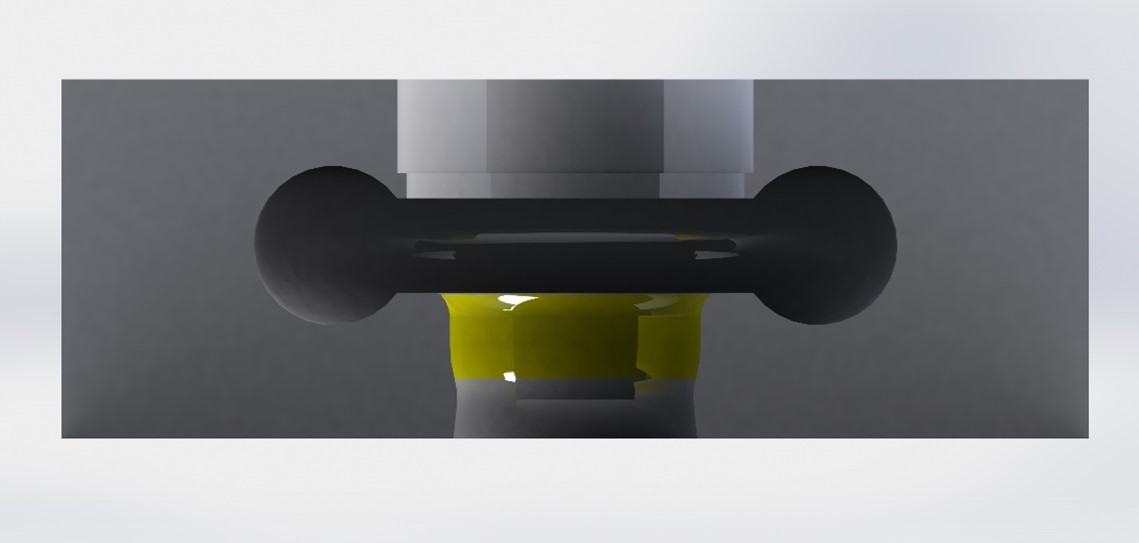
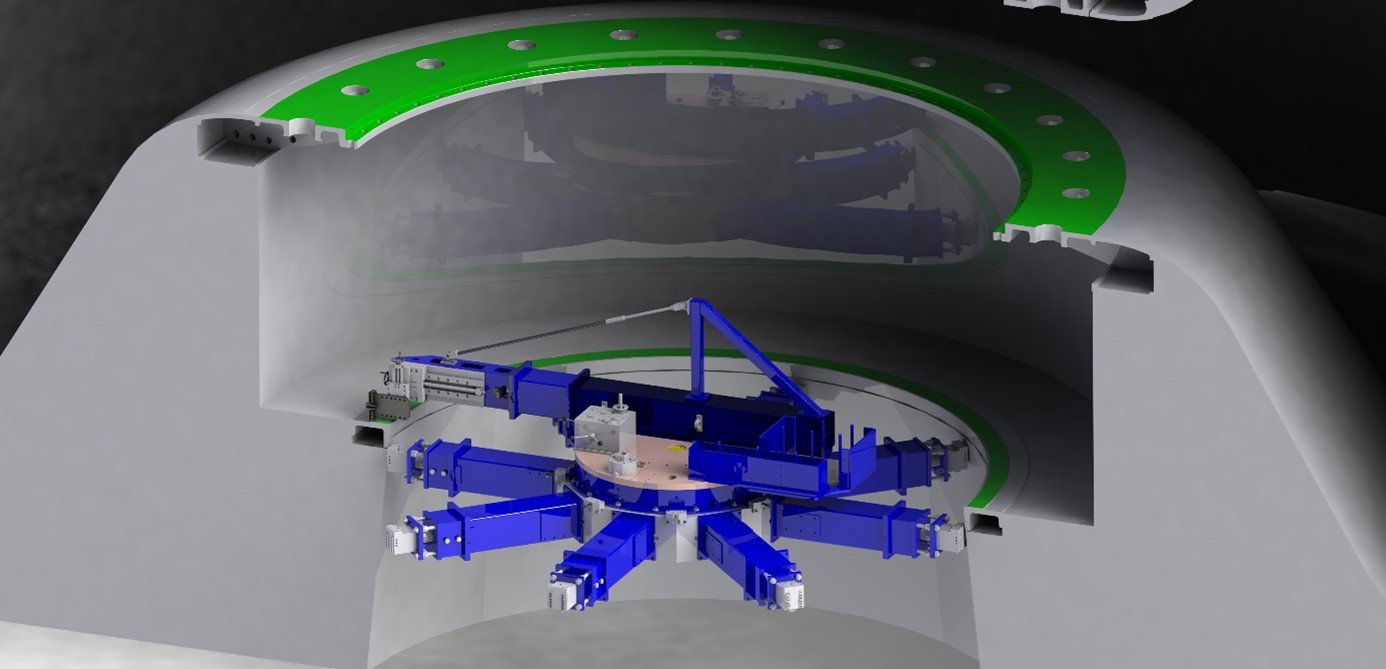
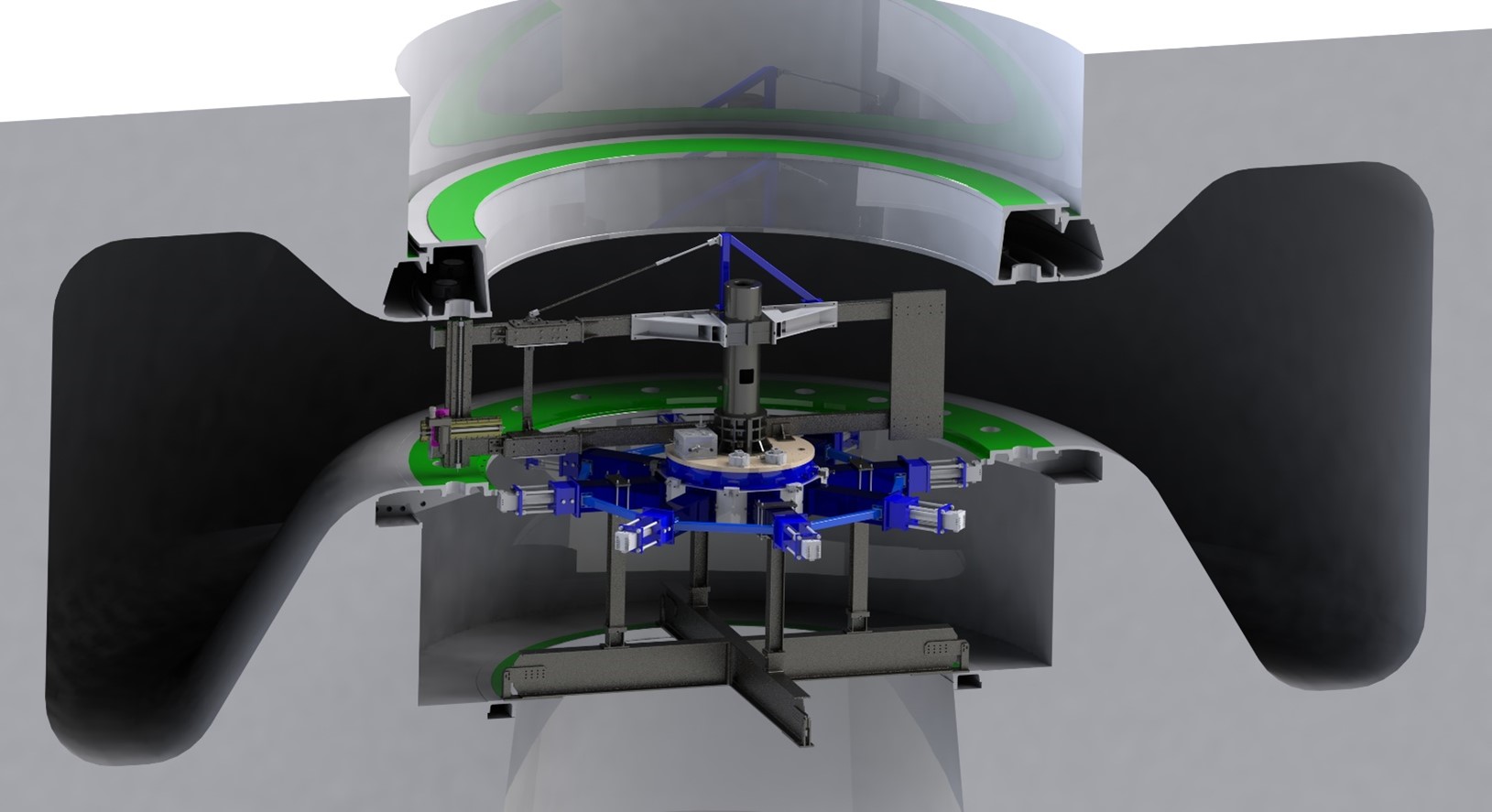
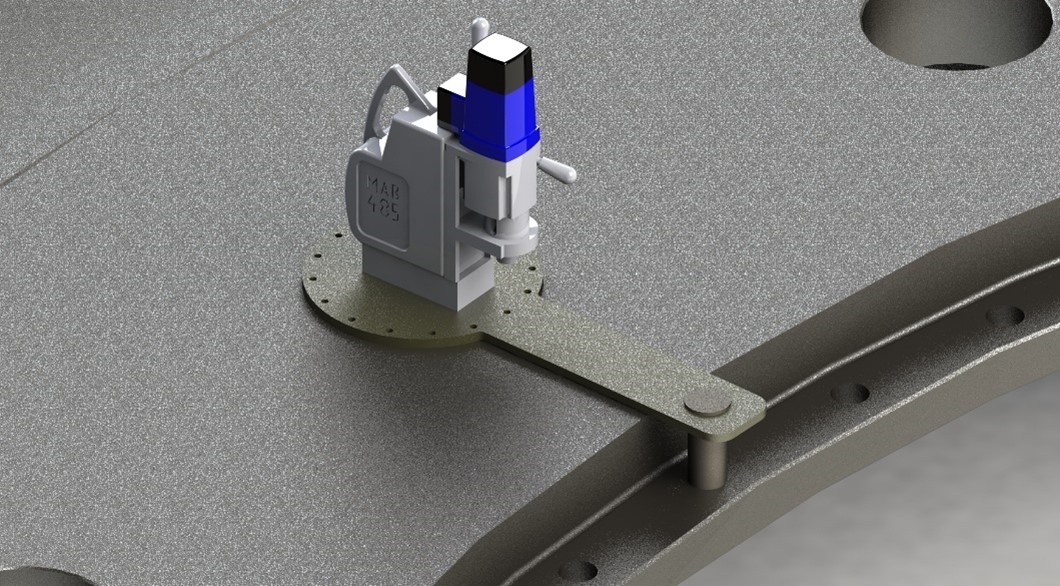
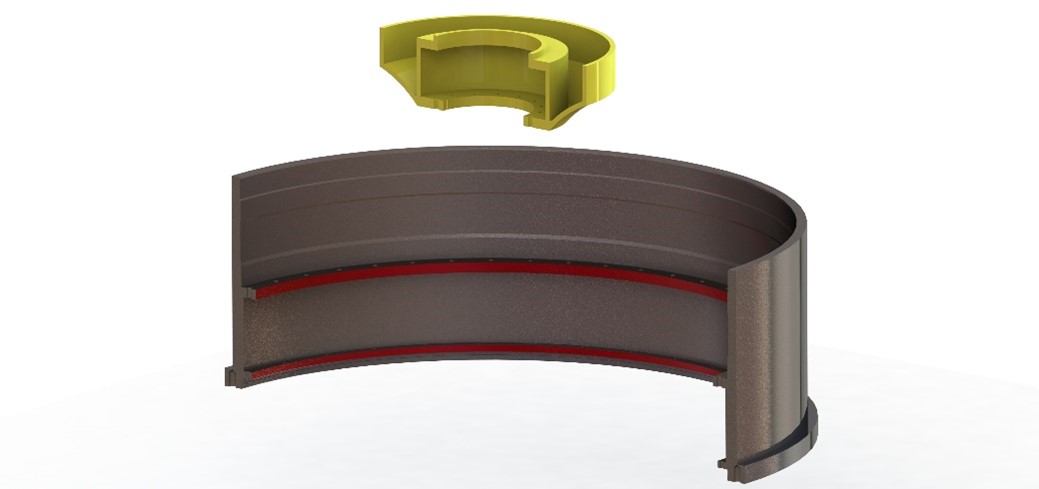
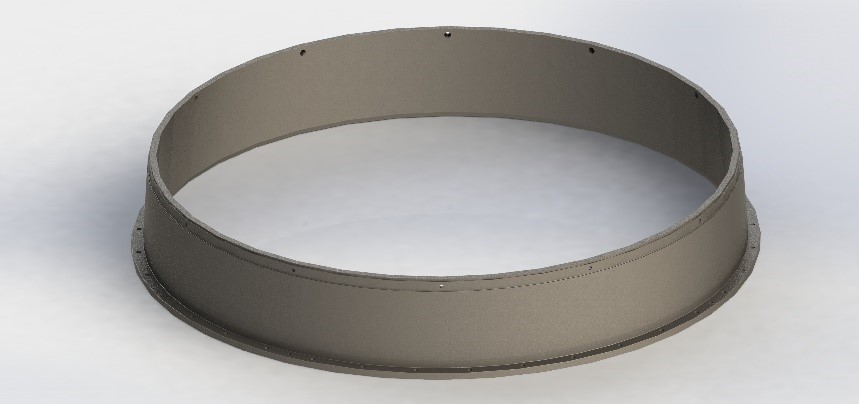
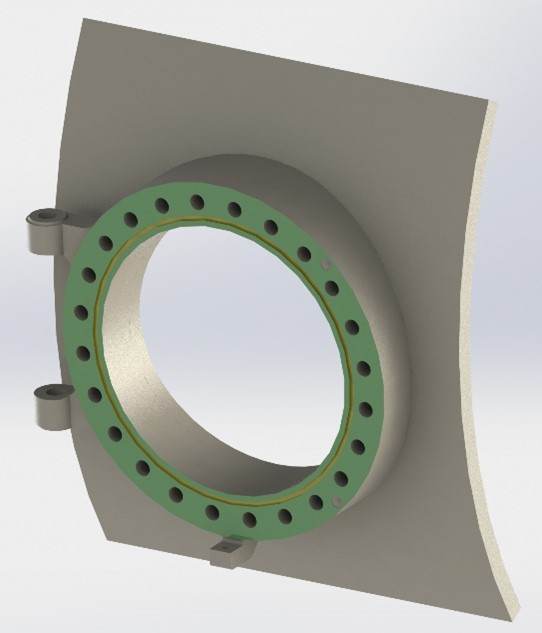
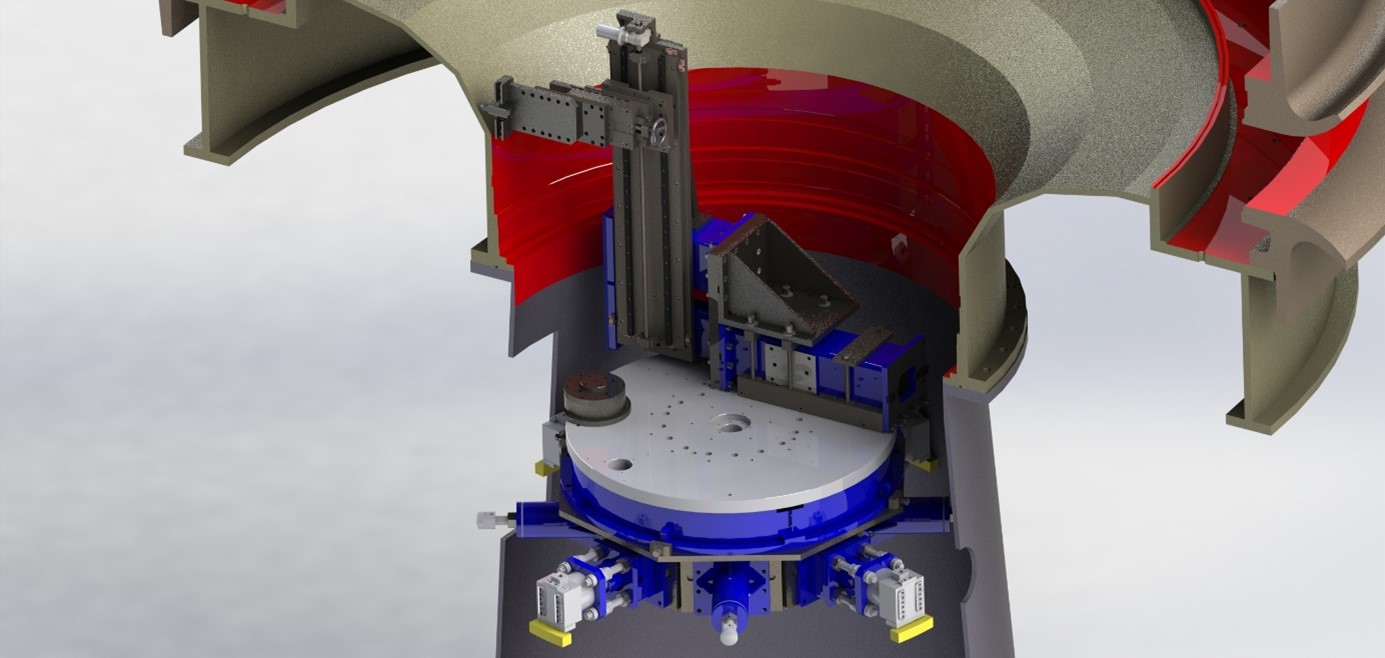
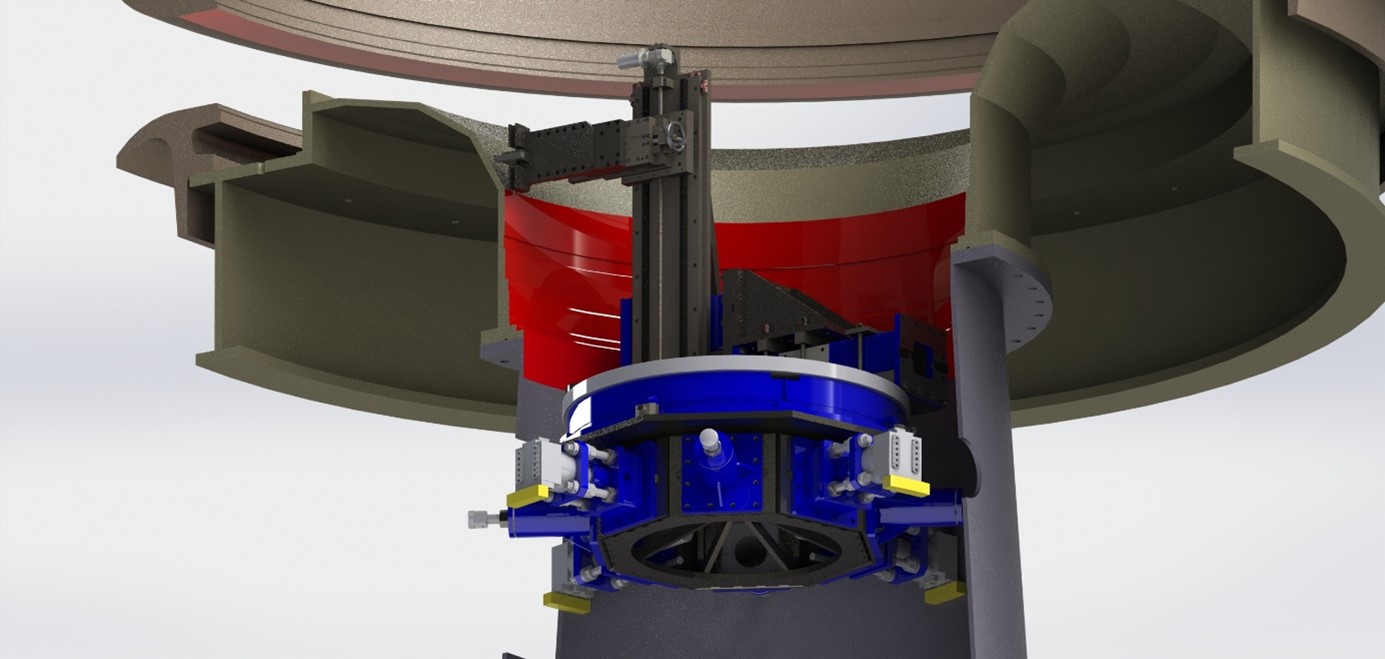
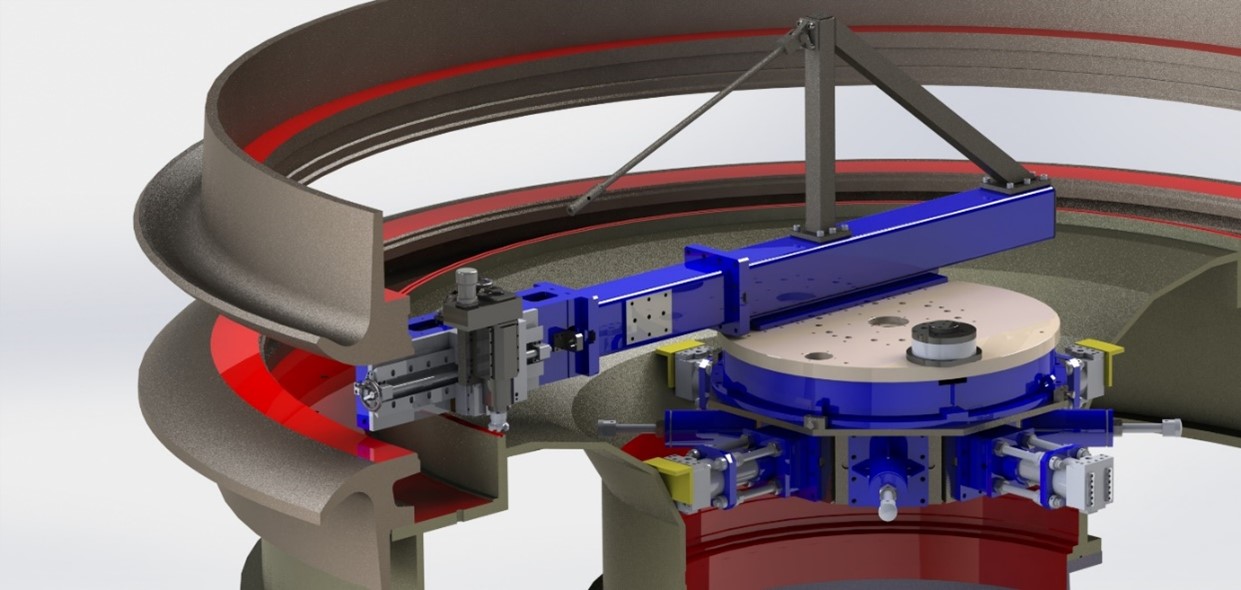
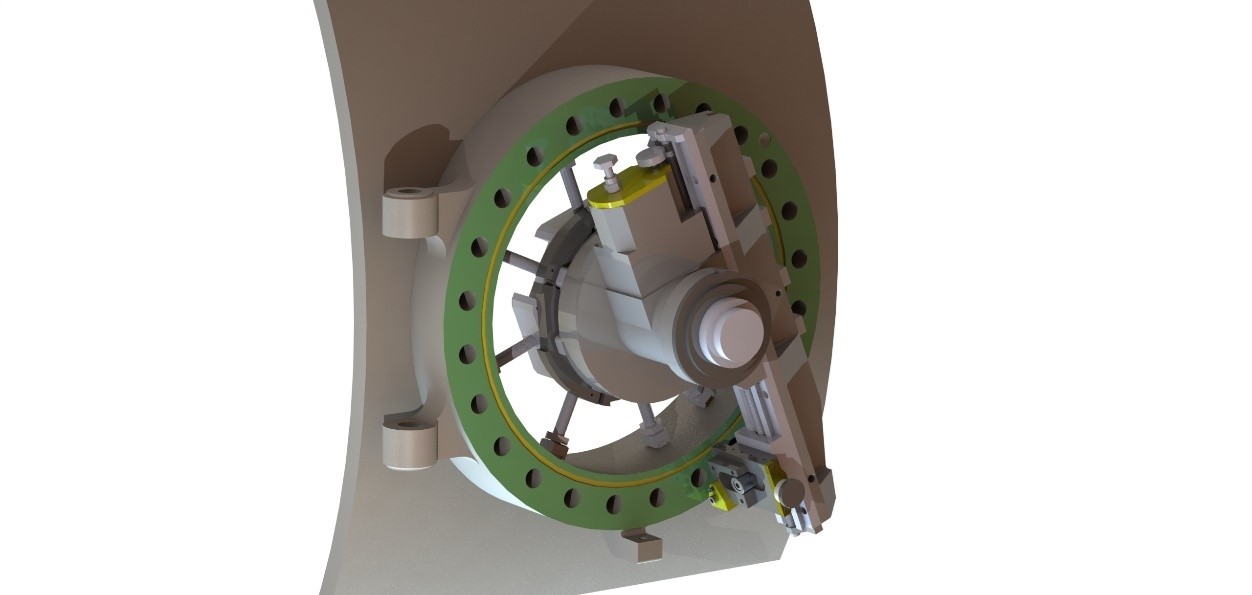
Au cours de l’année 2023, nous sommes intervenus sur l’un des groupes (type Francis) de la Centrale Hydroélectrique de Coo-Trois-Ponts, en Belgique. Ces opérations ont été réalisées dans le cadre d’un projet de réhabilitation des groupes par notre client VOITH HYDRO.
But de l’intervention :
- Usinage des éléments suivants au niveau de la bâche spirale :
- Ø2286 (+1 ; +2) sur une hauteur de 219 mm (enlèvement matière : 12,7 mm)
- Ø2365 H7 sur une hauteur de 30 mm (enlèvement matière : 36,3 mm)
- Ø2444 H7 sur une hauteur de 110 mm (enlèvement matière : 2,8 mm)
- Ø2485 H7 sur une hauteur de 141 mm (enlèvement matière : 10,5 mm)
- Surfaçage du diamètre Ø4572 au diamètre Ø4660 et création gorge Ø4603 après rechargement
- Surfaçage bride porte cylindrique et création de la gorge
- Surfaçage cadre porte aspirateur
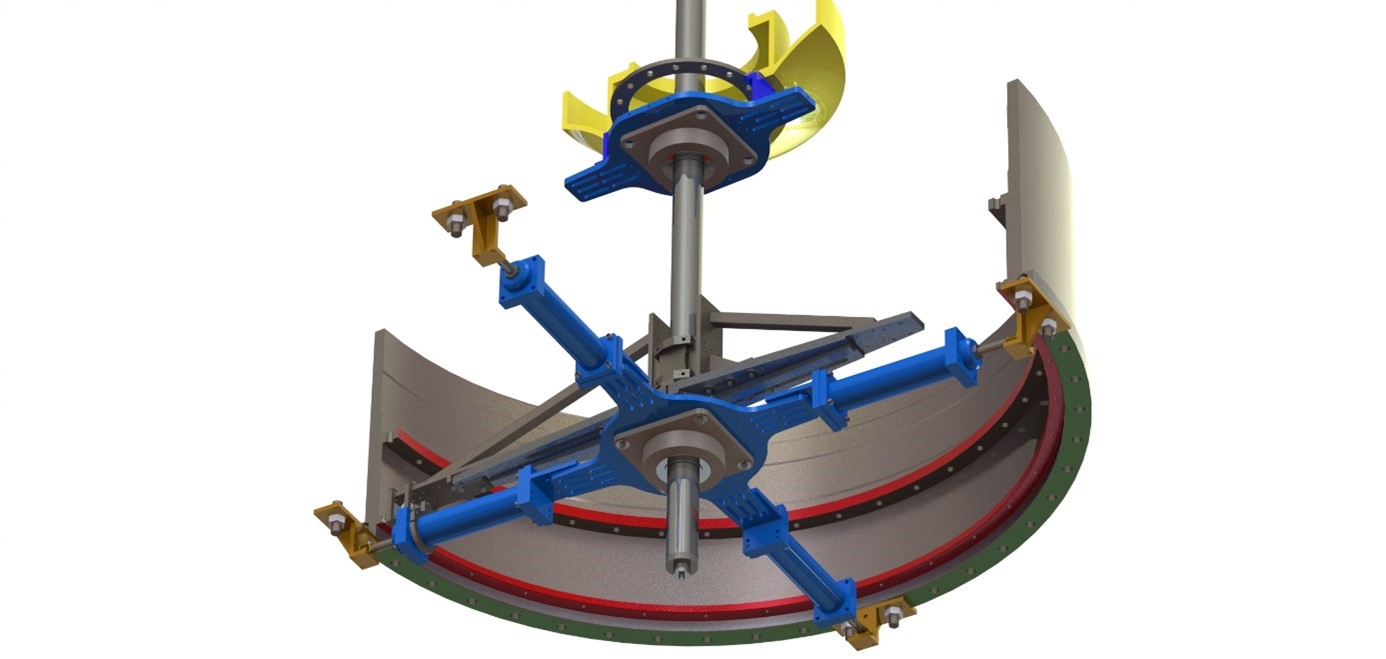
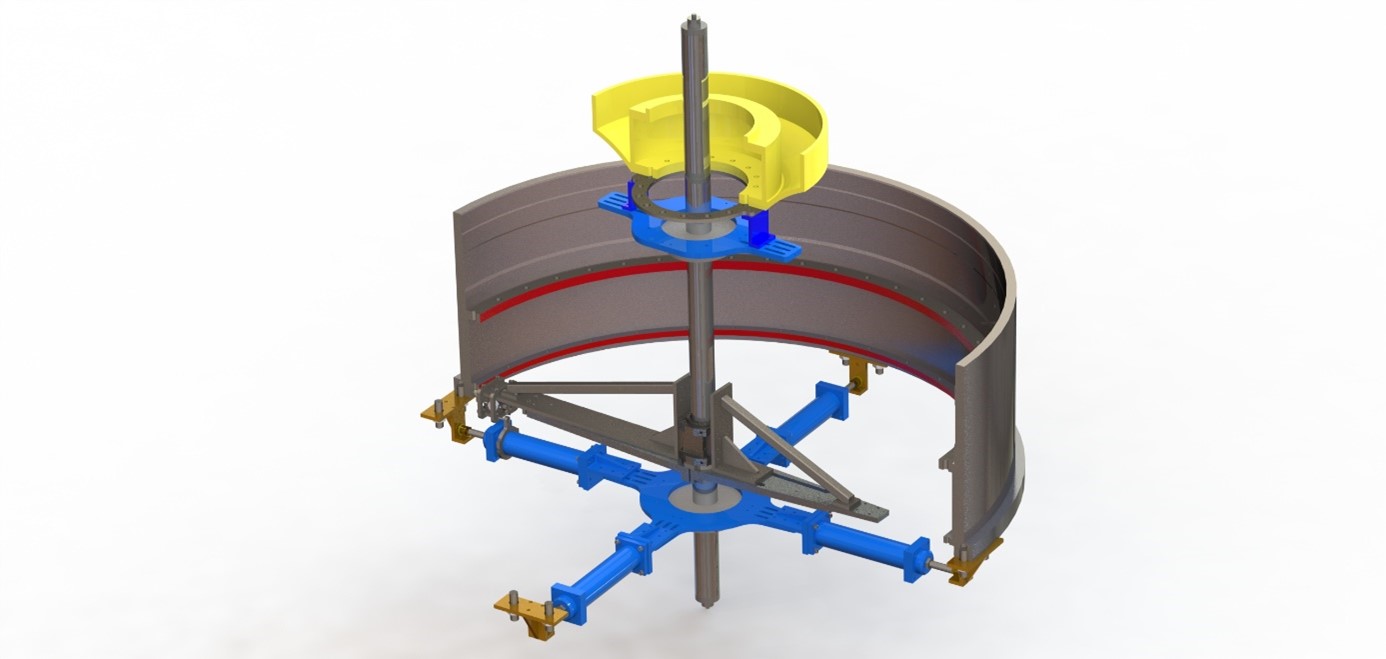
Intervention réalisée
Notre intervention s’est déroulée en plusieurs étapes :
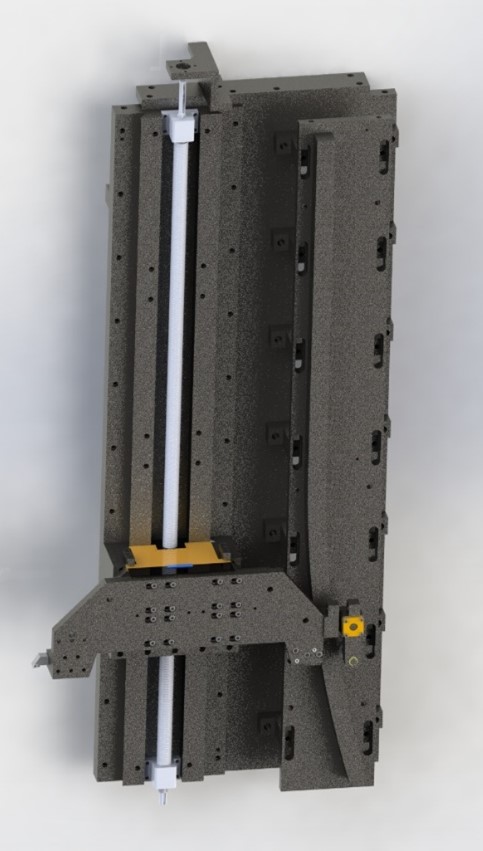
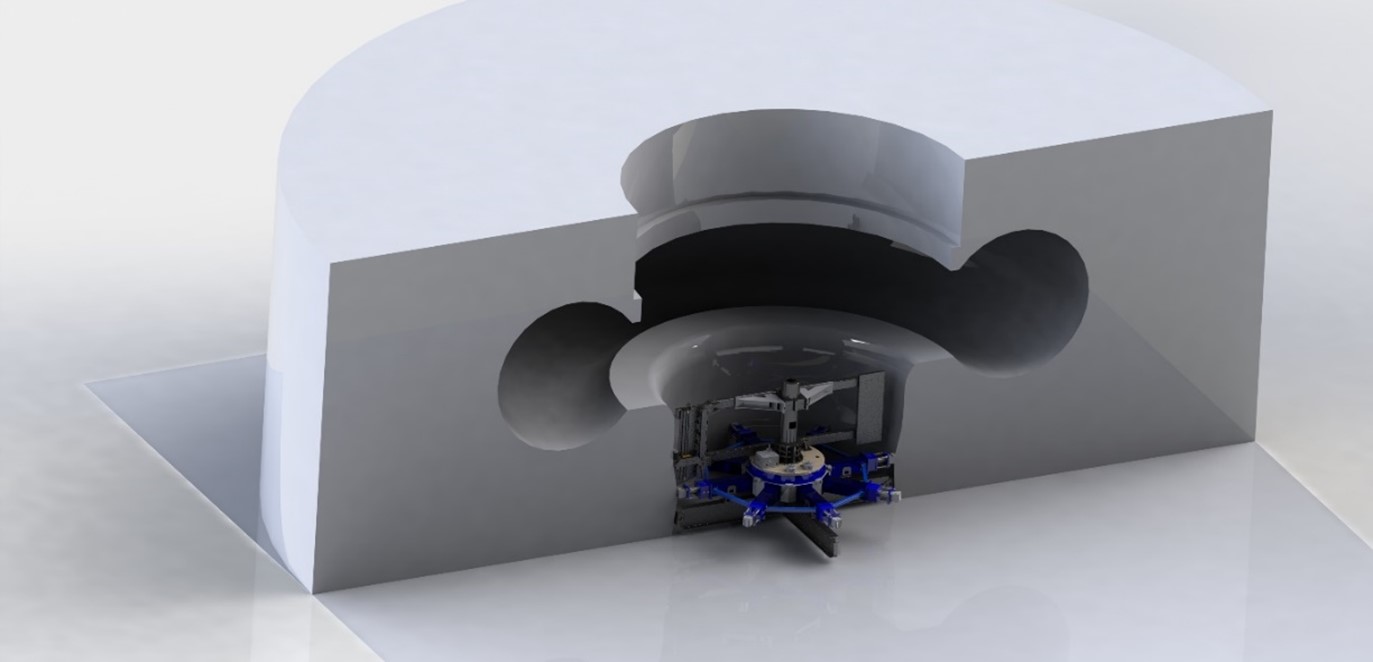
- Etape 1: Analyse du sujet dans notre Bureau d’Etude (faisabilité, modélisation 3D de la bâche spirale, de la porte cylindrique et du cadre de porte d’aspirateur, implantation de nos machines dans l’environnement de travail 3D pour les différentes opérations).
- Etape 2: Réalisation des contrôles avant-travaux (Tracker Laser) par une entreprise extérieure.
- Etape 3: Mise en place de nos machines sur site et usinage.
- Etape 4: Réalisation des contrôles après-travaux (Tracker Laser) par une entreprise extérieure.







Barrage de Bort-les-Orgues, France
Rénovation de vanne TOP et VAD
Au cours de l’année 2023, nous sommes intervenus sur la vanne TOP ainsi que sur la vanne VAD du barrage de Bort-les-Orgues, en France, pour notre client EDF.
But de l’intervention :
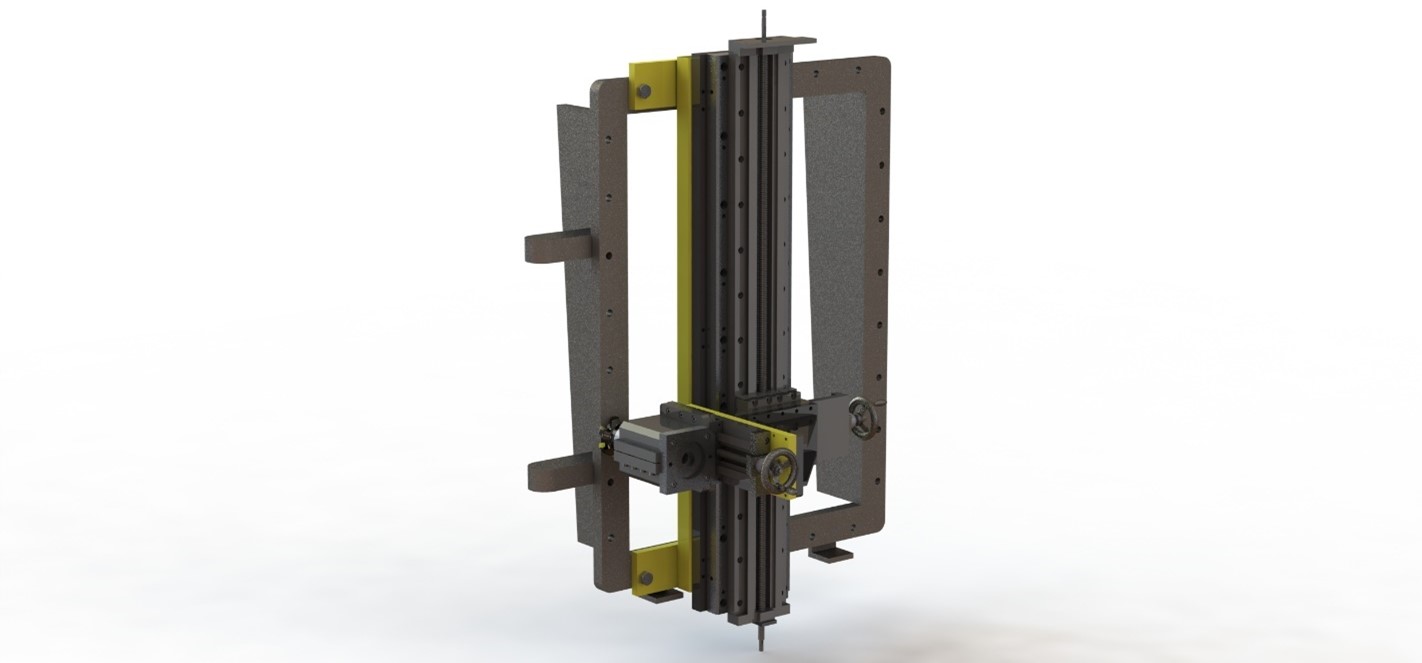
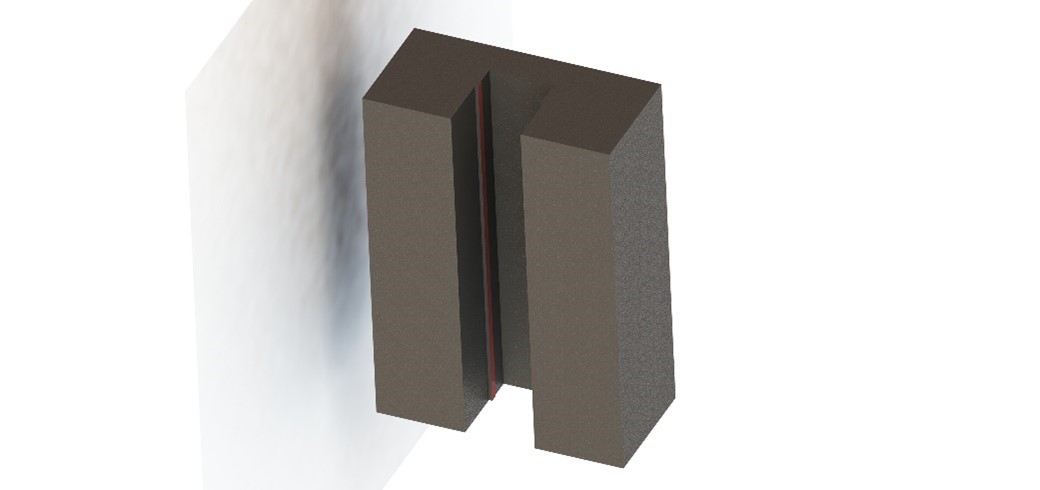
- Rénovation des pièces fixes de vanne TOP (usinage des surfaces en RG et RD sur une hauteur de 10m, mise en place des plaques d’usures usinées dans notre atelier, contre perçage / taraudage de 100 M12 en RG et 100 M12 en RD pour la fixation de ces pièces)
- Usinage du couteau de seuil de vanne VAD pour réaliser l’étanchéité
Intervention réalisée
Notre intervention s’est déroulée en plusieurs étapes :
- Etape 1: Analyse du sujet dans notre Bureau d’Etude (faisabilité, modélisation 3D de l’environnement de la vanne TOP, implantation de nos machines dans l’environnement de travail 3D pour les différentes opérations).
- Etape 2: Mise en place de nos machines sur site et usinage.








Usine de Baigts Castetarbe, France
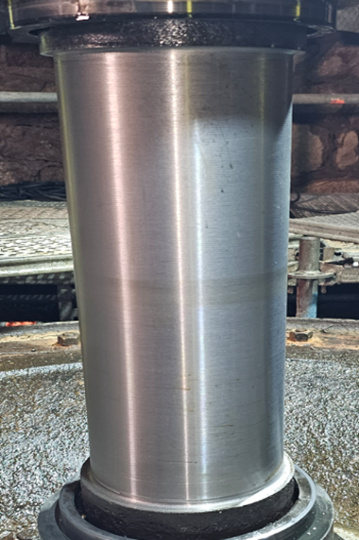
Usinage sur arbre turbine
Au cours de l’année 2023, nous sommes intervenus sur un arbre turbine de la Centrale Hydroélectrique de Baigts Castetarbe, en France, pour notre client EDF.
But de l’intervention :
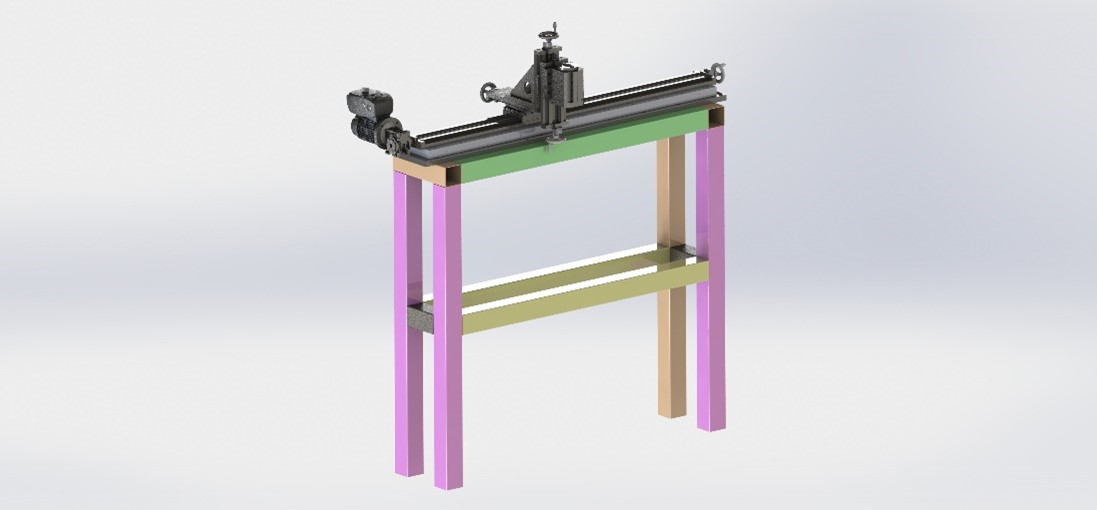
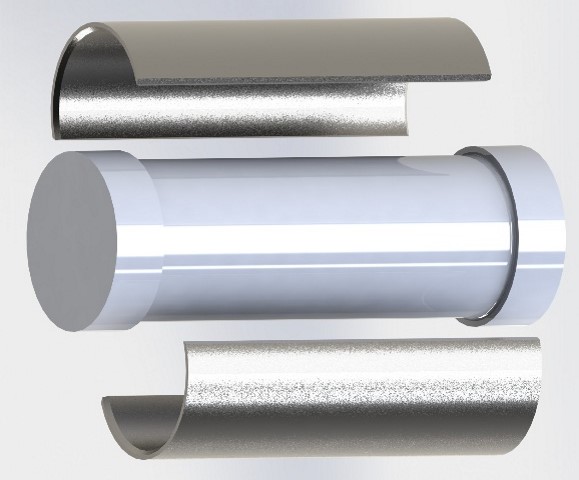
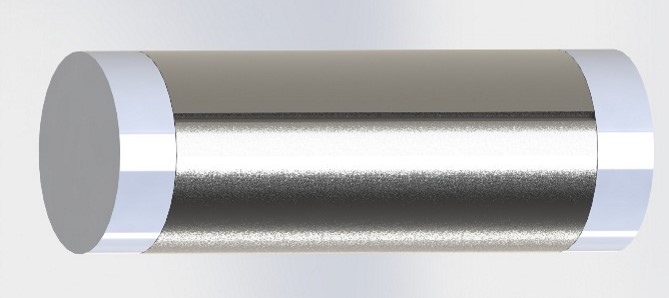
- Usinage (délardage) de l’arbre de 10mm au rayon minimum sur une longueur de 450mm
- Soudage de 2 demi-coquilles (usinées dans nos atelier) sur l’arbre par une entreprise extérieure
- Usinage des demi-coquilles soudées pour obtention du diamètre final Ø200
Tolérances demandées :
- Tolérance sur le diamètre Ø200 : ± 0,1 mm
- Conicité : (0 ; + 0,1 mm)
- Coaxialité : (0 ; + 0,2 mm)
- Etat de surface : Ra 1,6 (obtenu : 0,3 / 0,4)
Intervention réalisée
Notre intervention s’est déroulée en plusieurs étapes :
- Etape 1: Analyse du sujet dans notre Bureau d’Etude (faisabilité, modélisation 3D de l’arbre, implantation de notre machine dans l’environnement de travail 3D).
- Etape 2: Réalisation des contrôles avant-travaux (Tracker Laser) par une entreprise extérieure pour définir les origines et créer un référentiel.
- Etape 3: Mise en place de notre machine sur site et usinage.
- Etape 4: Soudure des demi-coquilles.
- Etape 5: Réalisation de contrôles (Tracker Laser) par une entreprise extérieure afin de récupérer le référentiel et régler la machine.
- Etape 6: Mise en place de notre machine sur site et usinage de finition.
- Etape 7: Réalisation des contrôles après-travaux (Tracker Laser) par une entreprise extérieure.









Centrale Hydroélectrique de Villarodin, France
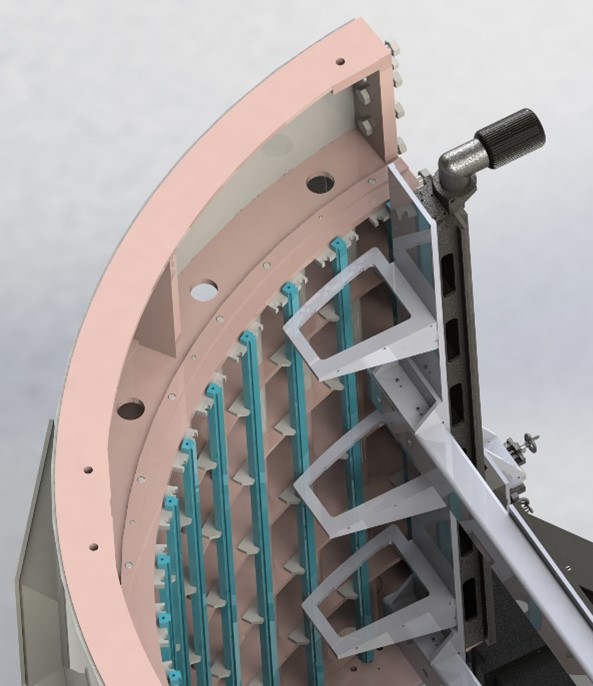
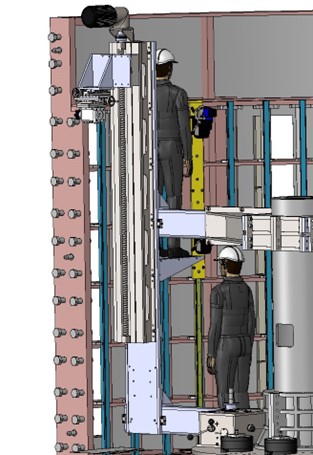
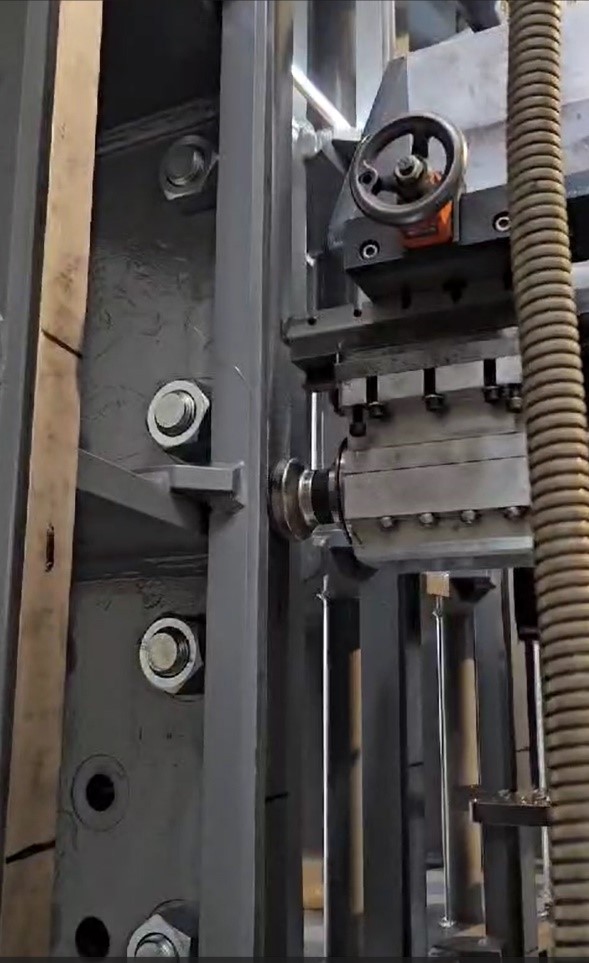
Intervention sur Stator du groupe G1
Nos équipes sont actuellement en train d’intervenir sur la carcasse du stator du groupe G1 de la Centrale Hydroélectrique de Villarodin, en France, pour notre client JEUMONT ELECTRIC.
But de l’intervention :
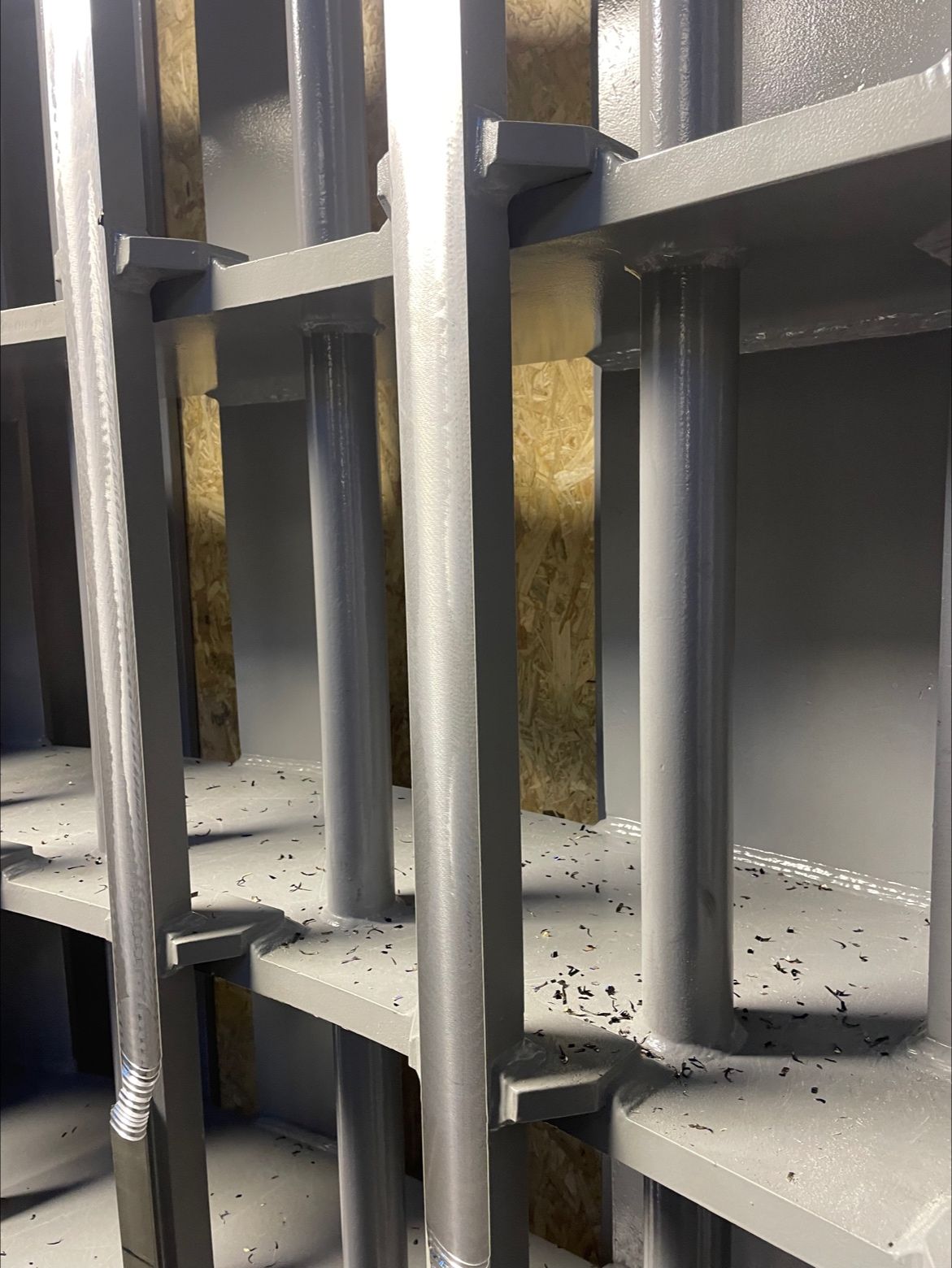
- Destruction complète des 50 barreaux de clavette par fraisage (sur 3,2 m de hauteur) en respectant une côte établie par le client par rapport à l’axe de la carcasse
- Perçage-taraudage de 800 M10 pour fixation de nouveaux barreaux
Tolérances demandées :
- Côte des barreaux usinées par rapport à l’axe de la carcasse : ± 0,1 mm
Intervention réalisée
Notre intervention s’est déroulée en plusieurs étapes :
- Etape 1: Analyse du sujet dans notre Bureau d’Etude (faisabilité, implantation de nos machines dans l’environnement de travail 3D).
- Etape 2: Réalisation des contrôles avant-travaux (Tracker Laser) par une entreprise extérieure.
- Etape 3: Mise en place de notre machine sur site et usinage.
- Etape 4: Réalisation des contrôles après-travaux (Tracker Laser) par une entreprise extérieure.











Turbines Kaplan (KAUNAS Lithuanie)
Réhabilitation d’une centrale hydraulique
A la demande du Gouvernement Lithuanien, ALSTOM HYDRO a réalisé une réhabilitation sur la Centrale Hydraulique de KAUNAS avec comme objectif une augmentation des performances des quatre turbines.
Pour cela ALSTOM HYDRO a sélectionné TACQUET INDUSTRIES parmi les trois entreprises dans le monde capables de réaliser les opérations d’usinage sur site. Ces opérations étaient habituellement réalisées en atelier lourd.
TACQUET INDUSTRIES a réalisé l’étude de faisabilité, conçu une machine spécifique unique au monde permettant d’effectuer divers travaux sur les sites hydro-électriques, et réalisé la totalité des opérations d’usinage sur les turbines.
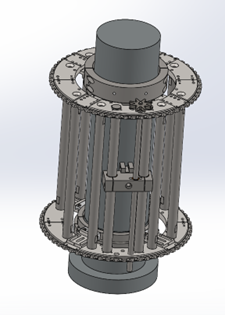
Usinage de la “runner chamber”
Diamètre : ø 4900 à ø 6700
Hauteur : 2000

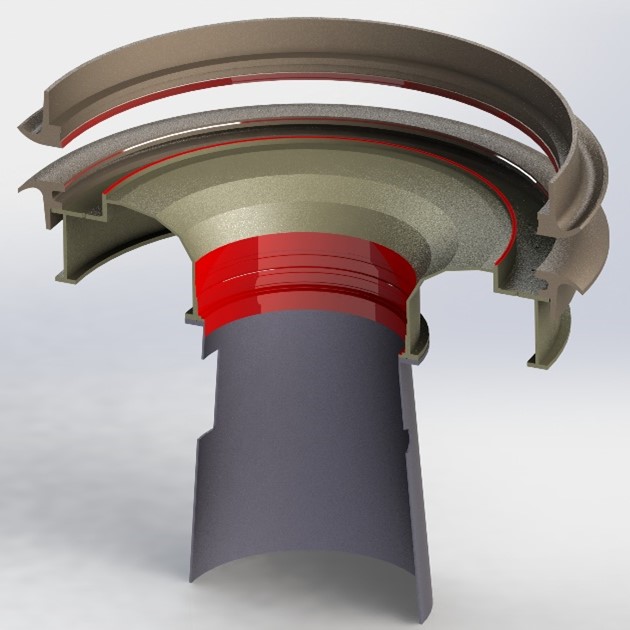
Turbines Francis (GENISSIAT France)
Installation et réusinage d’un blindage inox
Lors d’une maintenance turbine, au démontage de la roue Francis effectué par ALSTOM HYDRO, le client a constaté une cavitation extrêmement importante avec à certains endroits un percement total du blindage.
Pour garantir le redémarrage optimum de l’installation dans les délais prévus, ALSTOM HYDRO a contacté TACQUET INDUSTRIES afin de réaliser une étude faisabilité et effectuer les travaux dans le délai imparti.
Prestation réalisée en urgence
- Expertise et étude de faisabilité
- Définition des moyens
- Assemblage d’une machine spécifique
- Usinage de la zone cavitée
- Diamètre ø 4m075, Hauteur : 200
- Epaisseur d’usinage 8 mm
- Tolérance 0,15 mm
En collaboration avec ALSTOM HYDRO, TACQUET INDUSTRIES a installé et réusiné un blindage inox avec une précision de 0,1.


Turbines Francis (GURI Vénézuela)

Conception et réalisation de deux tours portatifs
Le barrage hydraulique de GURI, situé au centre du Vénézuela à proximité de PUERTA ORDAZ est le troisième plus important barrage hydraulique au monde et compte 16 turbines.
Le Gouvernement Vénézuélien a décidé de réhabiliter l’ensemble des installations du site en 2 phases dont la première a été confiée à ALSTOM HYDRO. Cette réhabilitation concerne 8 groupes sur un total de 16.
Antérieurement, les opérations de maintenance réalisées sur le site GURI avaient nécessité le démontage des pièces endommagées, leur transport dans le monde entier dans de multiples ateliers, leur retour au Vénézuela et au final, le remontage des pièces sur le site. L’ensemble de ces opérations représentait des délais d’intervention très long.
Afin d’accroitre l’efficacité d’intervention, ALSTOM HYDRO a étudié une démarche novatrice en proposant de réaliser l’ensemble des prestations directement sur le site de GURI avec des équipements d’usinage portables.
ALSTOM HYDRO, après étude a confié à TACQUET INDUSTRIE la conception et la réalisation de deux tours portatifs permettant d’usiner jusqu’à 8,5 mètres de diamètre.
Résumé de l’intervention TACQUET INDUSTRIE
- Conception et réalisation de tours deux portatifs de diamètre 8,5 mètres,
- Elaboration des équipements particuliers,
- Formation du personnel intervenant sur le site de GURI,
- Participation aux opérations d’usinage,
- Usinage des pièces fixes dans le puits,
- Usinage des pièces démontées.
Turbines Pelton - L'ARGENTIERE France

Usinage sur site
Dans le cadre de son programme de réhabilitation des Centrales Hydrauliques françaises, EDF a définit un certain nombre de sites prioritaires dont le Barrage LES CLAUX.
Après étude du Cahier des Charges EDF, TACQUET INDUSTRIES a élaboré une procédure permettant la réalisation des usinages sur site dans le respect des normes définies. Cette procédure a été retenue et validée par EDF.
Opérations réalisées par TACQUET INDUSTRIES
Alésage concentrique de deux diamètres de 1382 mm,
Surfaçage des deux faces parallèles du diamètre 1382 au diamètre 1560,
Tolérance : 5 /100 ème.