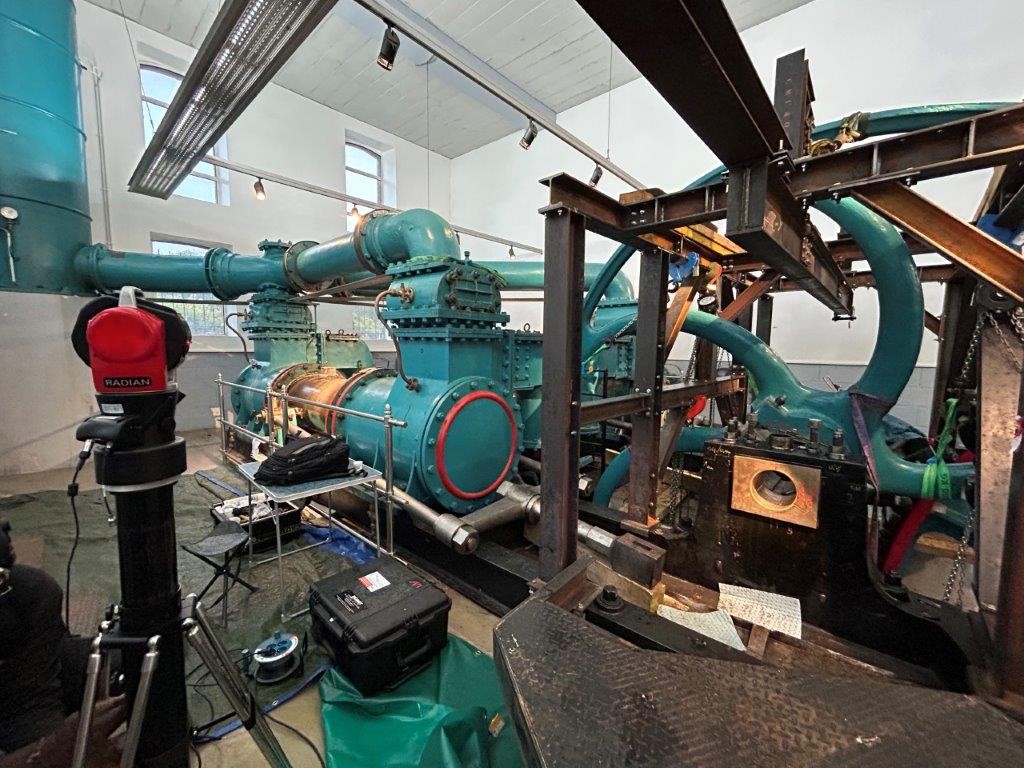
Contrôle géométrique porte Amont (Écluse Marckolsheim)
Étape 1 : Acquisition de données au Laser Tracker sur les vantaux et taquets (fixes et mobiles) pour vérifier les centres de rotation et les alignements.
Étape 2 : Mesure des déplacements relatifs et des variations géométriques selon deux configurations : porte à sec et porte en charge.
Objectif : Vérification de l’intégrité dimensionnelle de l’ouvrage et fourniture d’un modèle 3D précis pour le suivi d’exploitation.
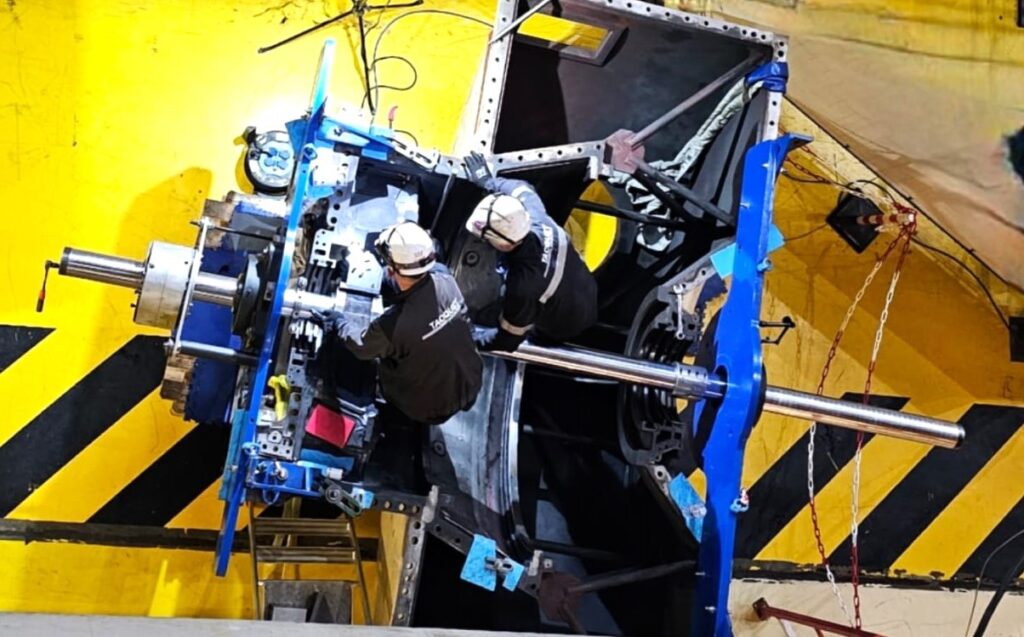
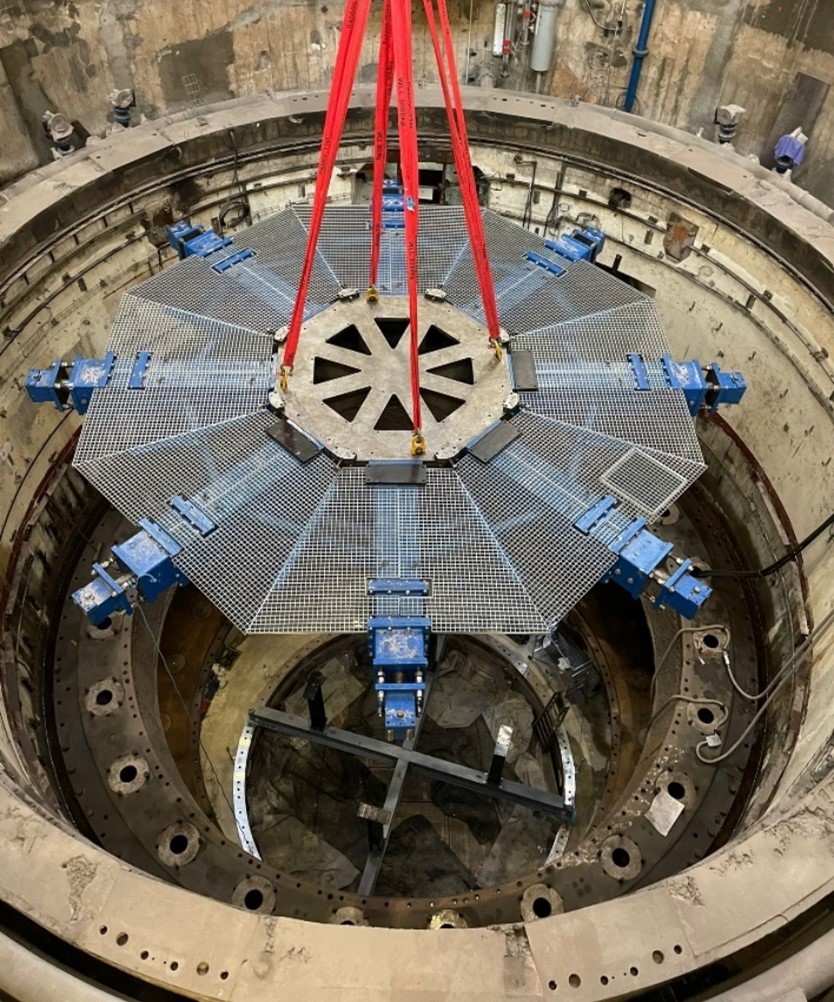
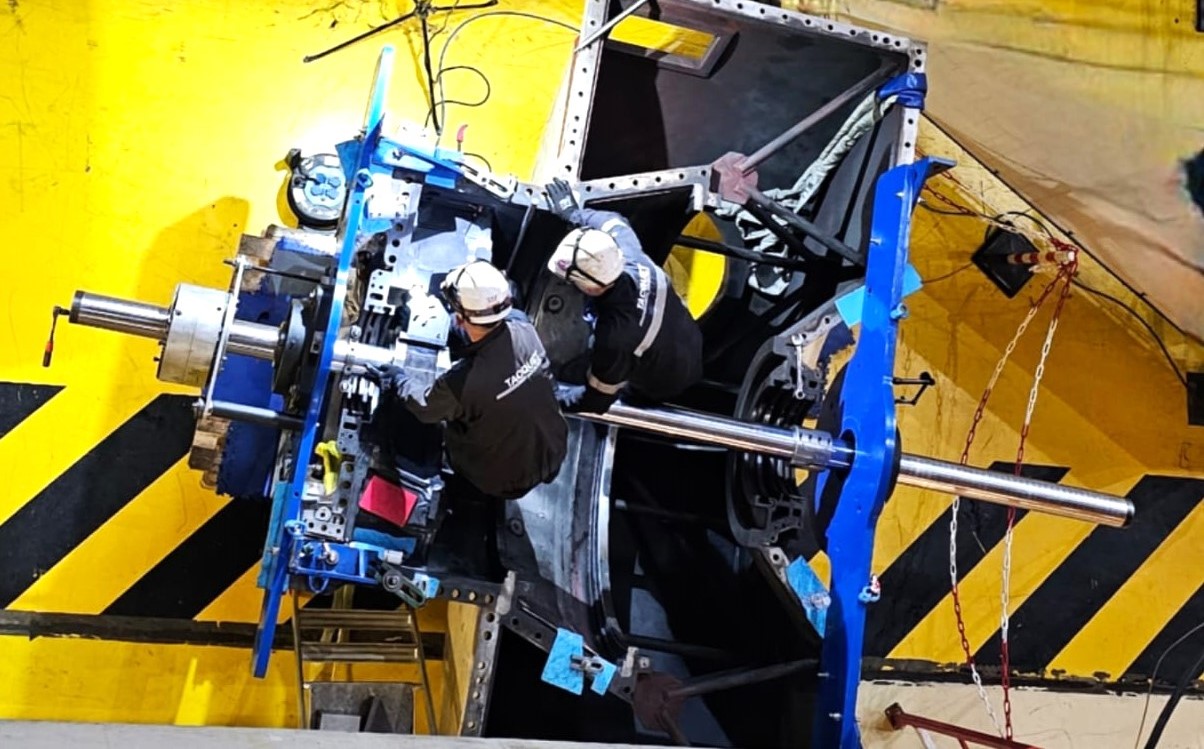
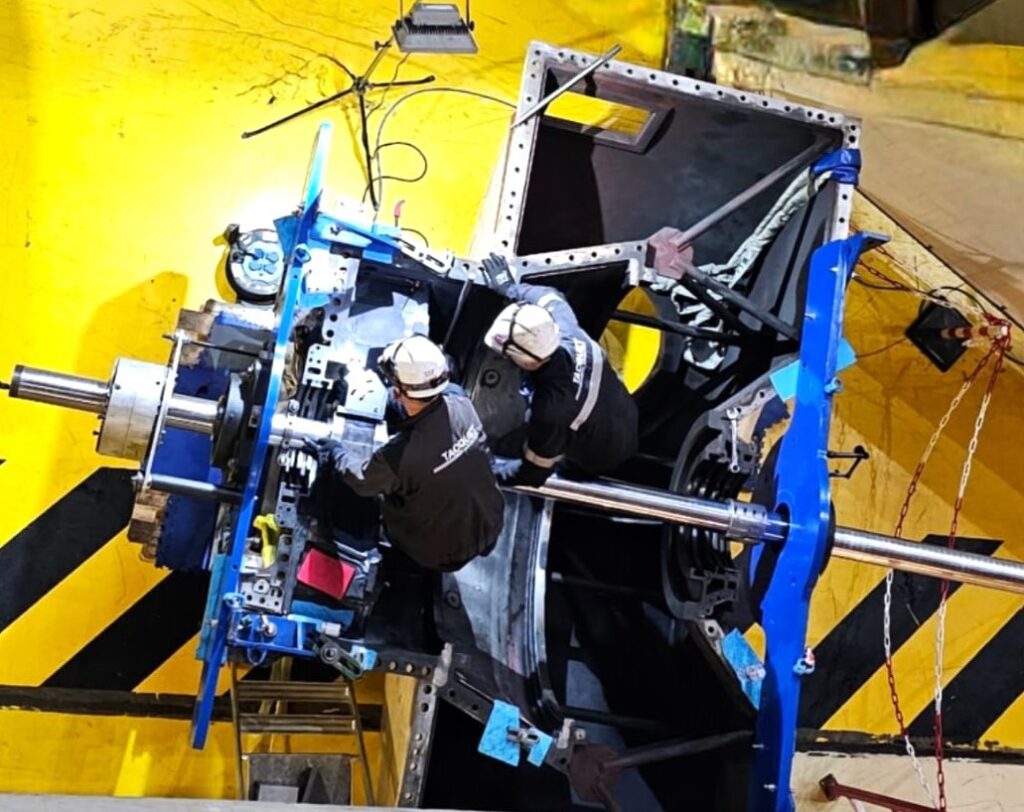
Une dernière intervention pour bien finir l’année 2024, usinage du groupe 2 de la magnifique centrale de Coo Trois-Ponts.
RÉALISATION
Réhabilitation pour une future surpuissance: 1ère étape usinage du labyrinthe avec différents alésages (environ 2500mm de diamètre) et surfaçages à réaliser. 2ème étape usinage des alésages au niveau de la bâche spirale. (5500mm de diamètre)
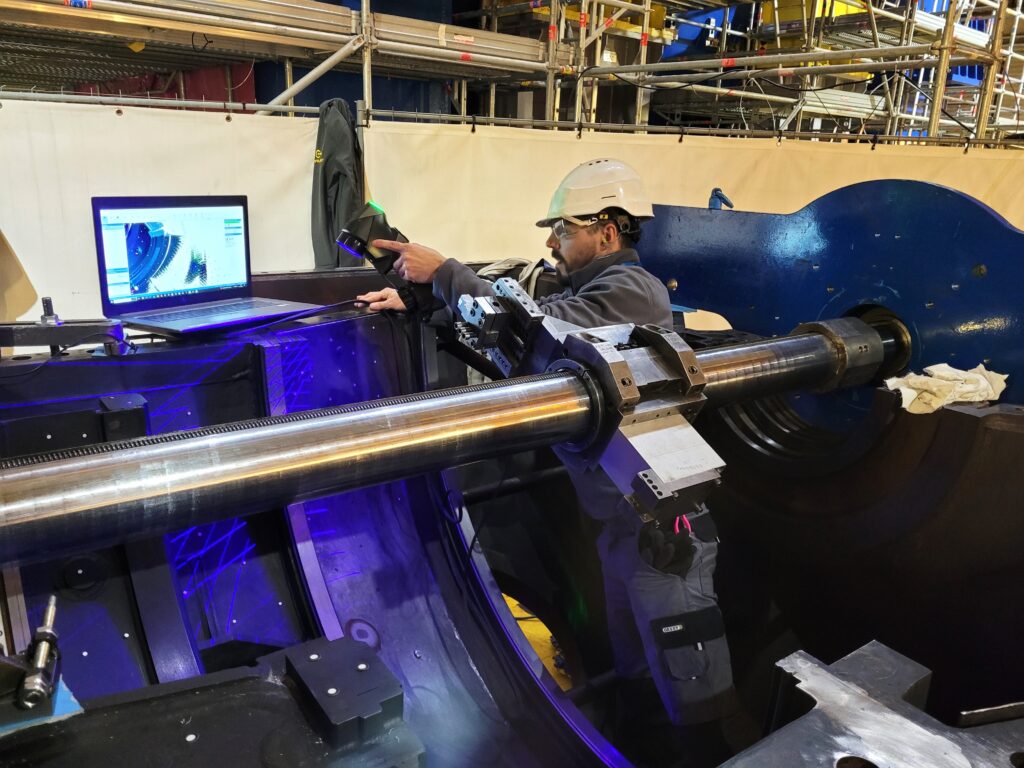
Contrôles dimensionnels et géométriques du corps supérieur et inférieur alliant métrologie sophistiquée « SCAN 3D & TRACKER LASER » ainsi que conventionnelle
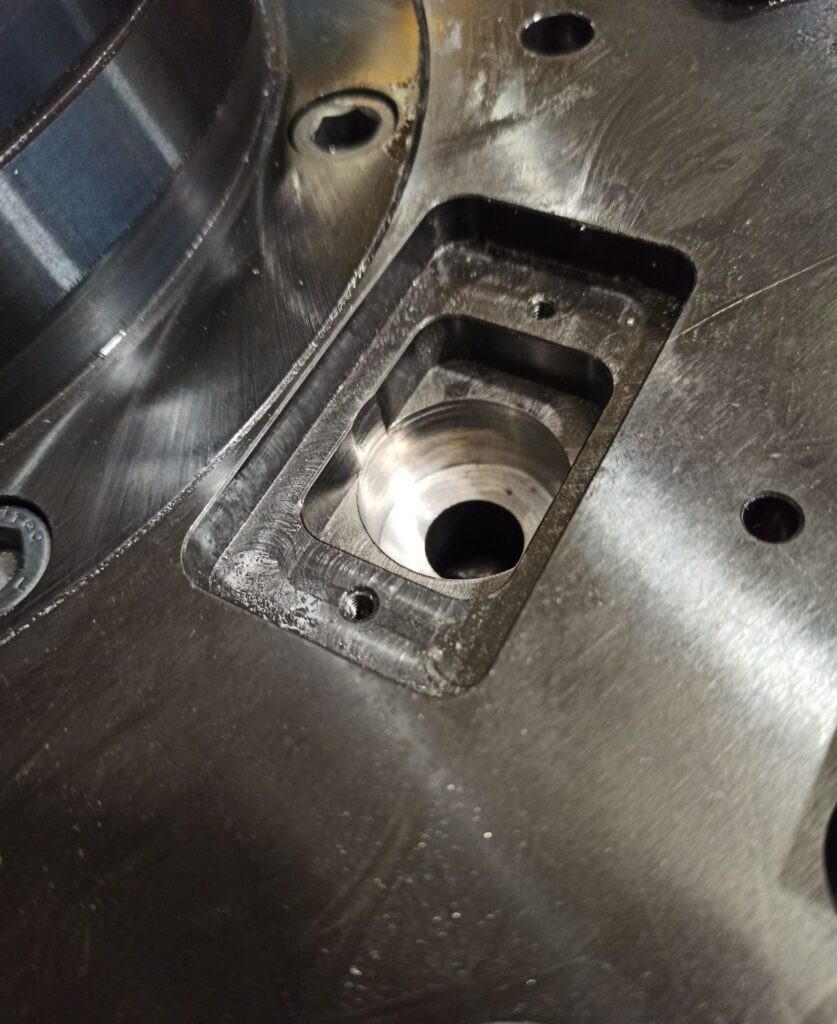
Destruction de joncs altérées
Sertissage mécanique des nouveaux joncs
Reprise des portées d’emboitement et des portées d’étanchéité de ces joncs
Contrôles dimensionnels et géométriques pour réception
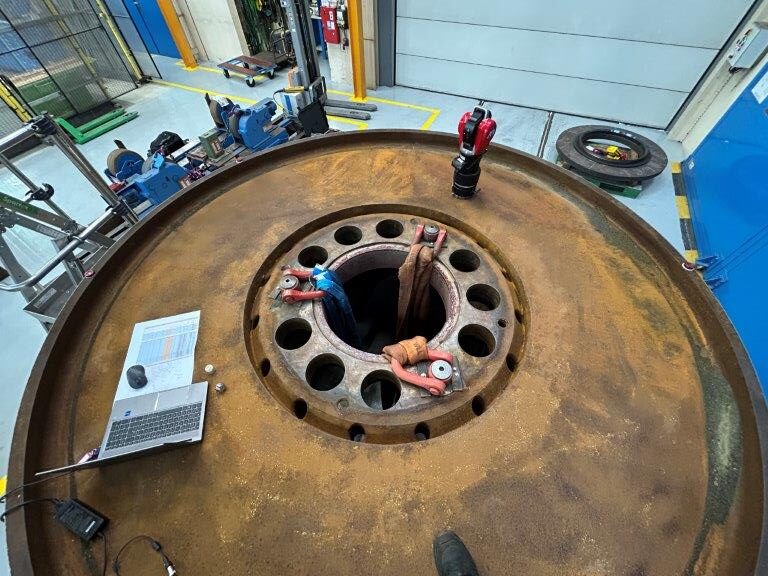
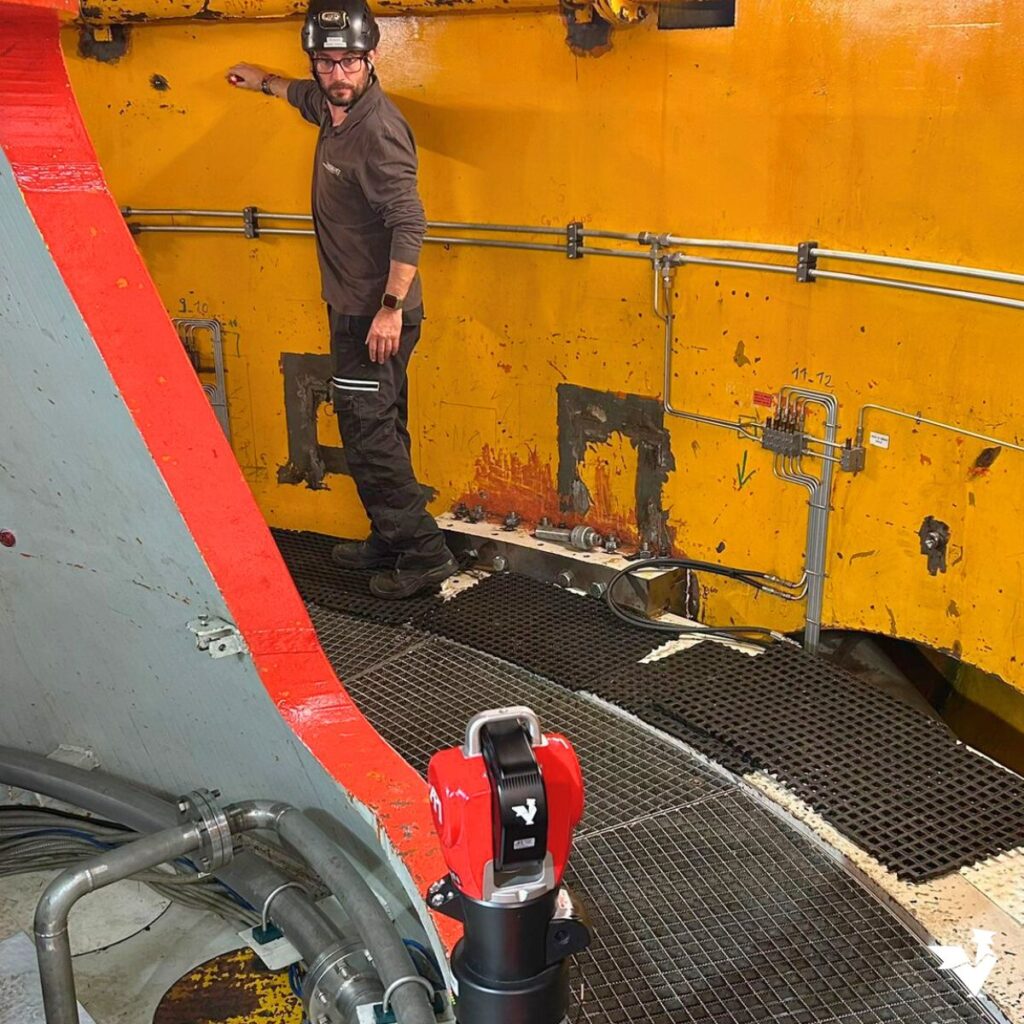
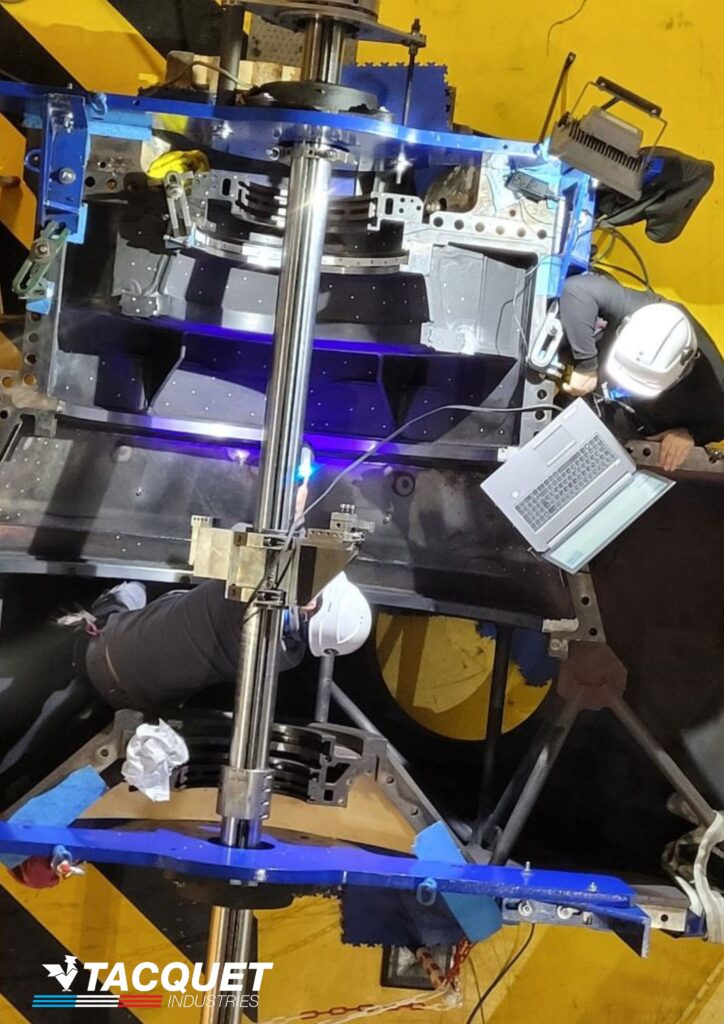
Contrôle géométrique du fond inférieur (Groupe G2)
Étape 1 : Relevé au Laser Tracker des labyrinthes médian et inférieur avec recalage sur les points client et correction thermique à 20°C.
Étape 2 : Mesure des 24 pots de directrice et intégration des données dans le repère machine du groupe.
Étape 3 : Analyse comparative avec le fond supérieur pour valider les alignements radiaux et tangentiels.
Objectif : Garantir la cohérence géométrique entre les deux fonds (défauts de cylindricité mesurés à 0,043 mm et 0,059 mm) pour le fonctionnement des directrices.