Measure line of fire


8H30 – 12H30 / 14h – 17H30 | from Monday to Friday
contact@tacquet-industries.fr
03 21 13 13 00

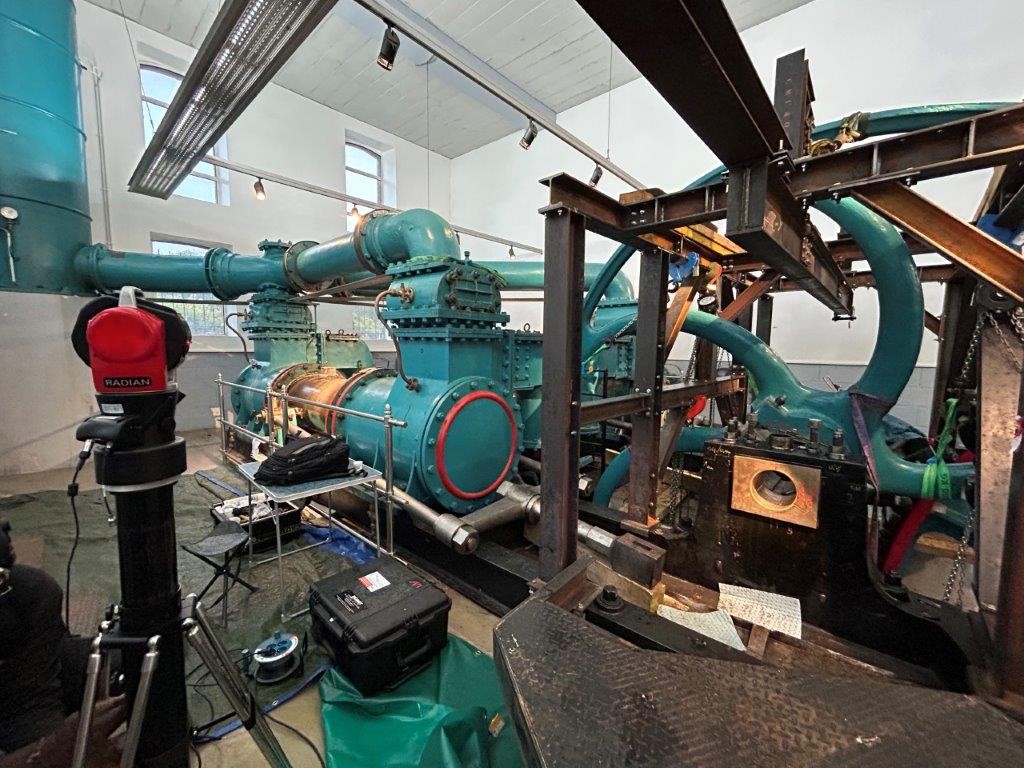
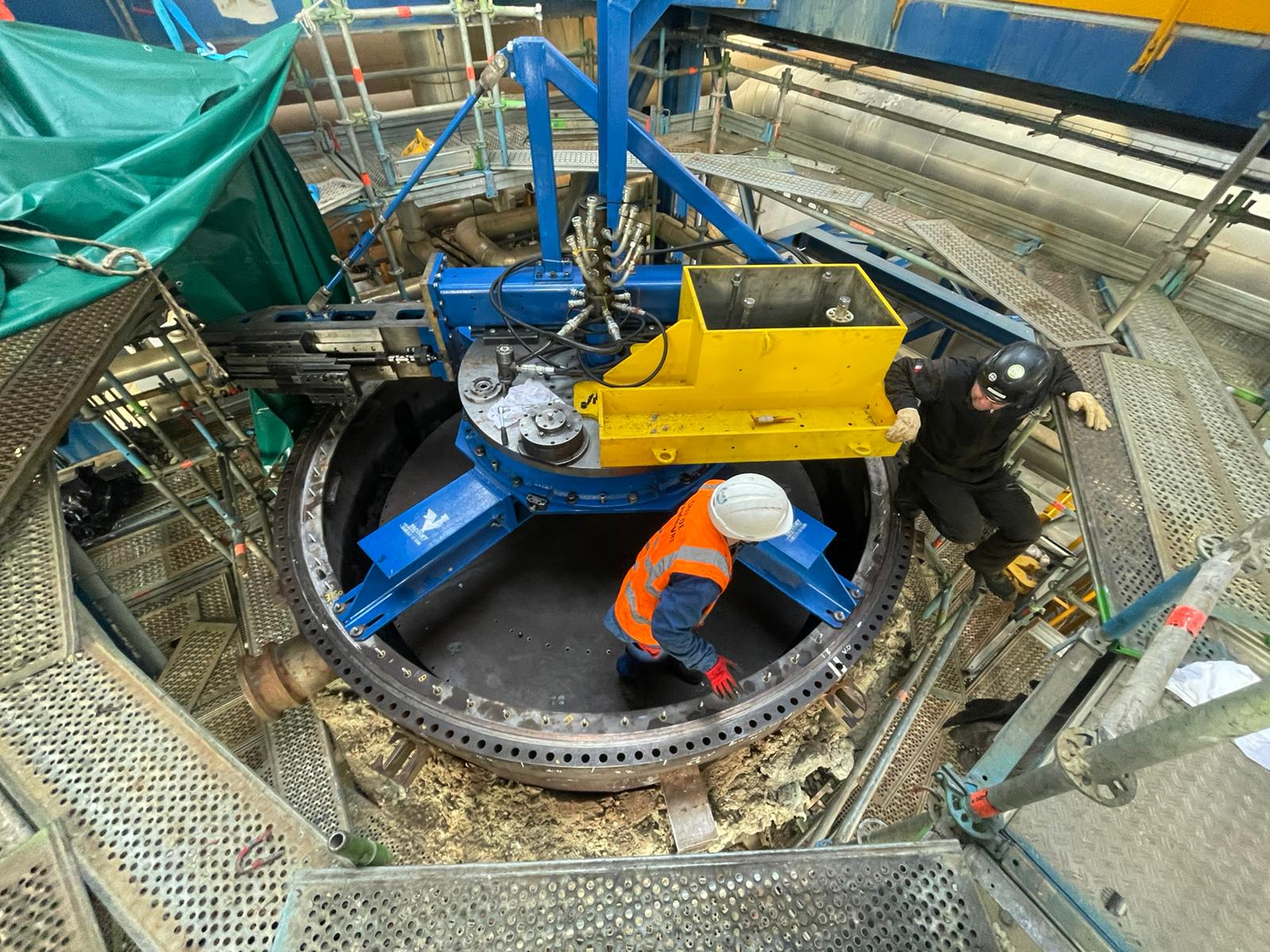
A metrological inspection was carried out on the shaft line of the sailing yacht S/Y Naema, following the replacement of the thrust bearing silent blocks. Conducted at the Monaco Marine site, the purpose of the intervention was to verify the mechanical alignment between the drivetrain components as part of a post-maintenance adjustment.
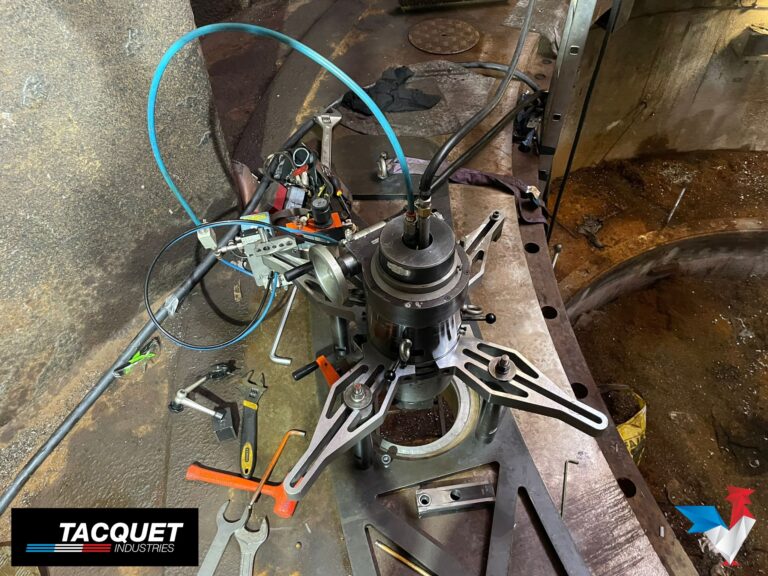
Measurements were taken using a laser tracker, with a reference frame established from the entrance and exit points of the stern tube. The data were then corrected to a standard reference temperature to ensure measurement reliability.
This type of inspection ensures that alignment tolerances remain compatible with the mechanical clearances designed into the system, and that the current configuration is consistent with proper operational performance.
Intervention of 10 June 2024
TRACKER LASER
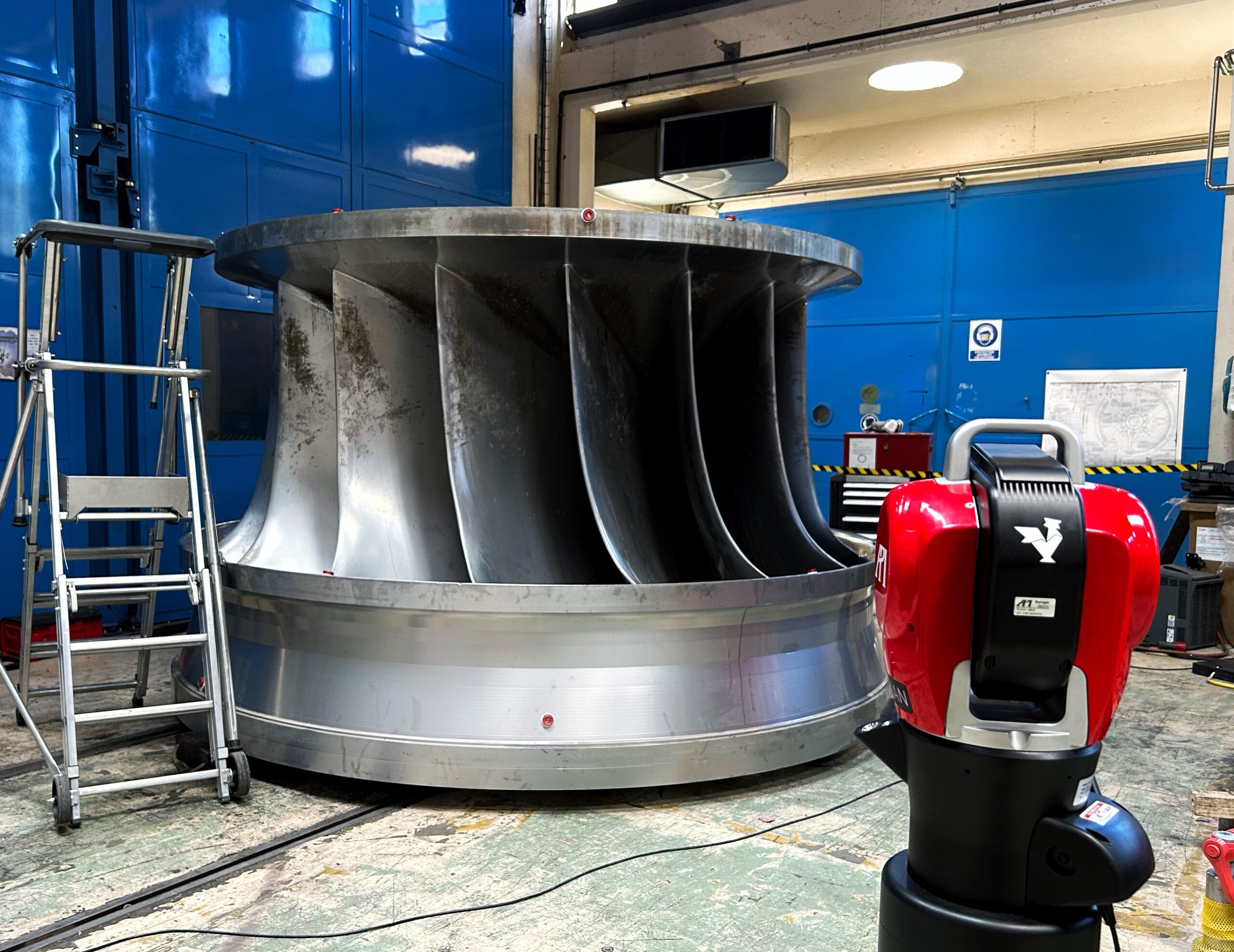
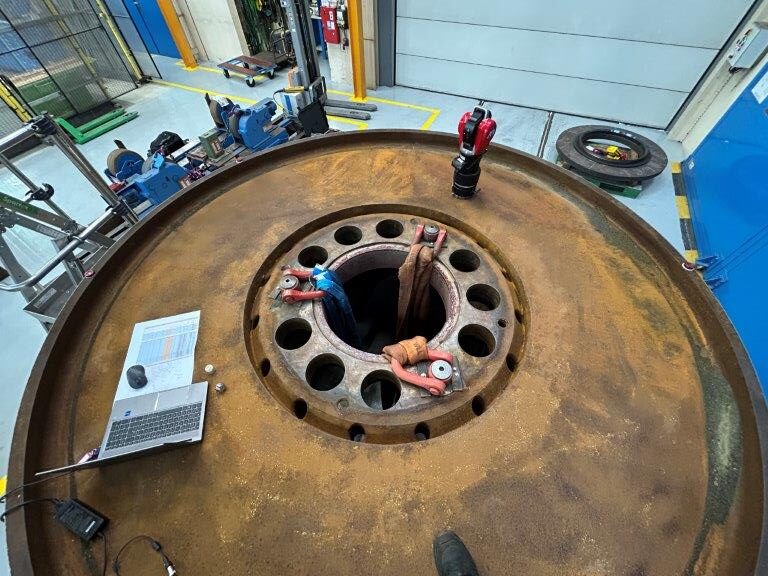
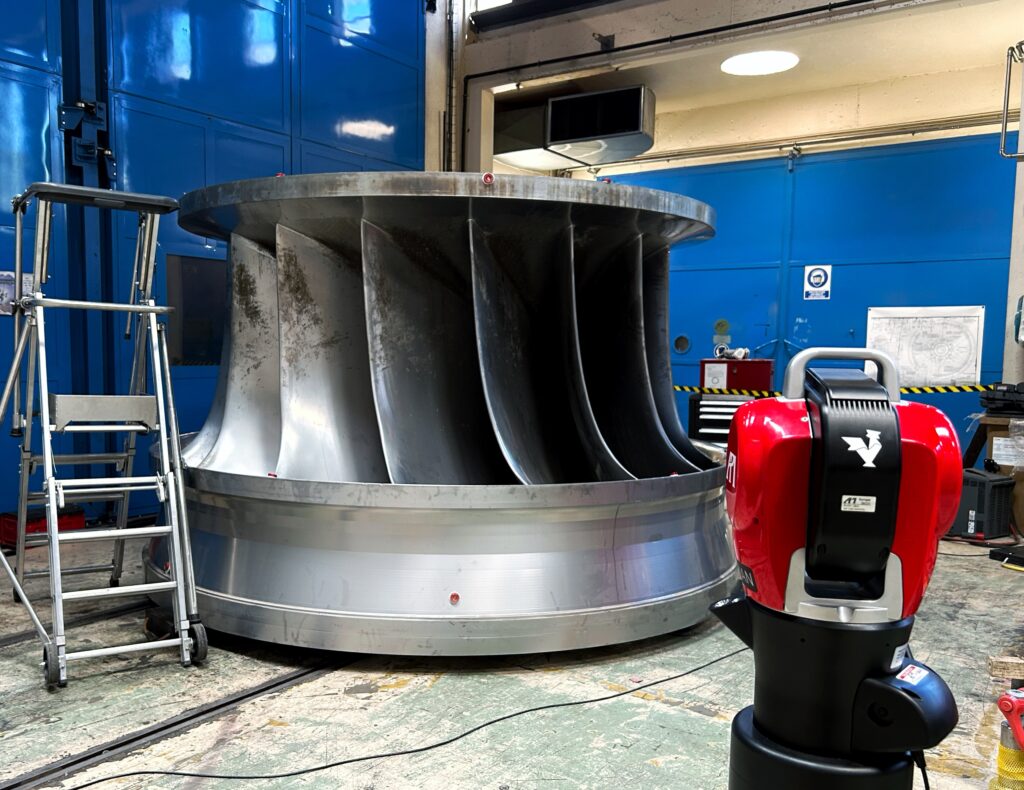
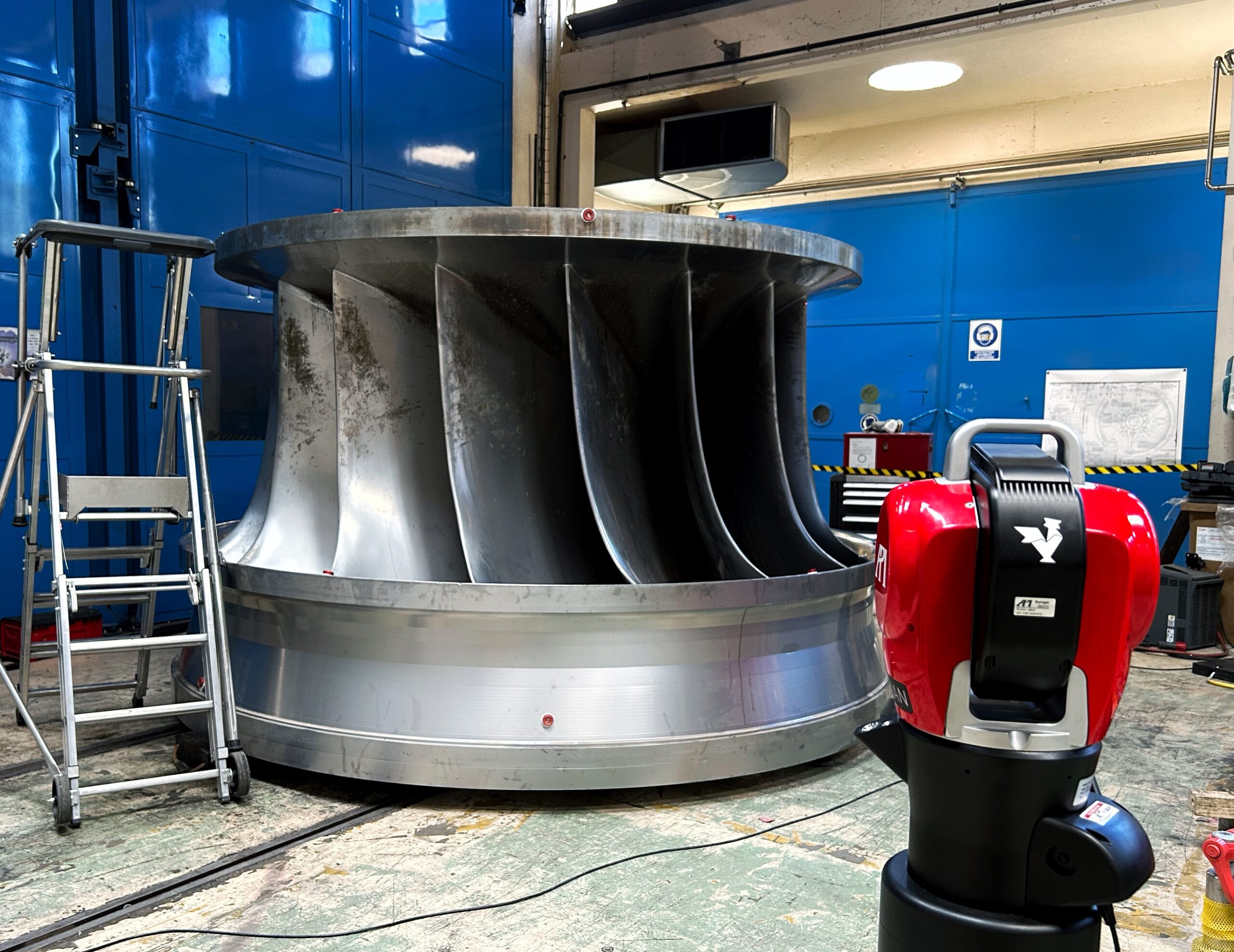
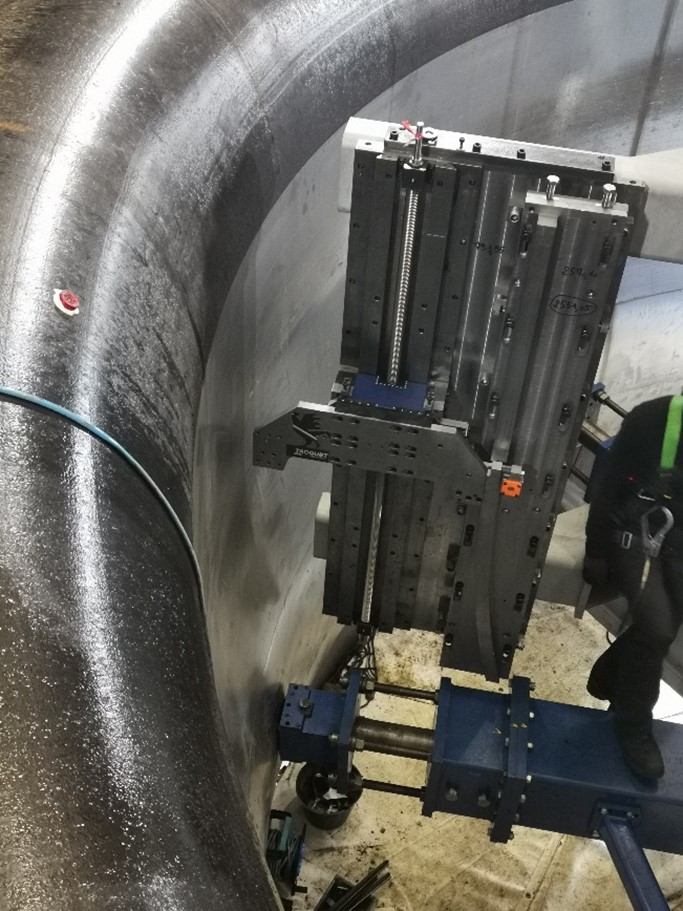
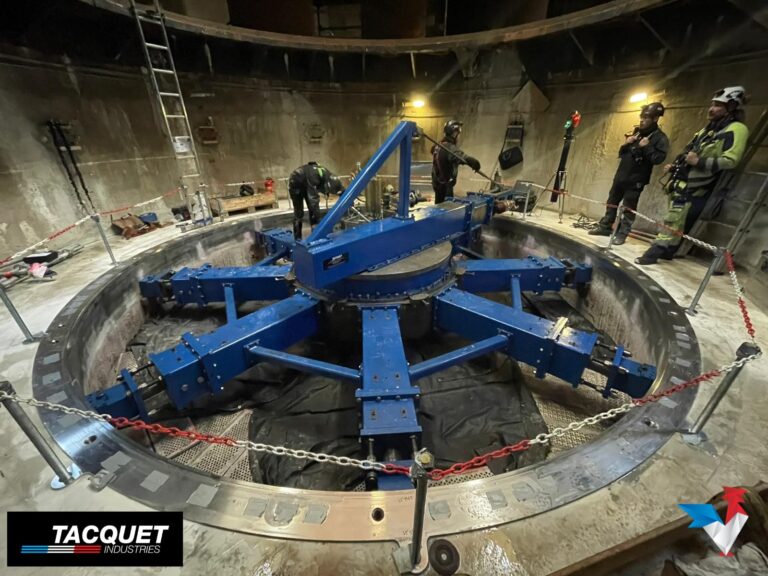
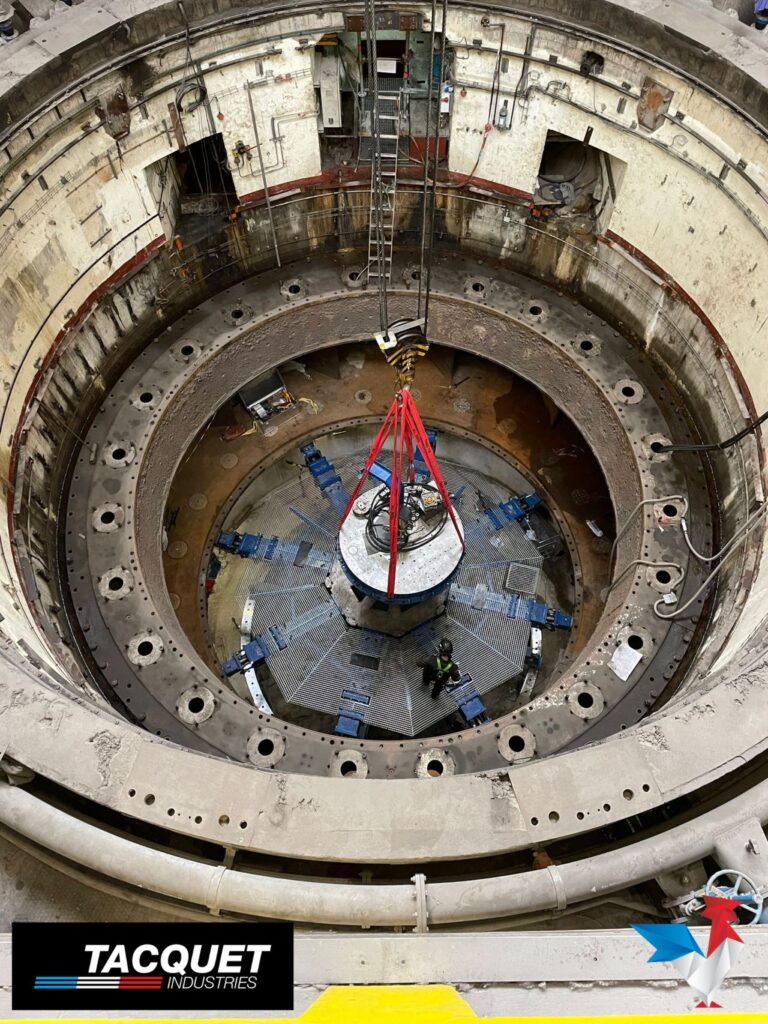
A geometric inspection was carried out on the runner of Group G2 at the Mallemort hydroelectric plant, as part of an initial dimensional survey prior to any mechanical intervention.
The aim of this mission was to verify the compliance of the runner’s shapes, dimensions, and functional geometries, based on a set of control points defined in the inspection plan provided by the client. All measurements were conducted on-site using a laser tracker, in a controlled environment and with consideration for local thermal conditions.
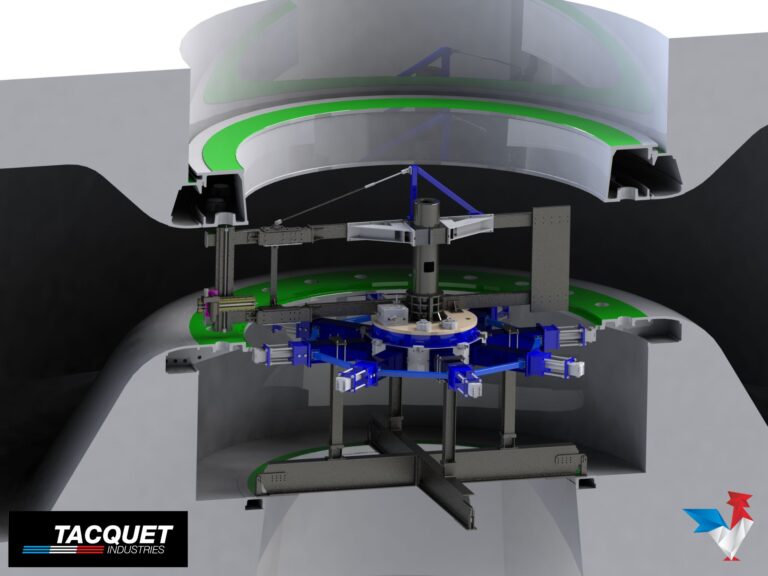
A custom reference frame was established around the part’s mounting axes, allowing for consistent analysis of flatness, concentricity, perpendicularity, and cylindricity deviations. Special attention was given to the coupling face, key diameters, and the angular distribution of machined reference marks.
All data required within the inspection scope were collected in line with client expectations. The final report includes a compliance table and a complete set of documentation to support future monitoring or rework operations.
This type of intervention reflects a rigorous quality control approach, essential for the performance and durability of critical hydromechanical components.
Intervention of 21 May 2024
TRACKER LASER

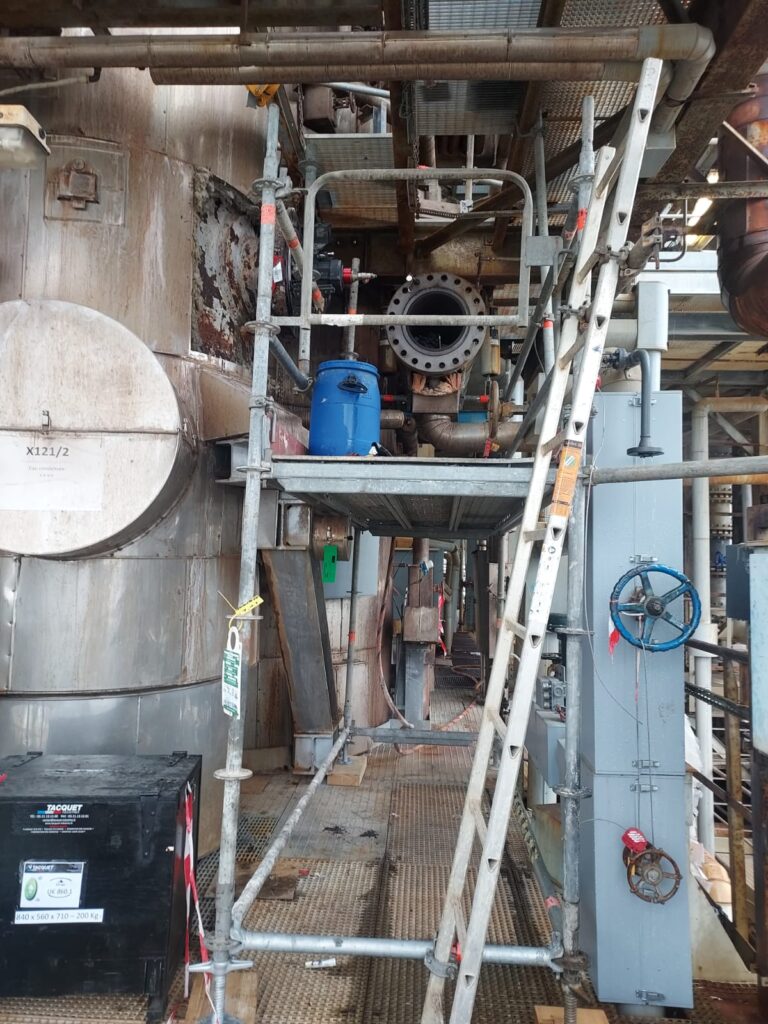
Machining of 2 flanges Ø int. 3453 mm Ø ext. 3687 mm double socket M/F on the reactor R104.
Publié le 18/04/2024
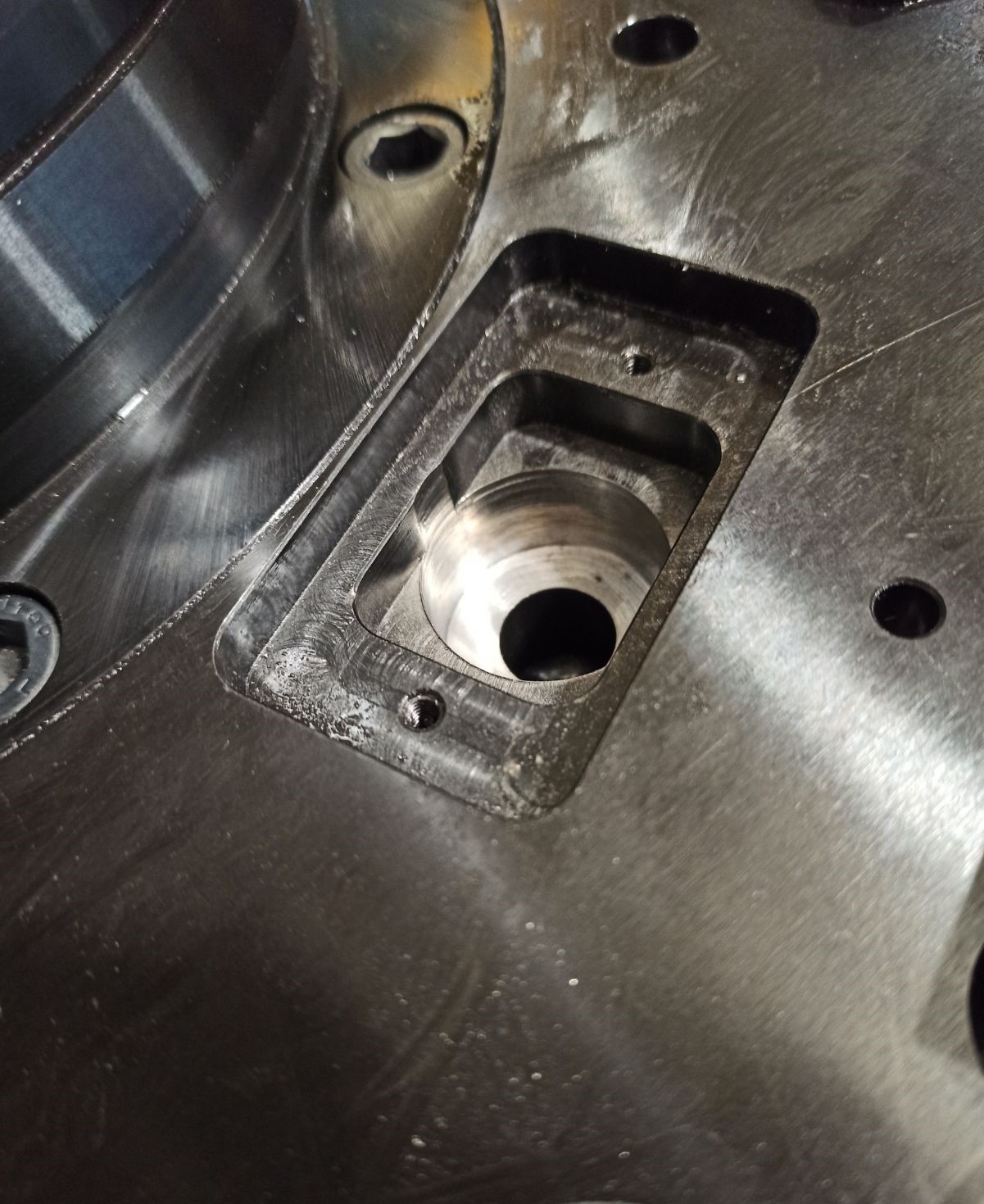

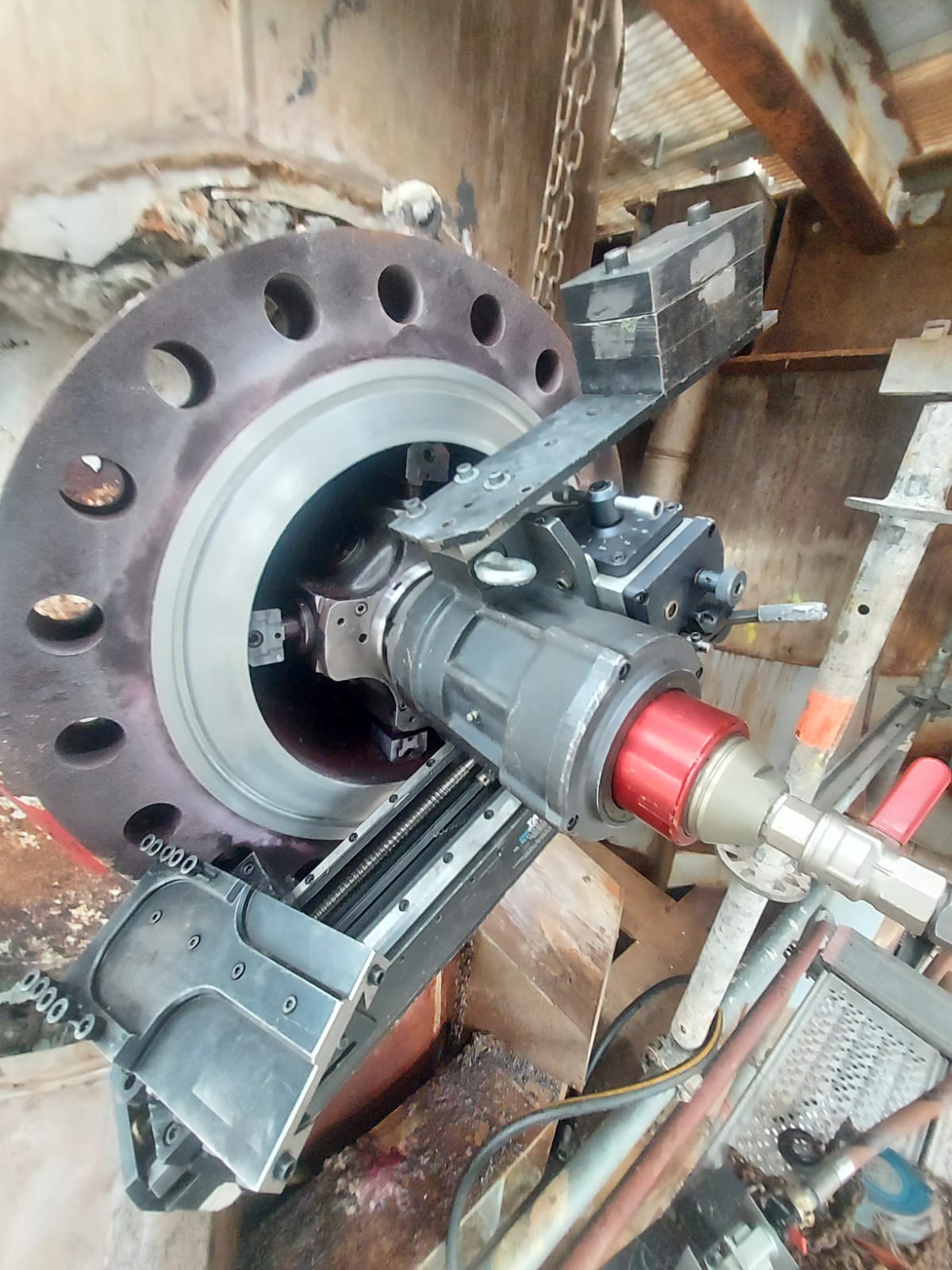
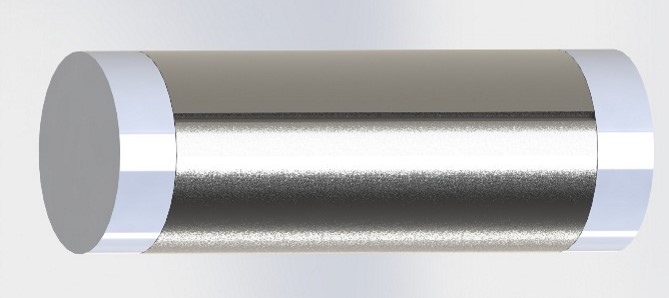
A precision intervention was carried out on a Ø950 mm crusher shaft, specifically targeting the re-machining of the journal over a length of 440 mm. The goal of this operation was to ensure the required geometrical characteristics and surface finish for optimal in-service performance.
The task involved careful grinding of the journal to achieve a surface roughness (Ra) between 0.3 and 0.4 μm, in full compliance with the technical specifications for such large-scale components. This high level of finish is essential to ensure a reliable interface with mounted elements and to minimize premature wear or friction.
This operation is part of a broader quality assurance and reliability approach for critical surfaces, ensuring that machined components meet the mechanical requirements of the equipment.
March 2024
ORBITAL GRINDING
– The first operation consisted of surfacing the flange, from diameter 2570mm to diameter 2710mm, in order to eliminate any surface defect with a roughness of Ra1.6/3.2.
– Then, a second flange was worked, with a surface needed to pass the diameter 3000mm, eliminating any defect to obtain a roughness of Ra1.6/3.2.




Publié le 22/03/2024

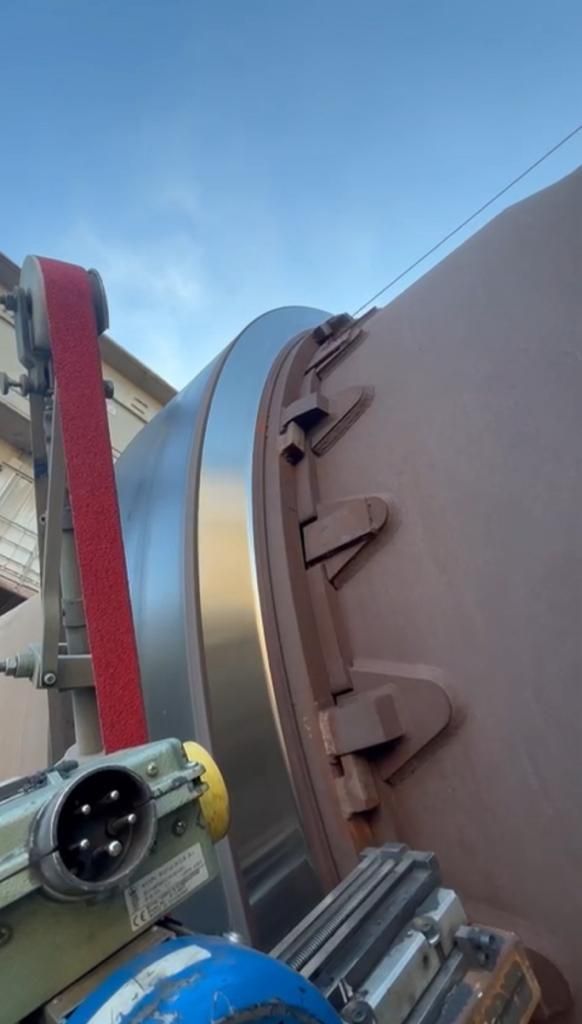
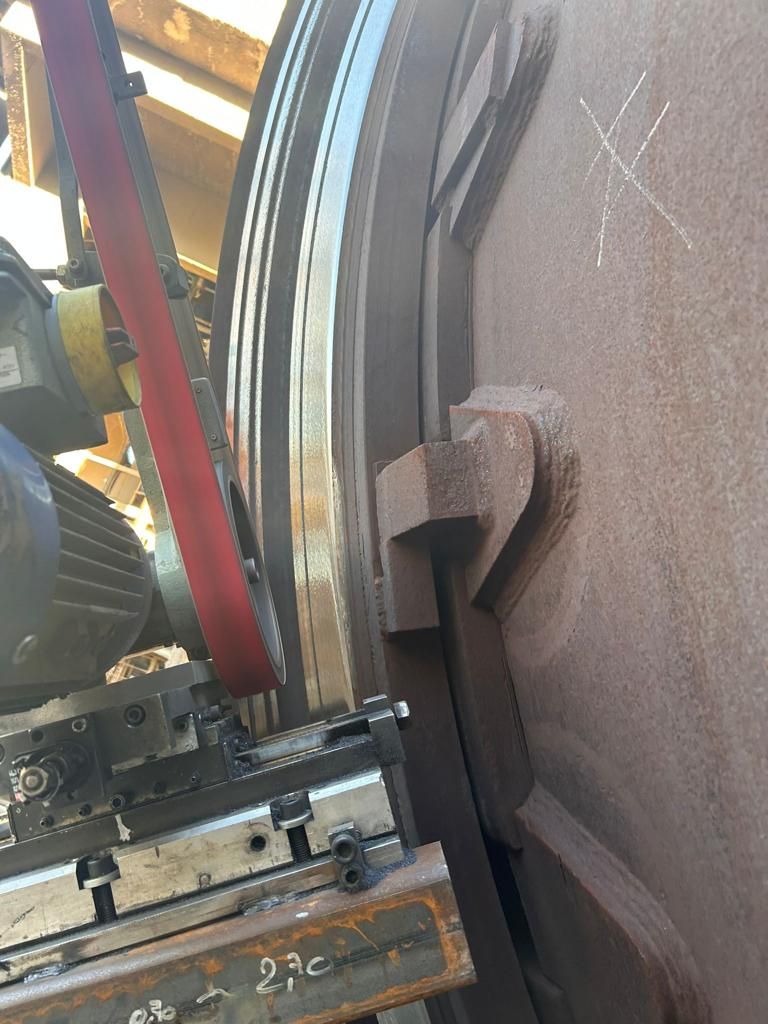
Recovery of the joint housing on an autoclave furnace as well as the recovery of the face of the door with less iron with a maximum removal of 1mm.

Publié le 15/03/2024
Published on 13/03/2024
Recovery of a flange RTJ DN400 according to the standard NF in 1092-1.
Thanks to customer for trust and technicians who participated in this project 











Published on 21/02/2024
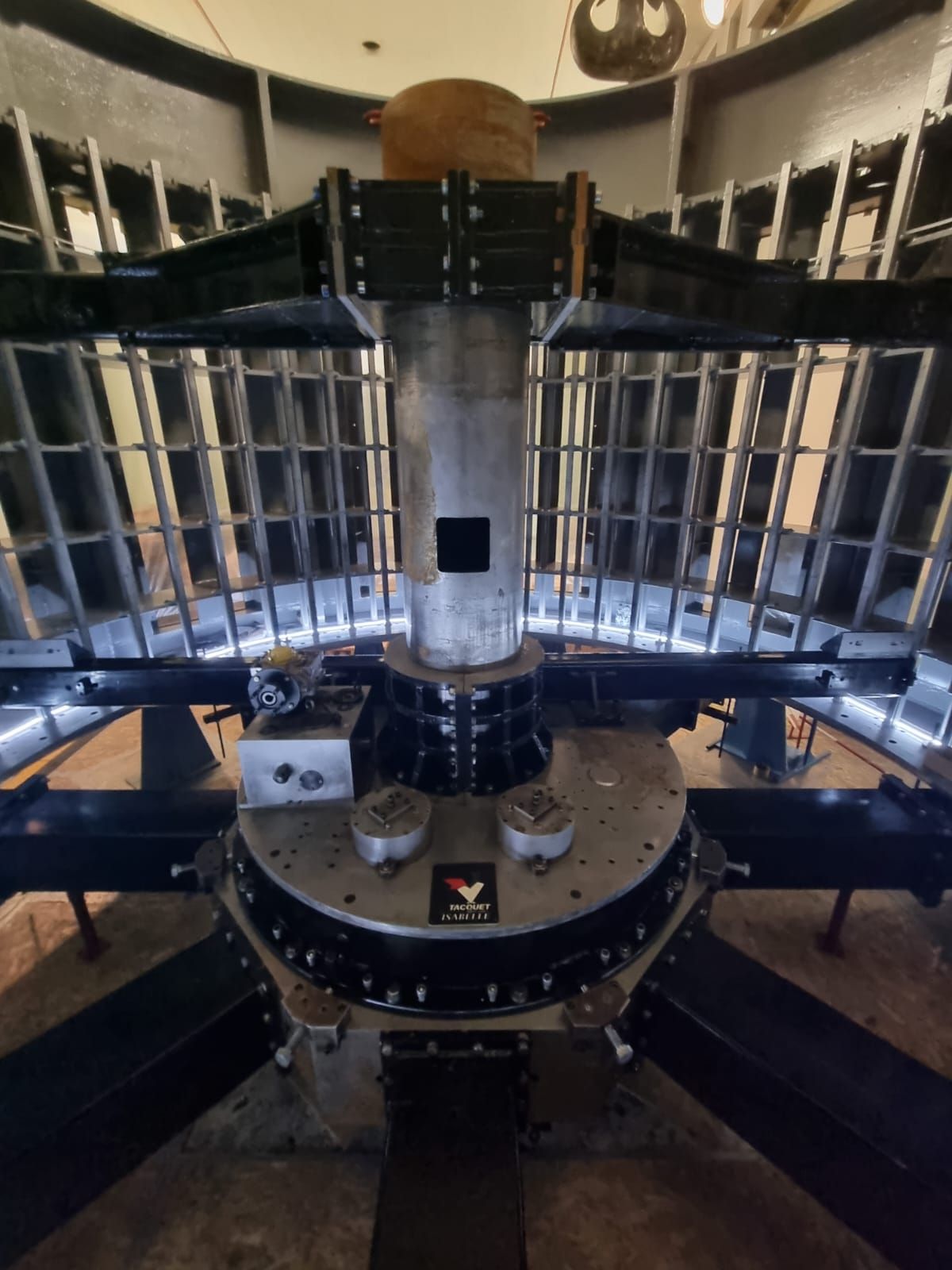
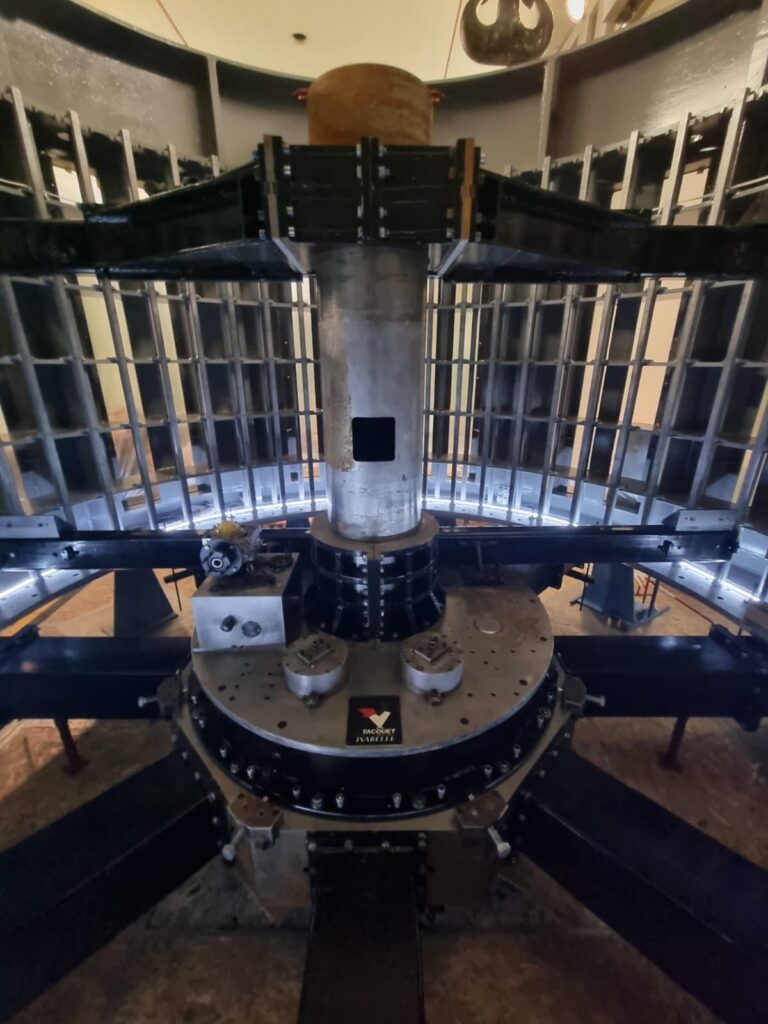
A successful first for Isabelle ✅ 🚨
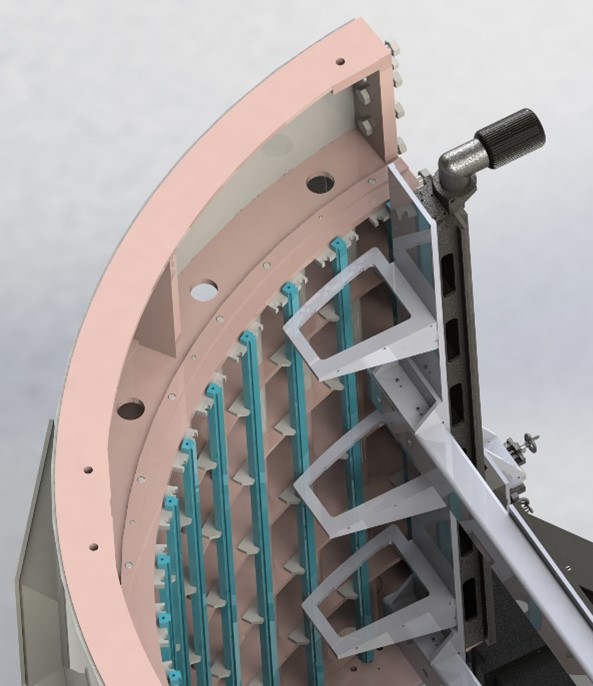
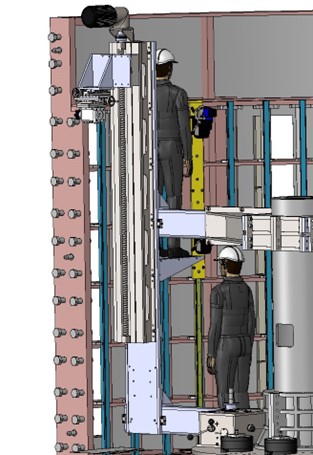
Machining key bars on stator with 2 parallel milling arms.
Diameter <5000mm
Height <3000mm
Material removal <17mm
800 M10 tapping holes
An extraordinary site for an extraordinary machine. ‼️‼️
A grueling construction site but we can be proud of us guys.🤩💪🏻
Thanks to the client for the trust and to all the colleagues who participated in this project.
🥇⛷️🎿🚁⚒️⚙️











Published on 02/02/2024
New mission successfully completed 🏆
⚙ Machining and grinding of the sidewall of bandage Ø4470 on a width of 160mm with a slope at 11.5° and the advance stop of the furnace width 160mm at 11.5°
Congratulations to the TACQUET INDUSTRIES teams our technicians on site for their investment and performance 💪😎




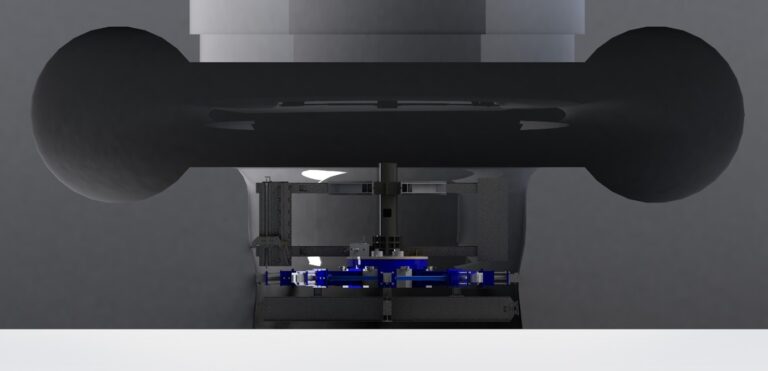
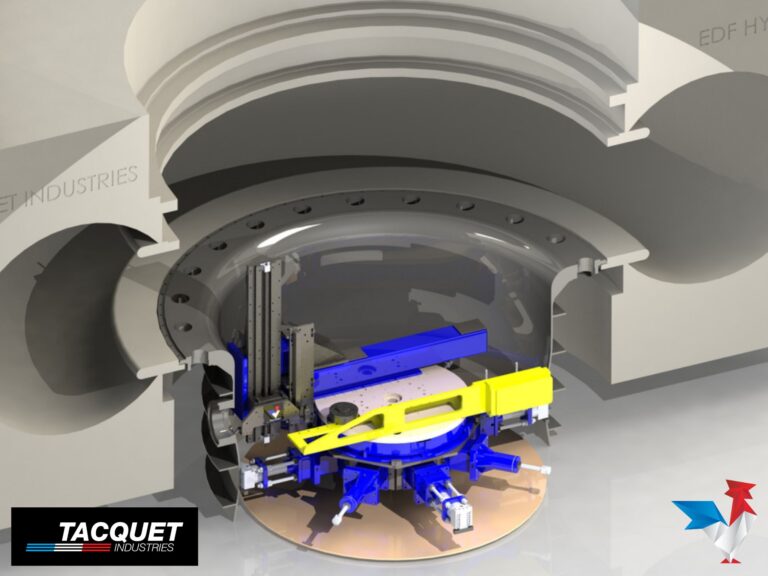
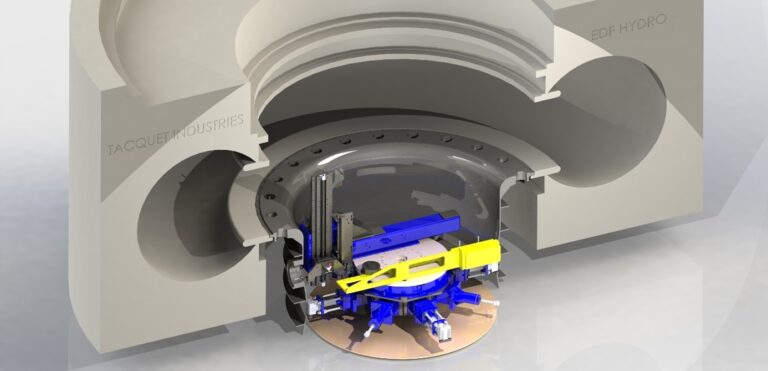
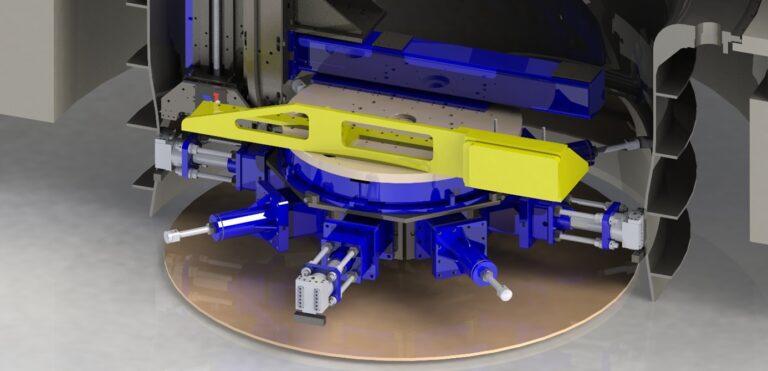
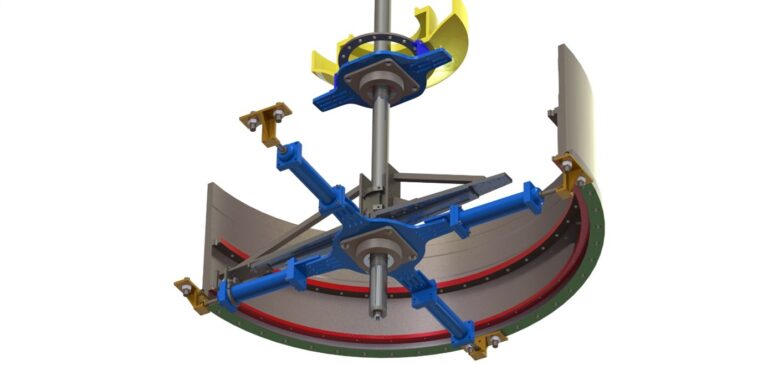
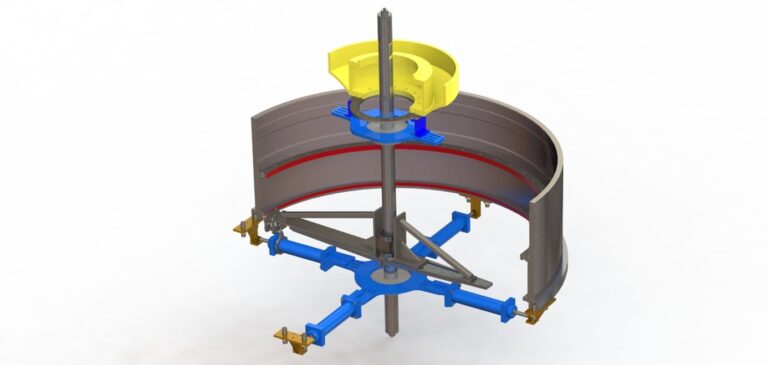
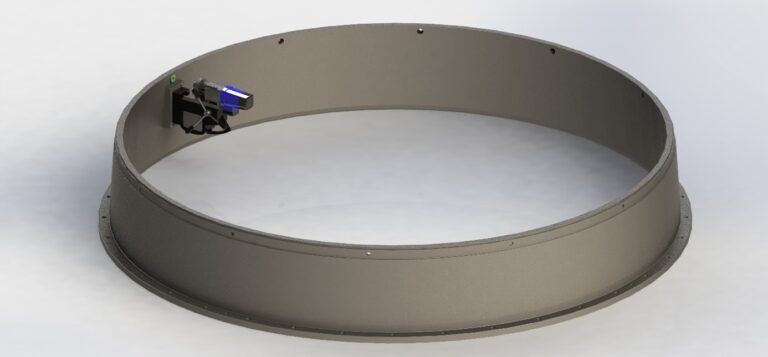
Wheel coat machining (KAPLAN types)
In January 2022, we worked on the G4 Group (Kaplan type) of the Fessenheim Hydroelectric Power Plant, in France, for our client EDF. At the beginning of January 2024, our teams carried out an identical operation on Groupe G3 de la Centrale.

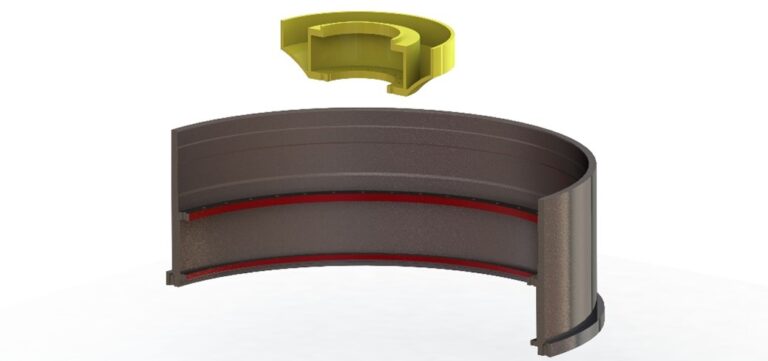
Enlarge the cylindrical and spherical part of the existing wheel mantle by 3 mm radius, while copying the shape already present. The machining had to be done on a height of 1700mm.
Our intervention took place in several stages:
3D MODELLING
Calculations were used to study and verify the shape of the copying surface for machining.
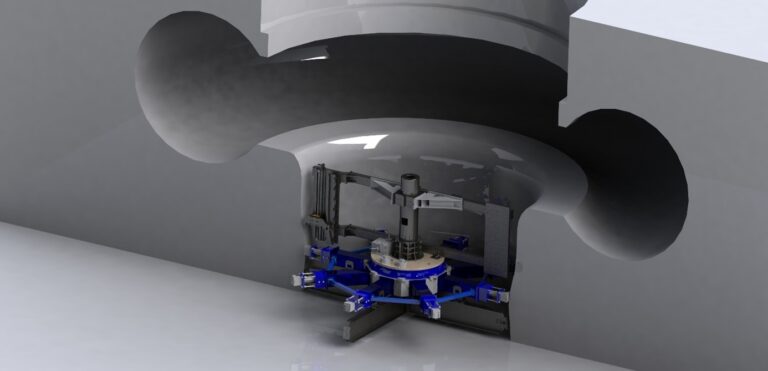
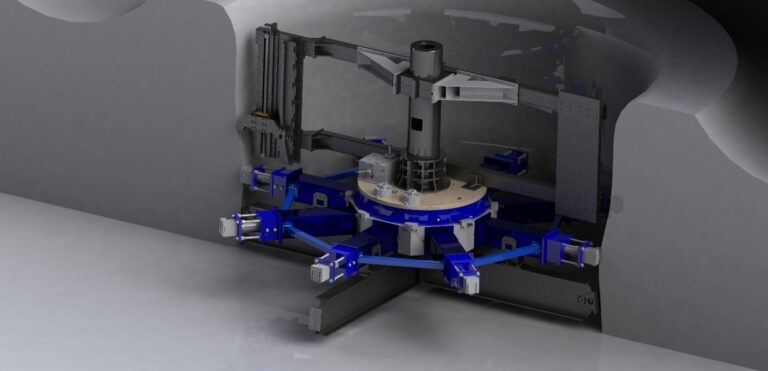
PRE-WORK & MACHINE SETUP
Our machine was installed in the turbine and adjusted with the help of the Laser Tracker








Published on 16/01/2024
😜 Here is, as promised, a small video 🎬 of the double milling of the stator bars in progress 💪 .
Keep it up, guys, it’s beautiful 😎 .
Thank you to JEUMONT Electric International and EDF Renouvelables for your trust.

Published on 16/01/2024
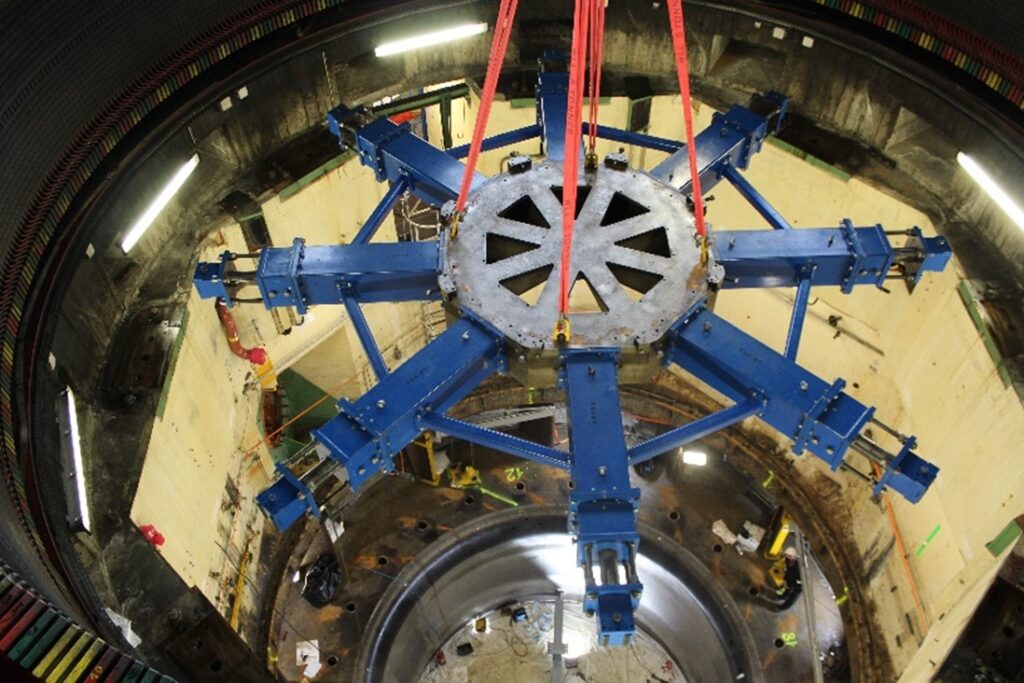
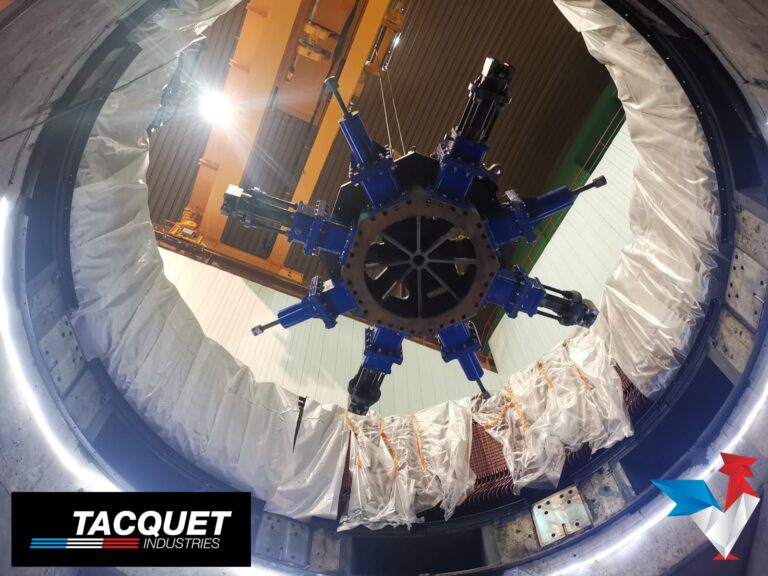
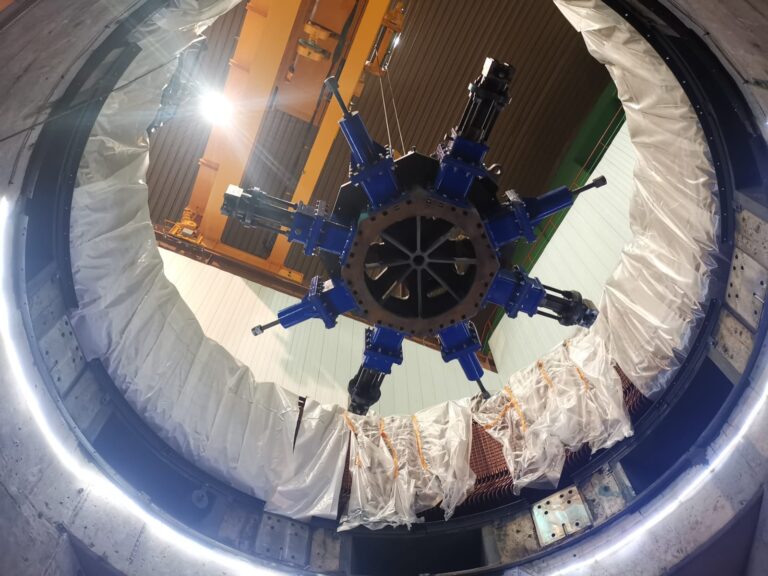
At the beginning of the year, the teams of TACQUET INDUSTRIES set up for the machining of a Kaplan wheel mantle of Ø6686mm 💧
Good luck to all and good job 🚧 🔧 ⚙




Published on 13/12/2023
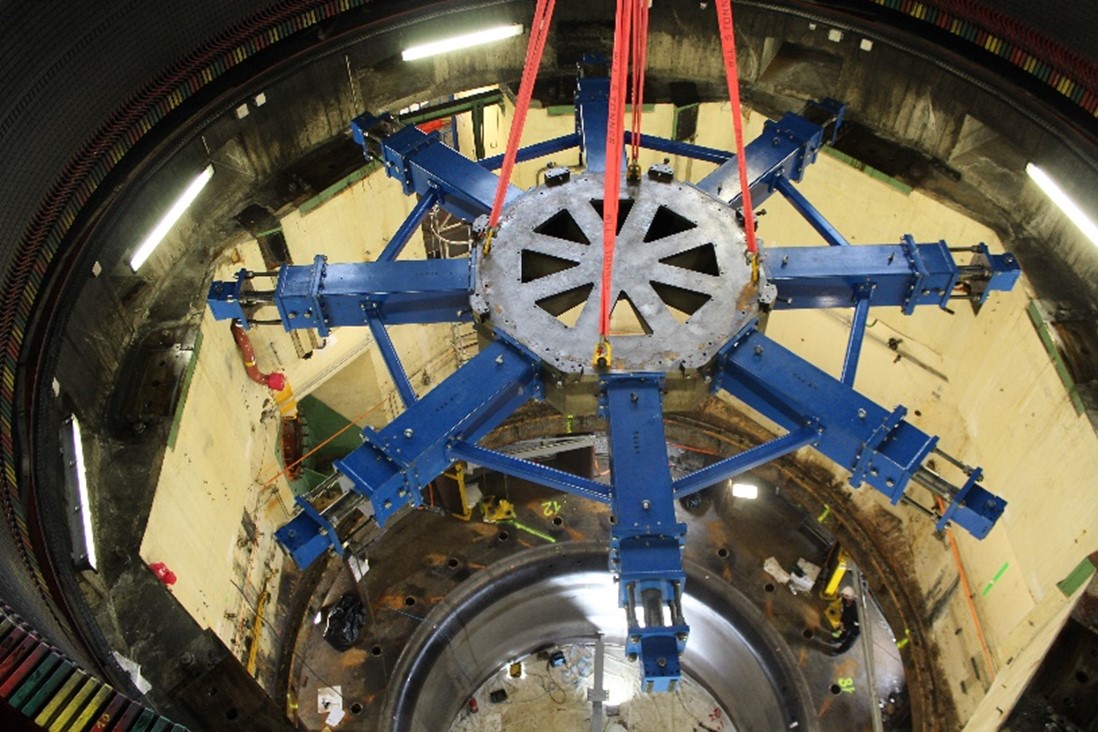
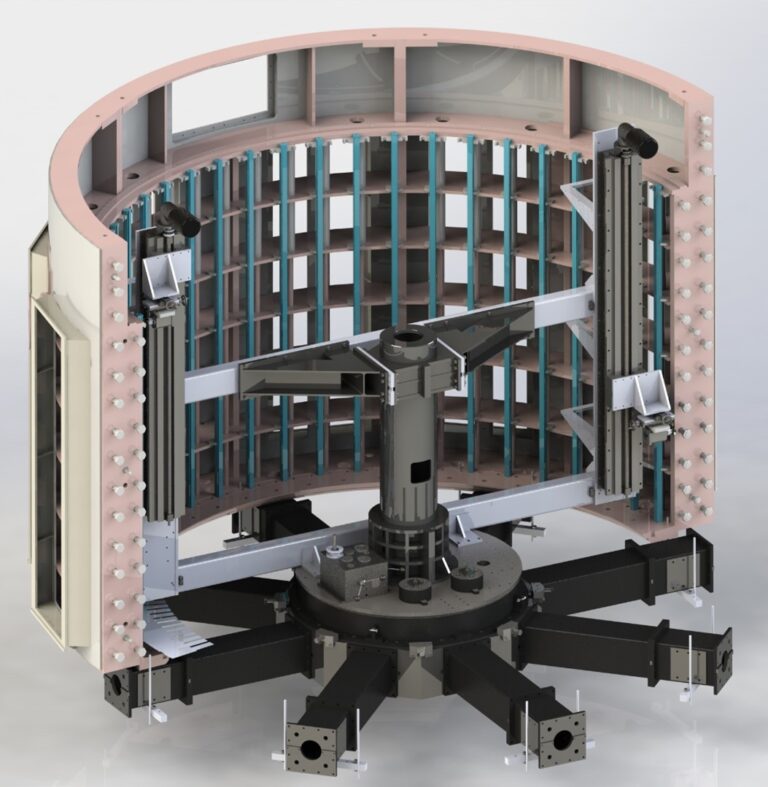
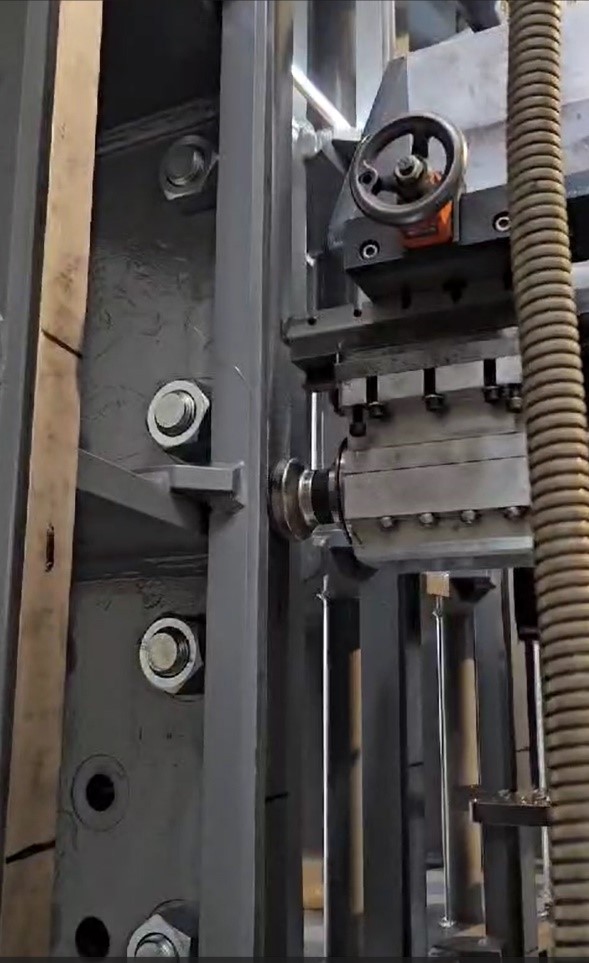
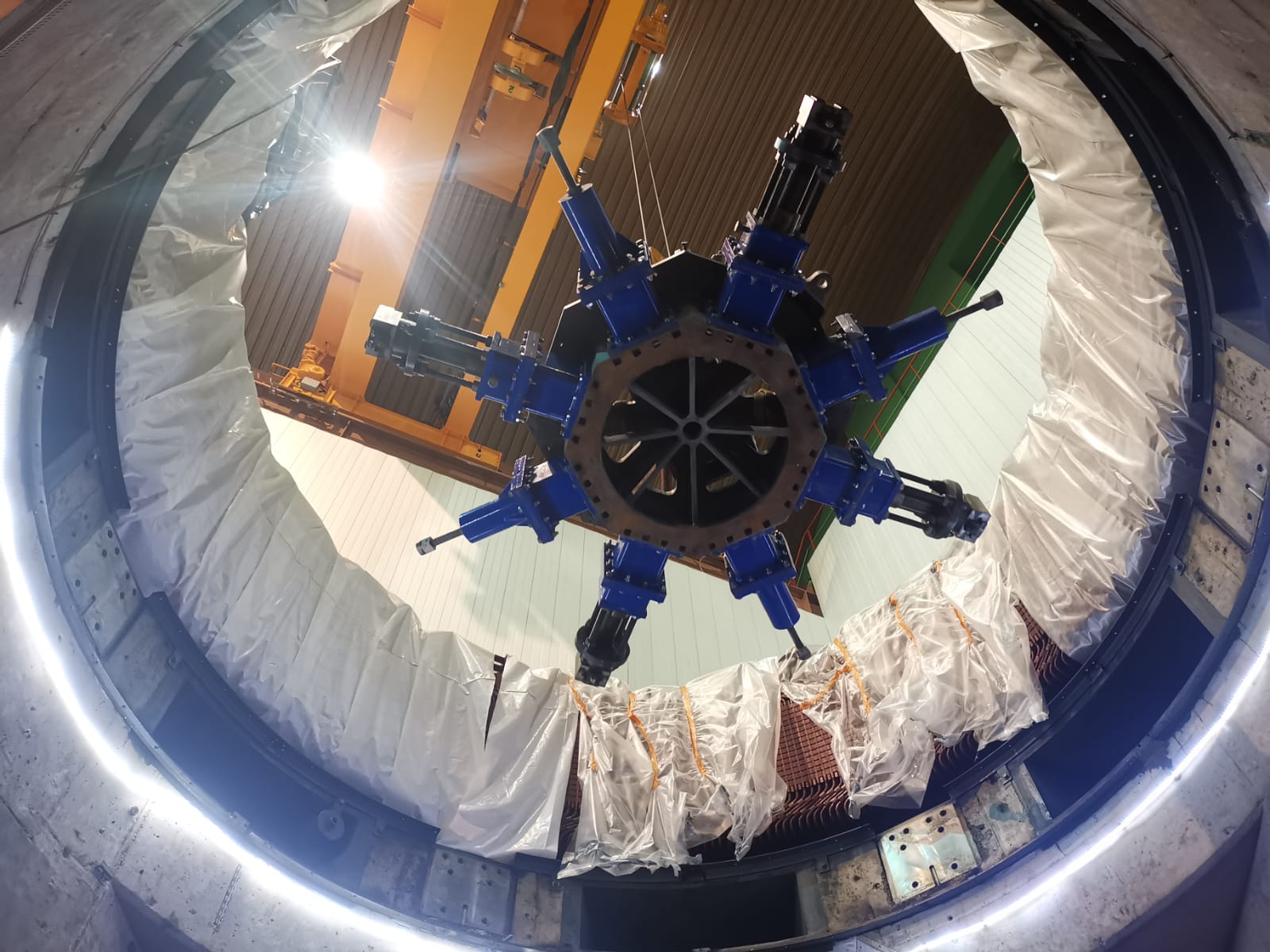
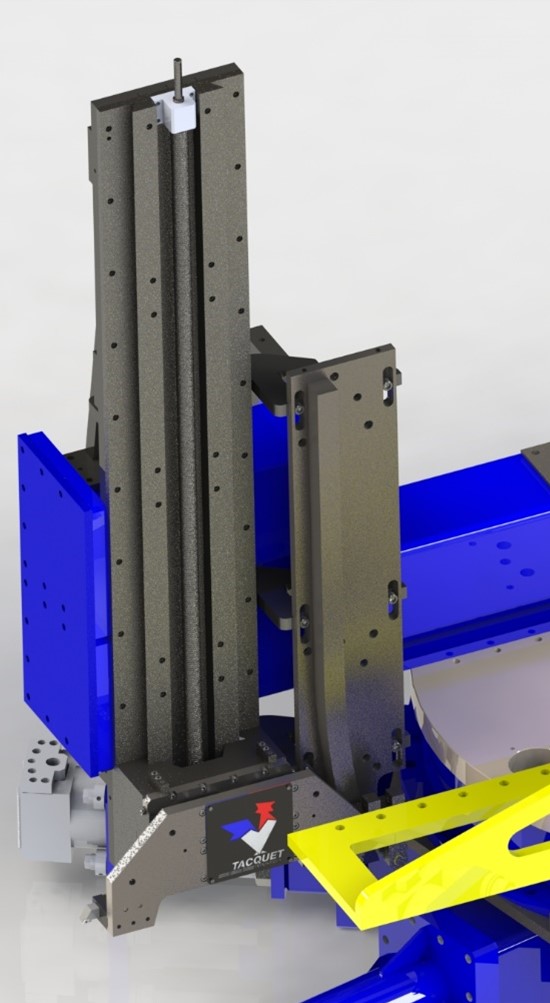
𝑇𝐴𝐶𝑄𝑈𝐸𝑇 𝐼𝑁𝐷𝑈𝑆𝑇𝑅𝐼𝐸𝑆 𝑖𝑠 𝑐𝑢𝑟𝑟𝑒𝑛𝑡𝑙𝑦 𝑜𝑛 𝑎 𝑠𝑡𝑎𝑡𝑜𝑟 𝑖𝑛 𝑎 ℎ𝑦𝑑𝑟𝑜 𝑝𝑙𝑎𝑛𝑡 𝑓𝑜𝑟 𝑚𝑎𝑐ℎ𝑖𝑛𝑖𝑛𝑔 𝑏𝑎𝑟𝑠 𝑜𝑛 3𝑚 ℎ𝑖𝑔ℎ 𝑥 50 !
𝑇ℎ𝑒 𝑚𝑎𝑐ℎ𝑖𝑛𝑒 𝑤𝑎𝑠 𝑠𝑒𝑡 𝑢𝑝 𝑤𝑖𝑡ℎ𝑜𝑢𝑡 𝑎𝑛𝑦 𝑝𝑟𝑜𝑏𝑙𝑒𝑚𝑠 𝑡ℎ𝑎𝑛𝑘𝑠 𝑡𝑜 𝑜𝑢𝑟 𝑖𝑚𝑝𝑙𝑎𝑛𝑡𝑎𝑡𝑖𝑜𝑛 𝑠𝑡𝑢𝑑𝑦.
𝑇ℎ𝑒 𝑎𝑑𝑗𝑢𝑠𝑡𝑚𝑒𝑛𝑡𝑠 𝑤𝑒𝑟𝑒 𝑚𝑎𝑑𝑒 𝑖𝑛 𝑡ℎ𝑒 0.20𝑚𝑚 𝑡𝑜 𝑡ℎ𝑒 𝑐𝑜𝑚𝑝𝑎𝑟𝑎𝑡𝑜𝑟 𝑜𝑛 𝑡ℎ𝑒 𝑜𝑟𝑖𝑔𝑖𝑛, 𝑎𝑛𝑑 𝑤𝑒 𝑓𝑖𝑛𝑖𝑠ℎ𝑒𝑑 𝑤𝑖𝑡ℎ 𝑜𝑢𝑟 𝑐𝑢𝑠𝑡𝑜𝑚𝑒𝑟 𝑡ℎ𝑒 𝑙𝑎𝑠𝑒𝑟 𝑡𝑟𝑎𝑐𝑘𝑒𝑟 𝑠𝑒𝑡𝑡𝑖𝑛𝑔𝑠 𝑓𝑜𝑟 𝑐𝑜𝑛𝑐𝑒𝑛𝑡𝑟𝑖𝑐𝑖𝑡𝑦 𝑎𝑛𝑑 𝑝𝑎𝑟𝑎𝑙𝑙𝑒𝑙𝑖𝑠𝑚 𝑡𝑜 𝑡ℎ𝑒 𝑐𝑦𝑙𝑖𝑛𝑑𝑒𝑟 𝑖𝑛 𝑡ℎ𝑒 𝑡𝑒𝑛𝑡ℎ.
𝐶𝑢𝑟𝑟𝑒𝑛𝑡𝑙𝑦 𝑚𝑖𝑙𝑙𝑖𝑛𝑔 𝑖𝑠 𝑢𝑛𝑑𝑒𝑟𝑤𝑎𝑦, 𝑏𝑢𝑡 𝑙𝑒𝑡’𝑠 𝑘𝑒𝑒𝑝 𝑎 𝑔𝑟𝑒𝑎𝑡 𝑣𝑖𝑑𝑒𝑜 𝑓𝑜𝑟 𝑎 𝑓𝑢𝑡𝑢𝑟𝑒 𝑝𝑜𝑠𝑡






Published on 04/12/2023
𝘉𝘦𝘩𝘪𝘯𝘥 𝘵𝘩𝘦 𝘴𝘤𝘦𝘯𝘦𝘴 𝘱𝘳𝘦𝘱𝘢𝘳𝘢𝘵𝘪𝘰𝘯𝘴 𝘰𝘧 𝘰𝘶𝘳 𝘵𝘸𝘰 𝘭𝘢𝘳𝘨𝘦𝘴𝘵 𝘮𝘢𝘤𝘩𝘪𝘯𝘪𝘯𝘨 𝘮𝘢𝘤𝘩𝘪𝘯𝘦𝘴 𝘰𝘯 𝘴𝘪𝘵𝘦
𝘈 𝘴𝘮𝘢𝘭𝘭 𝘸𝘪𝘯𝘬 𝘧𝘰𝘳 𝘐𝘴𝘢𝘣𝘦𝘭𝘭𝘦 𝘸𝘩𝘰 𝘳𝘦𝘴𝘶𝘮𝘦𝘴 𝘴𝘦𝘳𝘷𝘪𝘤𝘦




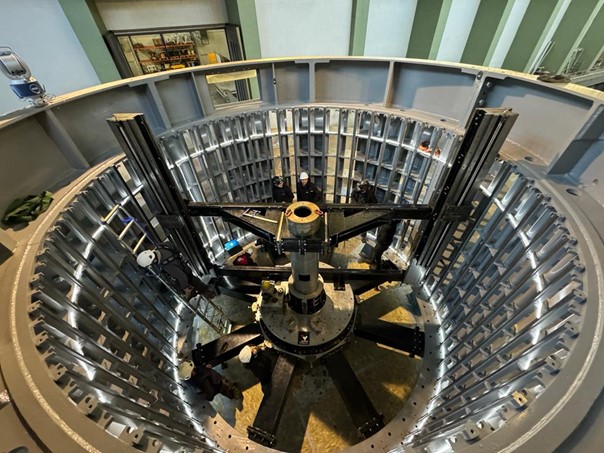
Intervention on Stator of group G1
Our teams are currently working on the G1 group stator carcass of the Villarodin Hydroelectric Power Plant, in France, for our customer JEUMONT ELECTRIC.

Our intervention took place in several stages:
3D MODELLING
The implementation of our machines in 3D


MACHINE SETUP & MACHINING






OVERVIEW AFTER WORK



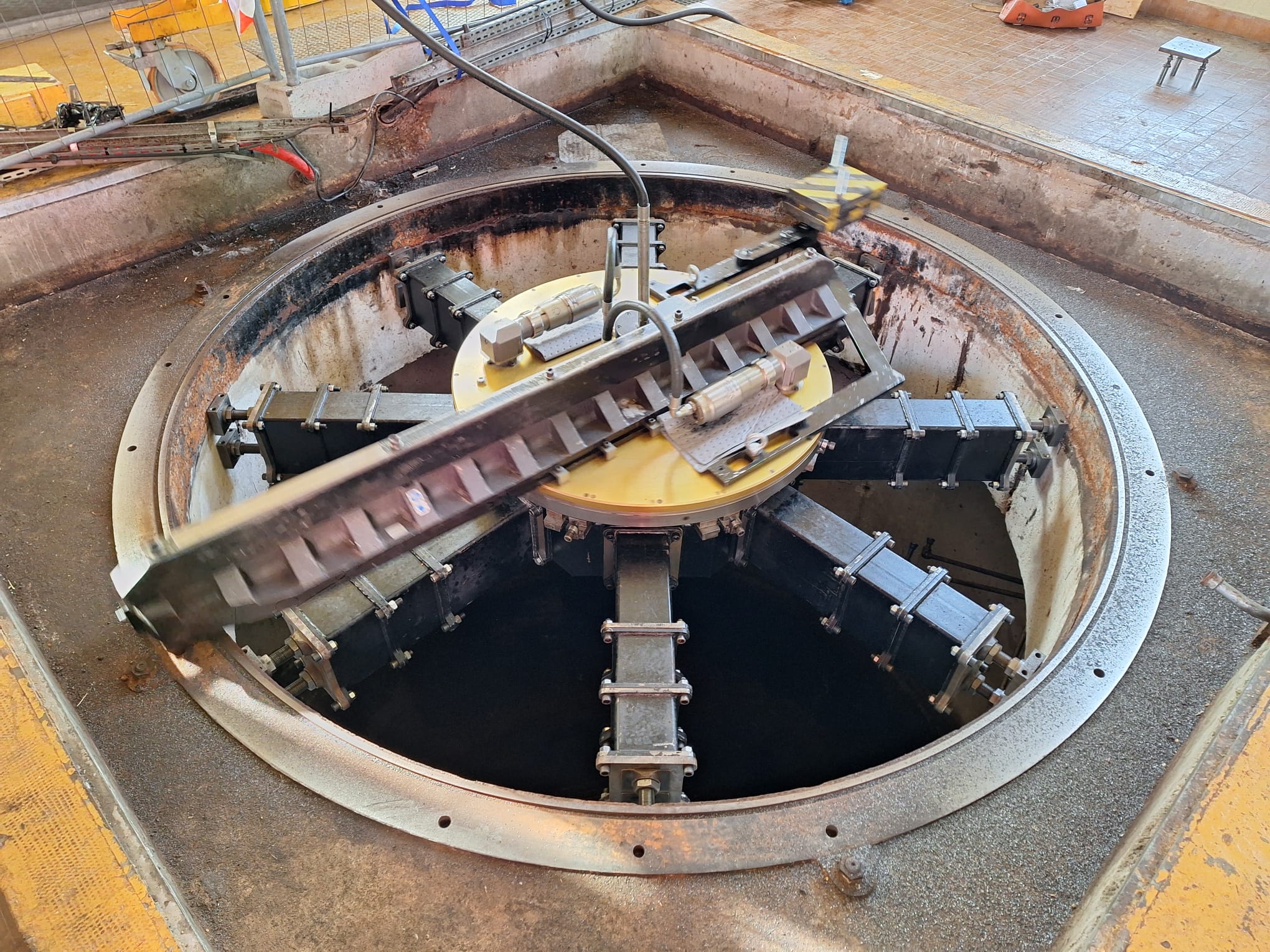
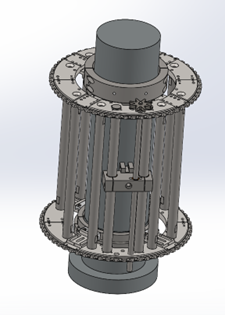
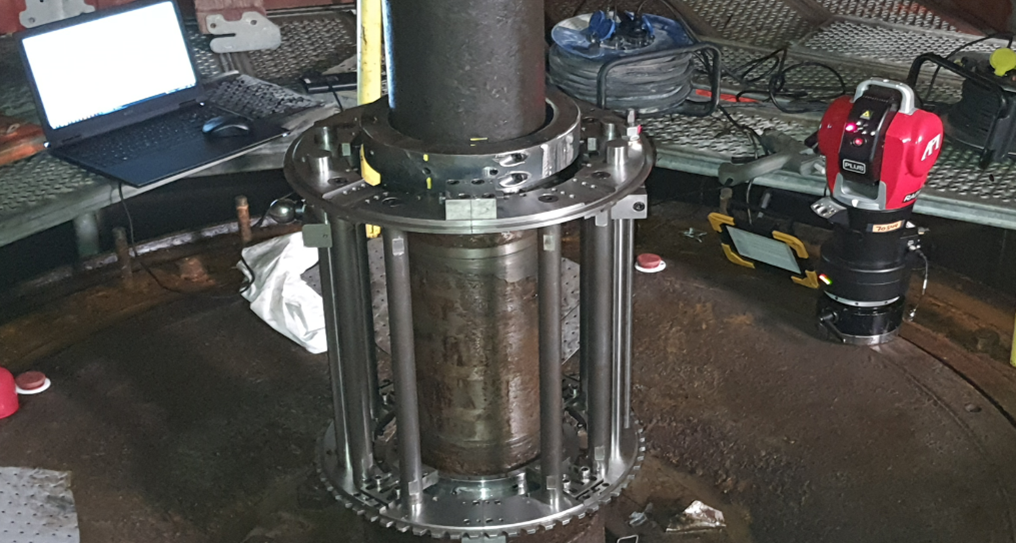
As part of a corrective maintenance operation, on-site grinding was carried out on two cylindrical bearing surfaces of a turbine shaft at a hydroelectric facility. These areas exhibited surface defects that were incompatible with reassembly requirements.
The intervention was performed directly on-site using an abrasive grinding system mounted on a custom support. This method allowed correction of surface irregularities without disassembling the shaft, maintaining its position and axis throughout the process.
Manual alignment using a dial gauge ensured precise positioning of the tool along the shaft axis, guaranteeing consistent and accurate rework. The abrasive process achieved the required surface finish while adhering to the specified dimensional and geometric tolerances.
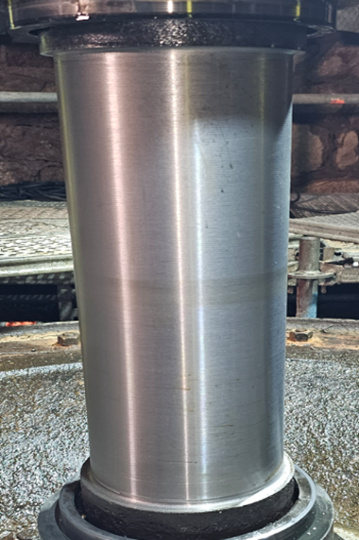
The operation concluded with a dimensional inspection of the reworked areas, confirming that the shaft was compliant and ready for reuse.
This type of on-site grinding provides an efficient solution for restoring functional surfaces, minimizing downtime and avoiding heavy dismantling operations.
October 2023
ORBITAL GRINDING

Published on 29/08/2023
Take a wheel coat Ø3400 of a Kaplan turbine by machining and all that on site?! The TACQUET INDUSTRIES teams also know how to do it!
If you want to know more, it’s here 👇
During the month of July, our teams had the privilege of working on the renovation of another hydroelectric power plant group. ♻️💧
THE MISSION: 🔍
– Resumption of the cylindrical and spherical part Ø3400 of the wheel mantle on a height of 1m.
Tolerances requested: 🔑
– Final coast of cylinder diameter and sphere Ø3400
– Surface condition: Ra 3.2 max
Machine used: Boring-Surfacer TI6500 🎯
The subtlety on this site lies in the development of a completely mechanical copier to follow and recreate the original shape of the coat. No CNC was used for this operation. 👌
Intervening on this type of site allows us to improve our techniques in order to deliver an optimal quality of service and services for our customers!
VERDICT: 🏆Successful mission🏆
This new success was achieved thanks to rigorous preparation upstream by our Design Office and the professionalism of our technicians on site. 💯
We thank Automated Precision Europe GmbH for their support on this project.
We also thank our client EDF for its confidence in this project and especially Pol Piedfer and Loic Potel for the organization of the site. 🤝




Turbine shaft machining
During 2023, we worked on a turbine shaft at the Baigts Castetarbe Hydroelectric Power Plant in France for our customer EDF.

Our intervention took place in several stages:
3D MODELLING

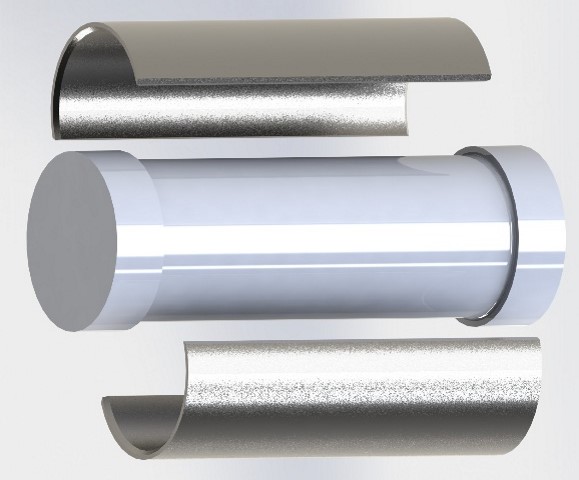
MACHINE SETUP & MACHINING
Setting up our machine, welding half shells, and finishing machining.





OVERVIEW AFTER WORK



As part of a curative maintenance operation on hydraulic production equipment, an intervention was carried out on a damaged cylindrical bearing, requiring a geometric correction on site.
The operation involved a cross-axis orbital machining machine, allowing direct intervention on the shaft without disassembly of the structure. After establishing a geometrical reference via laser tracker, an unwinding machining was carried out, with a removal of 10 mm at least radius over a length of 450 mm.
A weld was then made on the two chamfers, followed by a finishing machining of diameter Ø200 mm, carried out in a tolerance of 0.10 mm, by controlled pass.
The entire intervention was conducted in a constrained environment, with portable equipment and a high level of accuracy requirements. Dimensional and visual checks were used to validate the compliance of the treated scope.
This type of service illustrates the ability to restore critical functional areas on site, reducing downtime while ensuring the reliability of mechanical assemblies.
August 2023
ORBIT MACHINING

Published on 07/08/2023
Can I machine Ø8700 flanges on site?
Want to know more about the last titanic project recently completed by TACQUET INDUSTRIES teams? Continue reading we will tell you everything.
In recent months we had the pleasure of working on the complete renovation of unit 1 of the EDF hydroelectric power station in Ottmarsheim for our customer Voith Hydro. ♻️💧
THE MISSION: 🔍
– Machining flange and Ø6050 H7 foundation ring
– Surfacing of the upper face of the inf ring (Ø6900 to Ø8700) then machining of the face and diameter Ø6900
– Surfacing of the inf face of the head cover (Ø6900 to Ø8700)
– Addition of modifications to the 48 Sealing Guide Pots (Drilling/Tapping, Countermeasures)
Tolerances requested: 🔑
– Horizontality and flatness of machined planes: 0.02mm/m
– Surface Condition: Ra 6.3
– Deck depth: 0.1mm
– Bores: H7
Machines used: TI8500 Boring Machine/ TU400 Boring Machine/ MAB485 Magnetic Drill 🎯
On this site, for its maximum surfacing configuration our machine TI8500 reaches 10m diameter for a mass of almost 20T 🤯
VERDICT: 🏆Successful mission🏆
This new challenge was won thanks to the preparation work carried out by our Design Office as well as the quality of work and the investment of our technicians on site. 💯
We thank Automated Precision Europe GmbH for their involvement in this project.
We also thank our client Voith Hydro for his professionalism and confidence in this project and especially Julien Lacroix, Etienne Pernot and Julia Heinisch for the organization of the site. 🤝






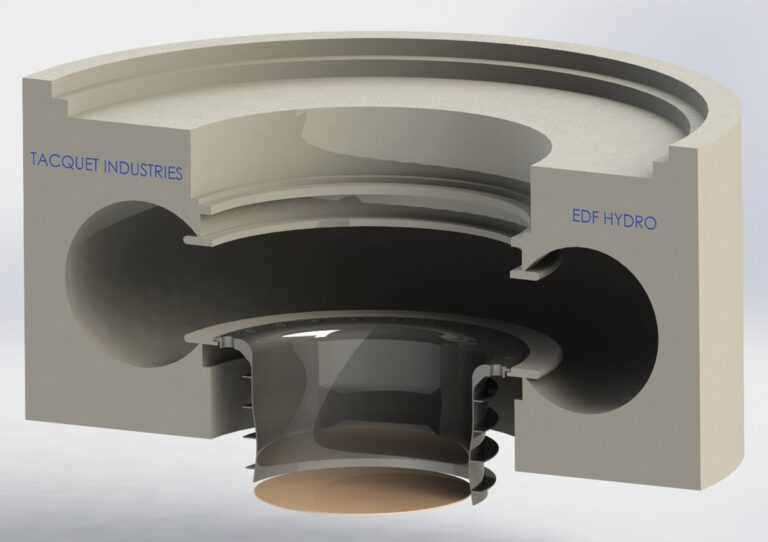
TOP and VAD valve refurbishment
During 2023, we worked on the TOP valve and the VAD valve at the Bort-les-Orgues dam in France for our customer EDF.

Our intervention took place in several stages:
3D MODELLING


MACHINE SETUP & MACHINING




Machining of the wheel coat after reloading
In June 2023, we worked on the G1 Group (Kaplan type) of the Villerest Hydroelectric Power Plant, in France, for our customer EDF.

Remanufacture the cylindrical and spherical part of the existing wheel mantle after reloading to return to the original shape and ribs. The portion to be taken back extended over a height of about 1000mm.
Our intervention took place in several stages:
The intervention is identical to that of the Fessenheim wheel mantle, but on a smaller diameter. A smaller machine was therefore used for this operation.
3D MODELLING
The machining involved studying and verifying the shape of the copying surface through calculations.
PRE-WORK & MACHINE SETUP
Our machine was installed in the turbine and adjusted with the help of the Laser Tracker.




Rehabilitation of Group G4 (Francis type)
In mid-2023, we worked on the G4 Group (Francis type) of the Revin Hydroelectric Power Plant in France for our customer EDF.

Our intervention took place in several stages:
3D MODELLING
3D modeling of the different elements according to the original plans provided by the customer.

MACHINE SETUP & MACHINING