8H30 – 12H30 / 14h – 17H30 | Du lundi au vendredi
contact@tacquet-industries.fr
03 21 13 13 00
Menu









Mesure ligne de feu
Contrôle de la ligne de feu
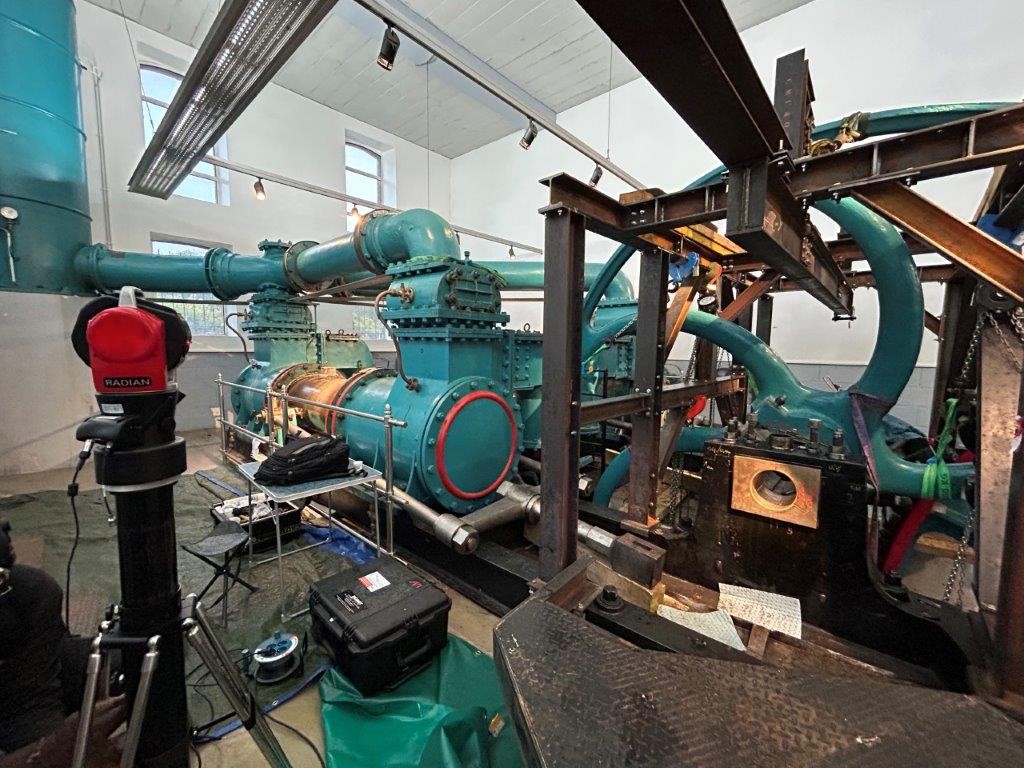
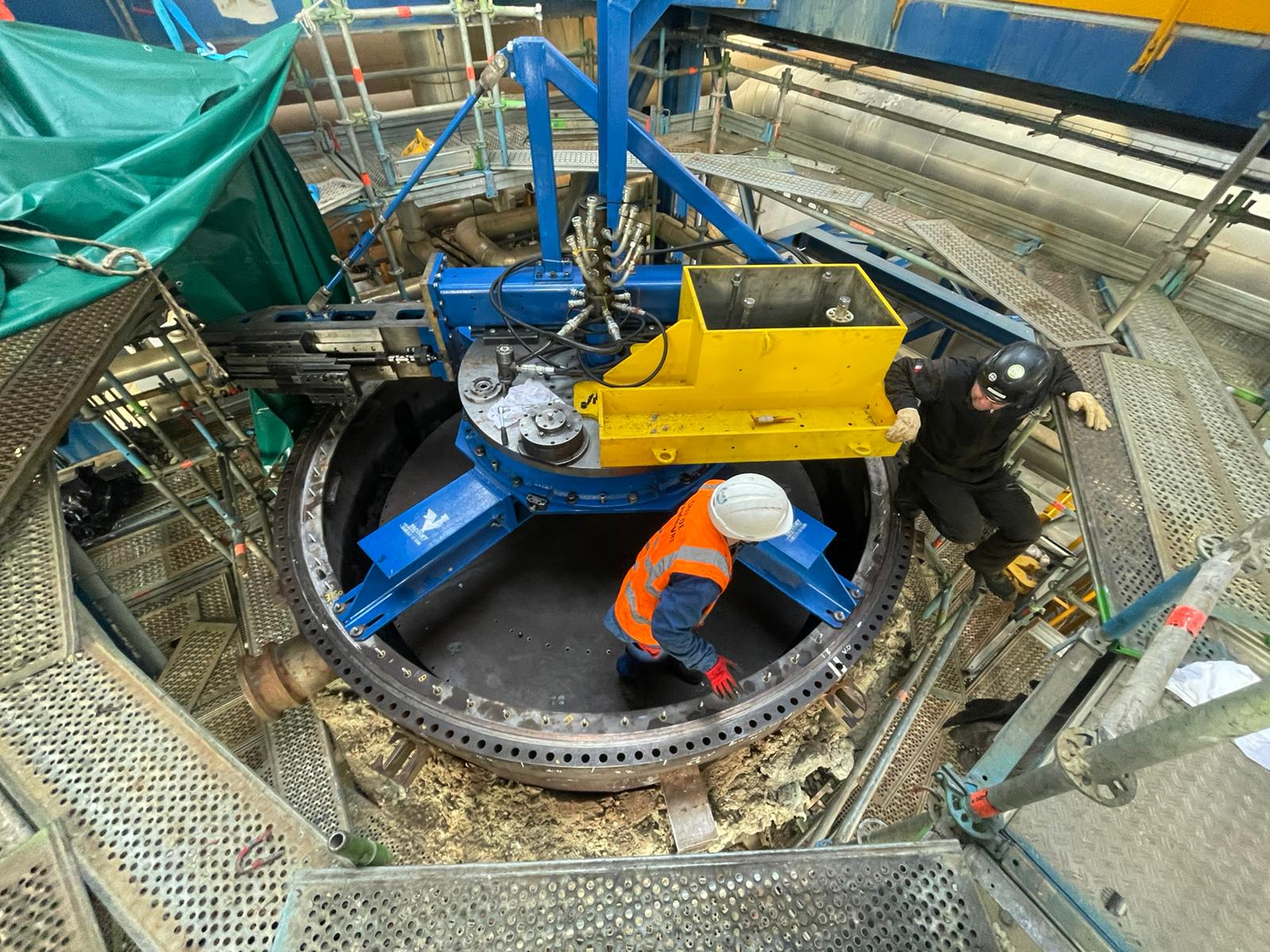
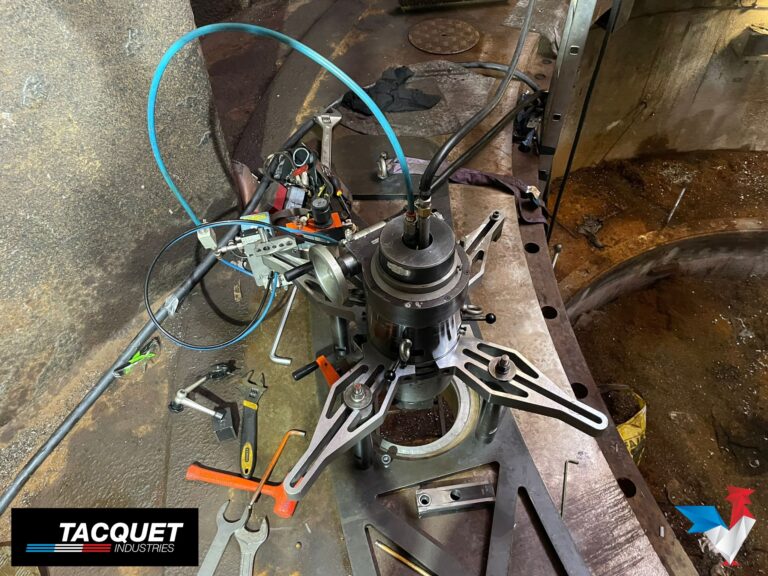
Une opération de contrôle métrologique a été menée sur la ligne de feu du voilier S/Y Naema, à la suite du remplacement des silent blocs de butée. Réalisée sur le site de Monaco Marine, l’intervention avait pour objectif de vérifier la cohérence de l’alignement mécanique entre les différents éléments d’entraînement, dans le cadre d’un ajustement post-maintenance.
Les mesures ont été effectuées à l’aide d’un laser tracker, avec mise en place d’un référentiel défini à partir des entrées et sorties du tube étambot. Les relevés ont ensuite été corrigés selon une température de référence, afin d’assurer la fiabilité des résultats.
Ce type de contrôle permet de s’assurer que les tolérances d’alignement restent compatibles avec les jeux mécaniques prévus dans le système, et que la configuration en place est conforme au bon fonctionnement attendu.

Intervention du 10 juin 2024
CONTRÔLE LASER













Contrôle tracker laser
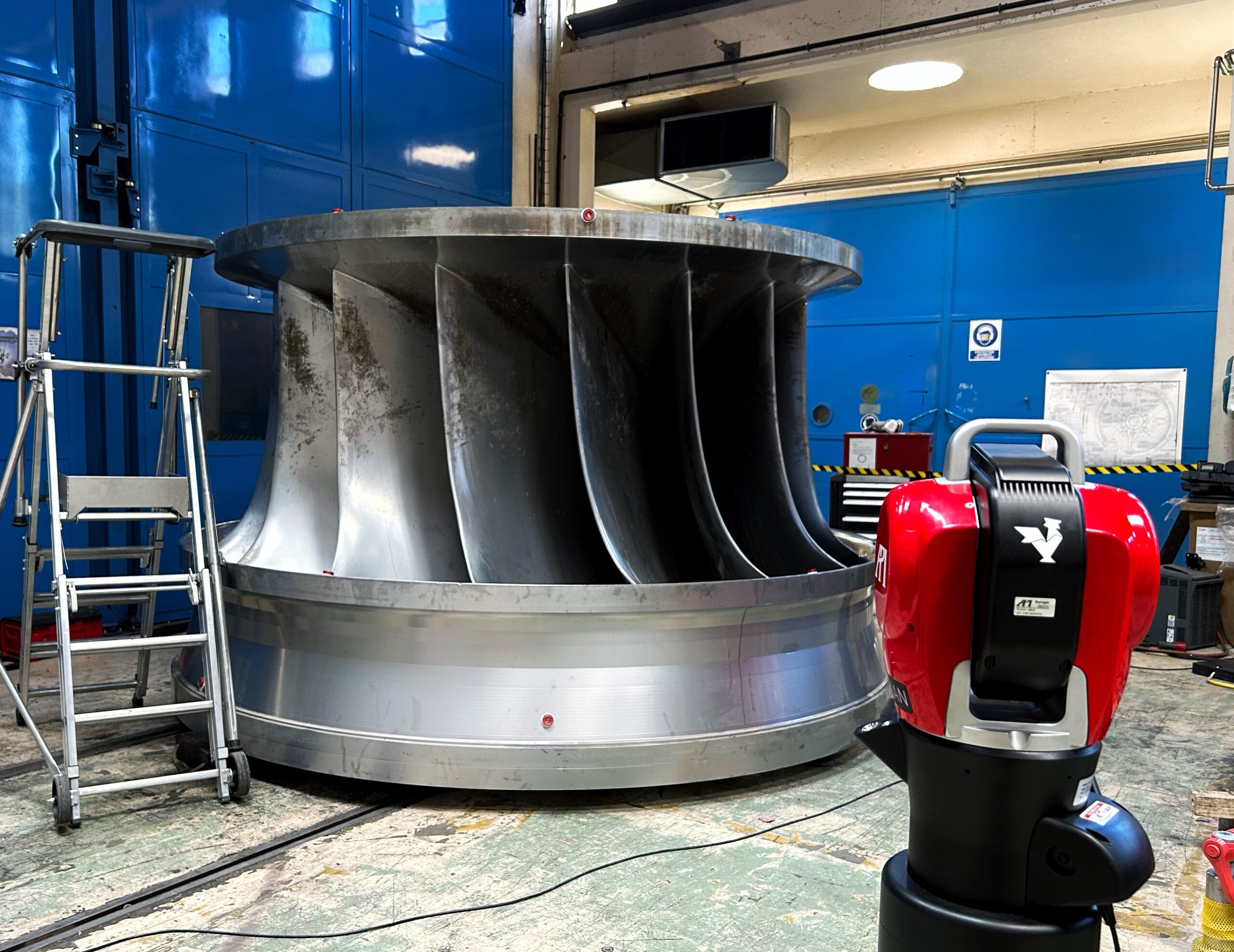
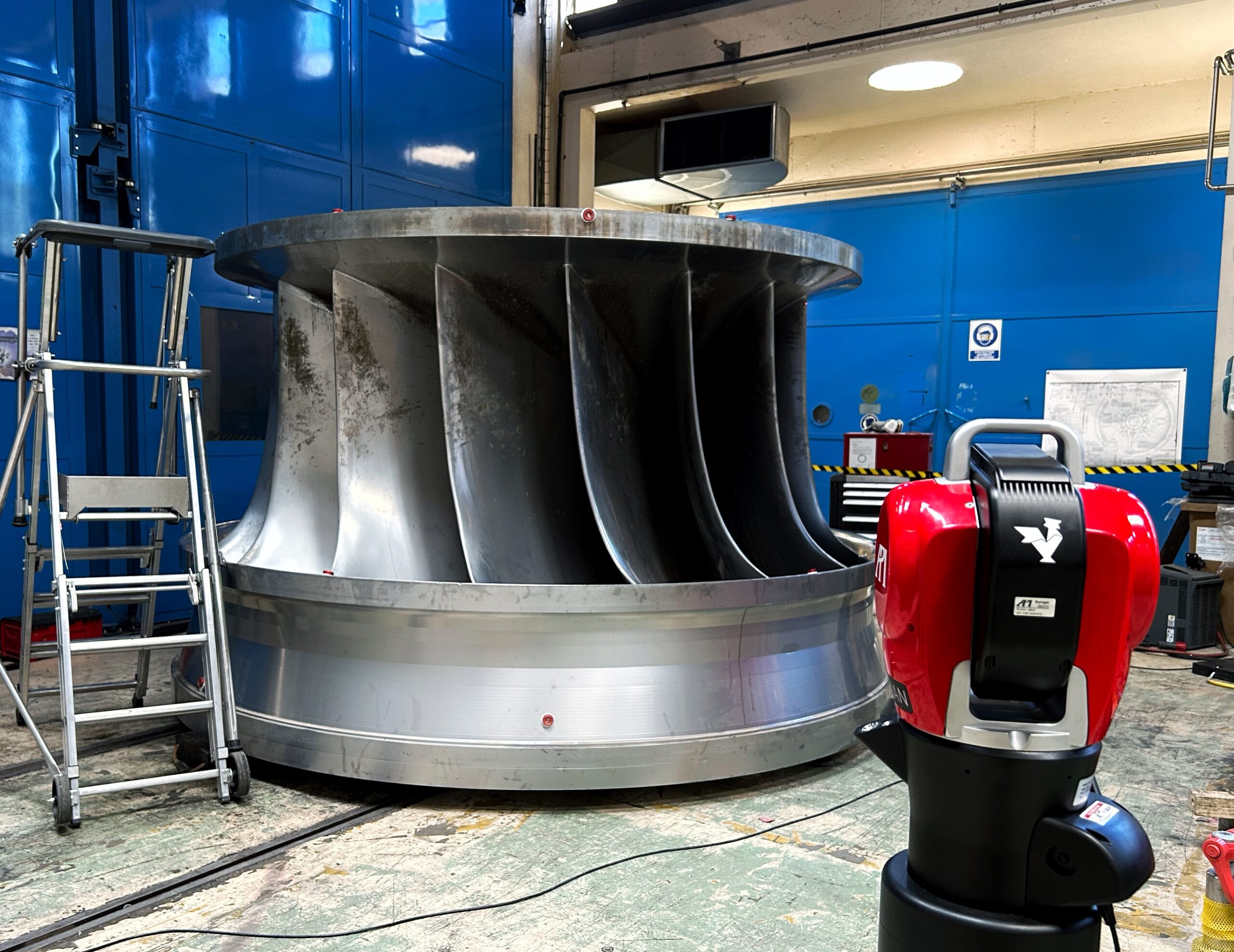
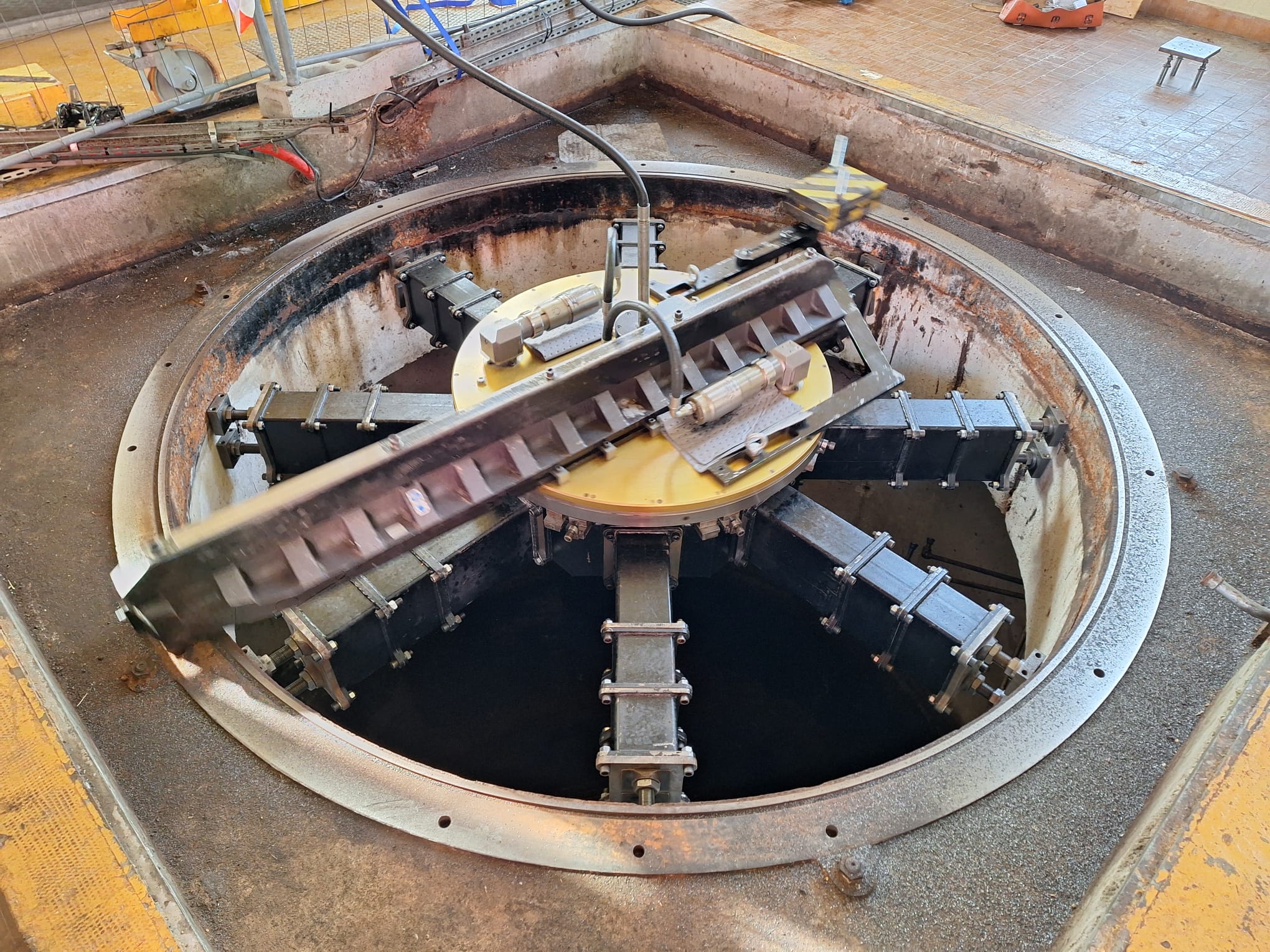
Contrôle métrologique initial d’une roue Francis
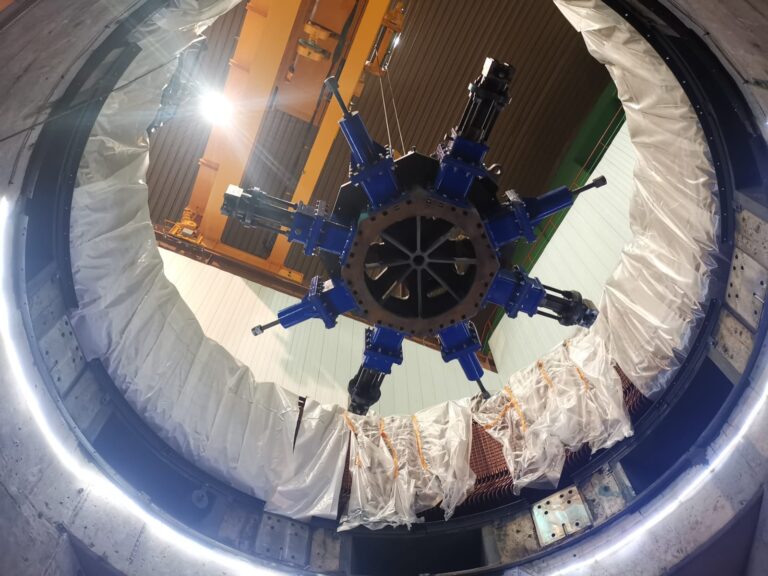
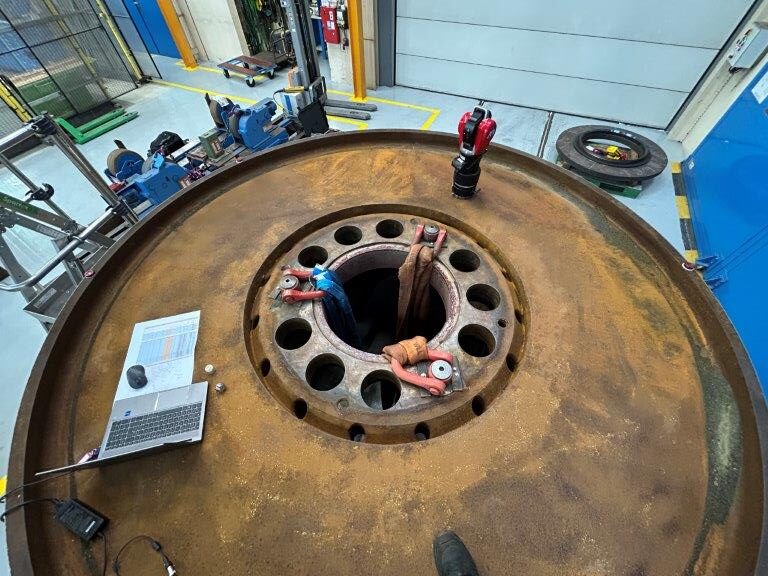
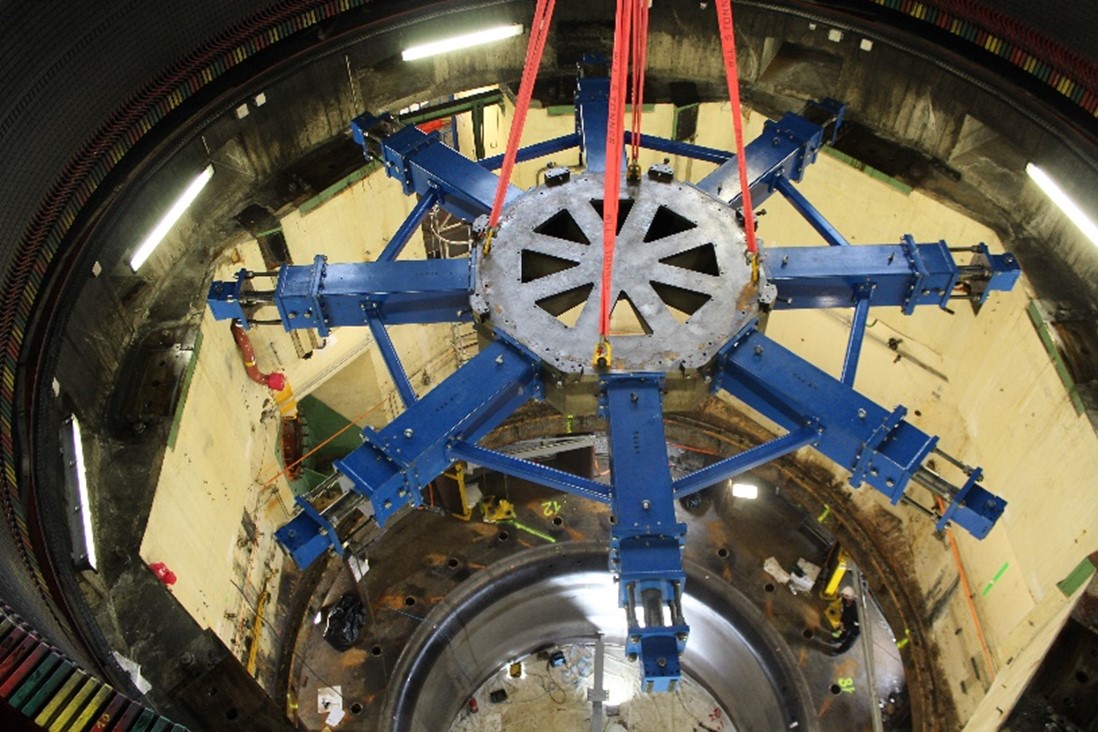
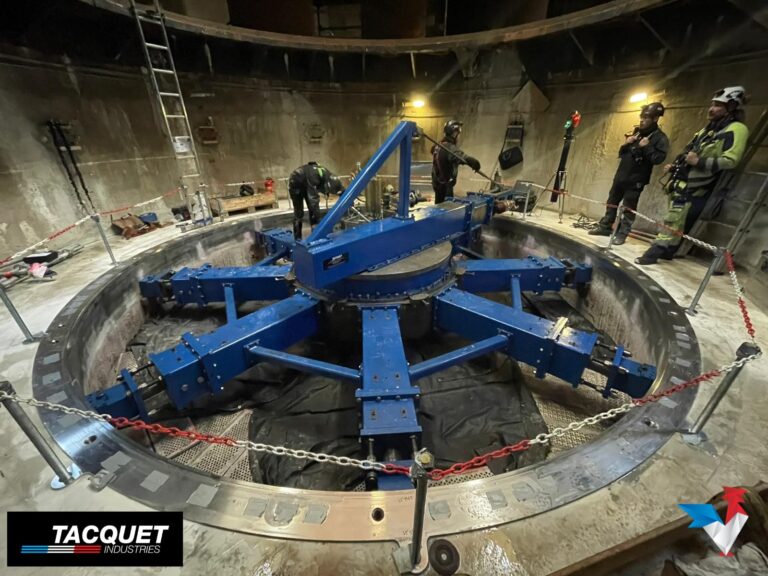
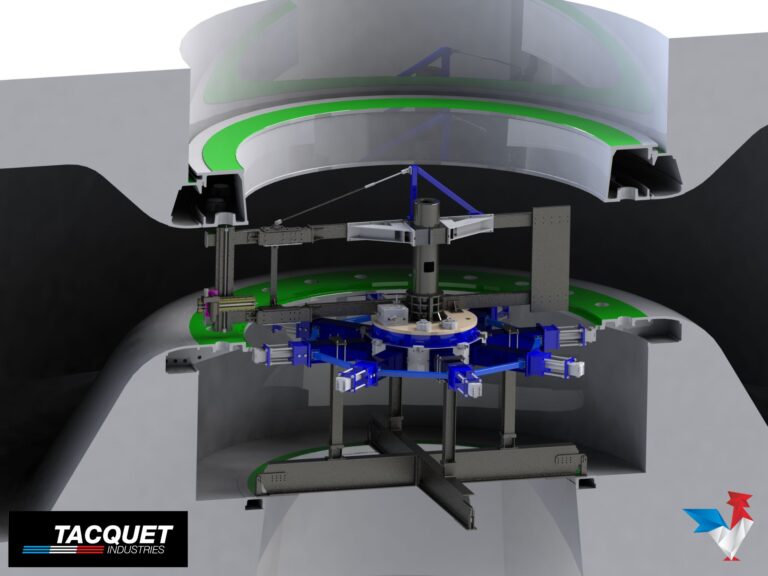
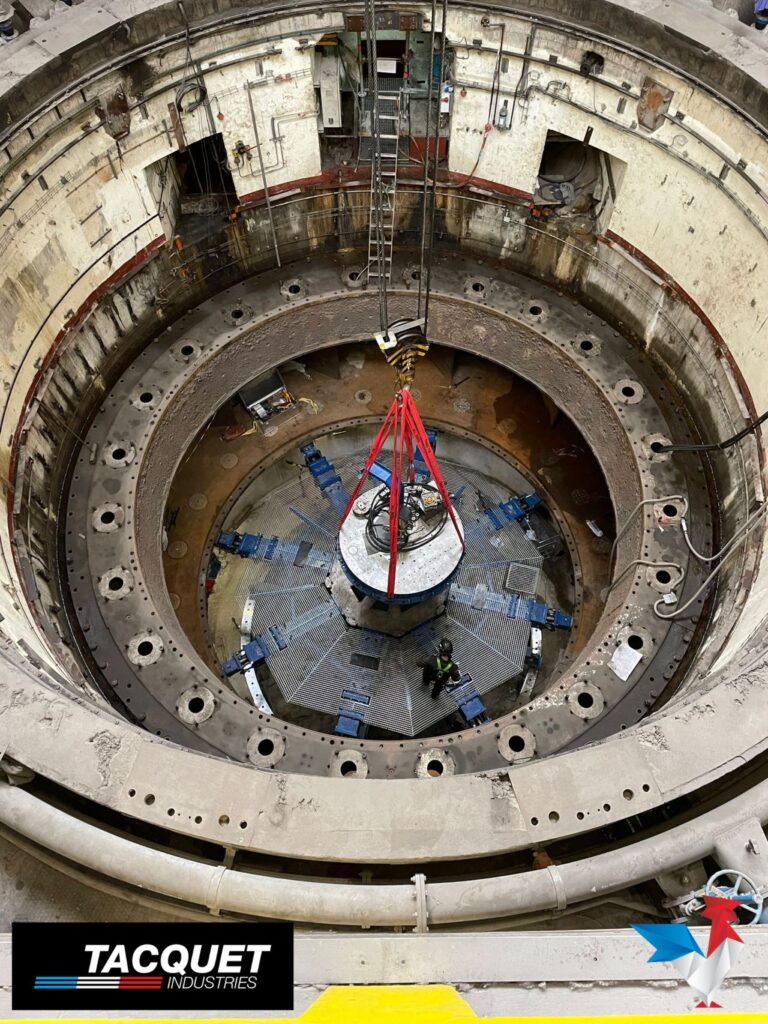
Une opération de contrôle géométrique a été réalisée sur la roue du groupe G2 à la centrale hydroélectrique de Mallemort, dans le cadre d’un relevé dimensionnel initial avant toute intervention mécanique.
Cette mission visait à vérifier la conformité des formes, dimensions et géométries fonctionnelles de la roue, en s’appuyant sur un ensemble de points de contrôle définis par le plan de vérification fourni par l’exploitant. L’ensemble des mesures a été effectué sur site à l’aide d’un laser tracker, dans un environnement contrôlé, et en prenant en compte les conditions thermiques du lieu.
Le référentiel de mesure a été construit spécifiquement autour des axes de montage de la pièce, permettant une analyse cohérente des défauts de planéité, de concentricité, de perpendicularité et de cylindricité. Une attention particulière a été portée à la face d’accouplement, aux diamètres clés, ainsi qu’à la distribution angulaire des repères usinés.
Toutes les données attendues dans le périmètre de contrôle ont été relevées conformément aux exigences du client. Le compte rendu final inclut un tableau de conformité et une documentation complète destinée à alimenter les futures étapes de suivi ou de remise en état.
Ce type d’intervention s’inscrit dans une démarche rigoureuse de contrôle qualité, essentielle au bon fonctionnement et à la longévité des composants hydromécaniques critiques.
Intervention du 21 mai 2024
CONTRÔLE LASER

Réalisation de 12 trous M24 sur piquage N7
Réalisation de 12 trous M24 sur piquage N7
- Réalisation d’un perçage de Ø21 sur une profondeur de 75 mm environ
- Réalisation du taraudage M24 sur une profondeur de 65 mm




Publié le 23/04/2024
Usinage bride double emboitement
Usinage bride double emboîtement
Usinage de 2 brides Ø int. 3453 mm Ø ext. 3687 mm double emboîtement M/F sur le réacteur R104.
Publié le 18/04/2024
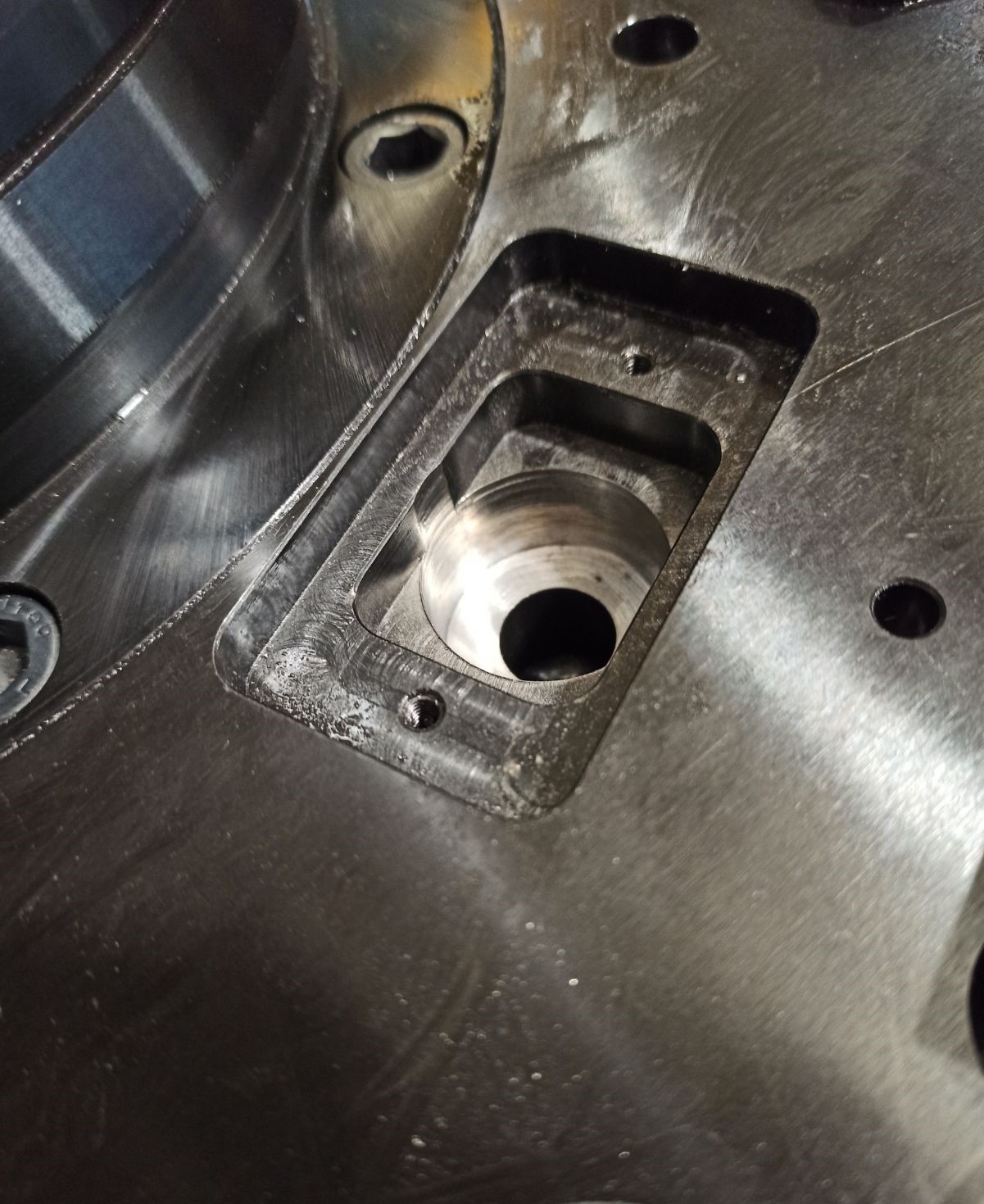
Reprise de logement
Reprise de logement
- Mise en place d’un bouchon Ø16 pour obstruer le passage des copeaux.
- Mise en place de la perceuse.
- Réglage de celle-ci en l’aide d’un centreur Ø16.
- Perçage du lamage Ø30 prof 20mm.

Publié le 18/04/2024

Reprise usinage sur broyeur
Reprise usinage sur broyeur
Une intervention de précision a été réalisée sur un arbre de broyeur de Ø1200 mm, portant spécifiquement sur la reprise de la soie sur une longueur de 440 mm. Cette opération visait à garantir les caractéristiques géométriques et l’état de surface requis pour une fonctionnalité optimale en service.
L’opération a consisté en une rectification soignée de la soie, afin d’atteindre un état de surface Ra compris entre 0,3 et 0,4 μm, conformément aux spécifications techniques attendues pour ce type de composant de grande dimension. Ce niveau de finition est essentiel pour assurer une interface fiable avec les éléments montés et limiter les phénomènes d’usure ou de frottement prématuré.
Cette prestation s’inscrit dans une démarche de qualité et de fiabilisation des surfaces critiques, garantissant la conformité des pièces usinées aux exigences mécaniques de l’équipement.
Intervention en mars 2024
Usinage 2 brides en surfaçage
Usinage 2 brides en surfaçage
– La première opération consistait à surfaçage de la bride, passant du diamètre 2570mm au diamètre 2710mm, afin d’éliminer tout défaut de surface avec une rugosité de Ra1.6/3.2.
– Ensuite, une seconde bride a été travaillée, avec un surfaçage nécessaire pour passer du diamètre 3000mm, en éliminant tout défaut pour obtenir une rugosité de Ra1.6/3.2.




Publié le 22/03/2024

Reprise de bride sur autoclave
Reprise de bride sur autoclave
Reprise du logement joint sur un four autoclave ainsi que la reprise de la face de la porte à moindre fer avec un enlèvement maximum de 1mm.

Publié le 15/03/2024
Usinage de bride RTJ
Usinage bride RTJ
Reprise d’une bride RTJ DN400 suivant la norme NF en 1092-1.










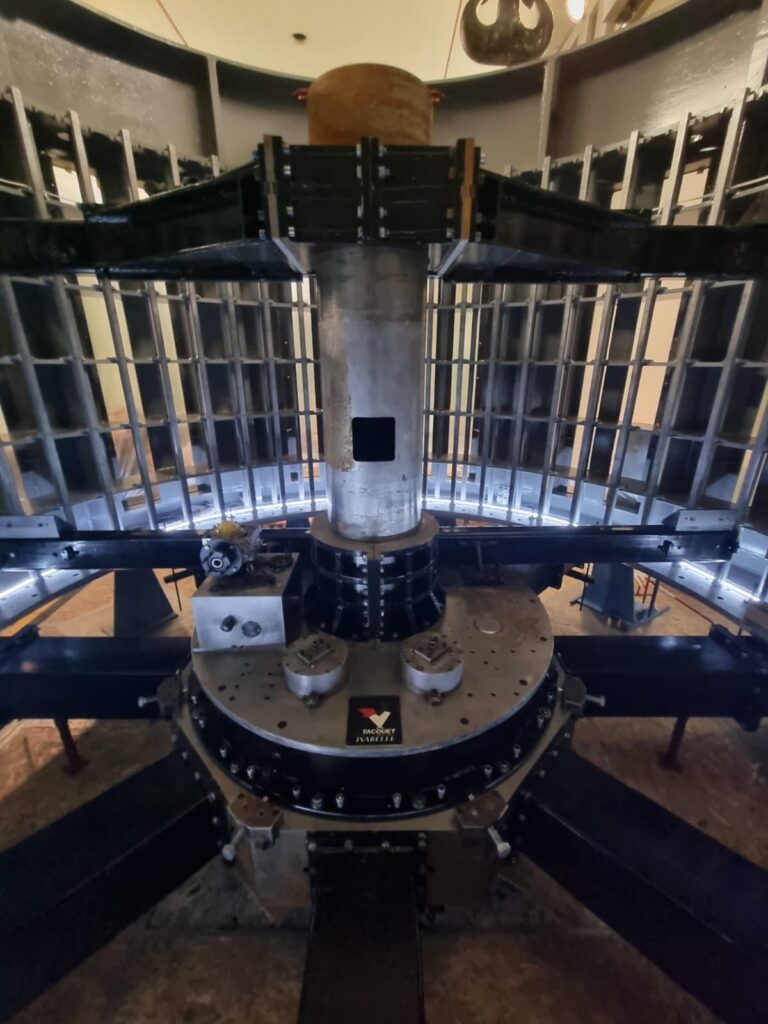
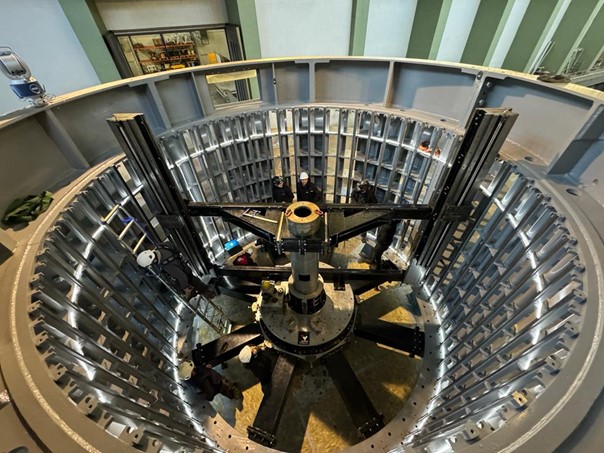
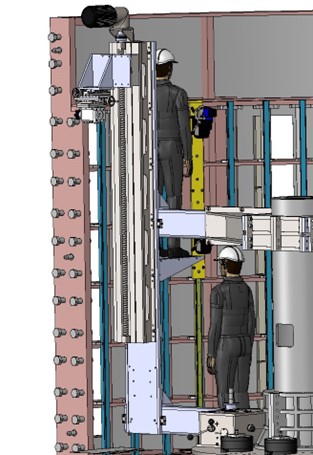
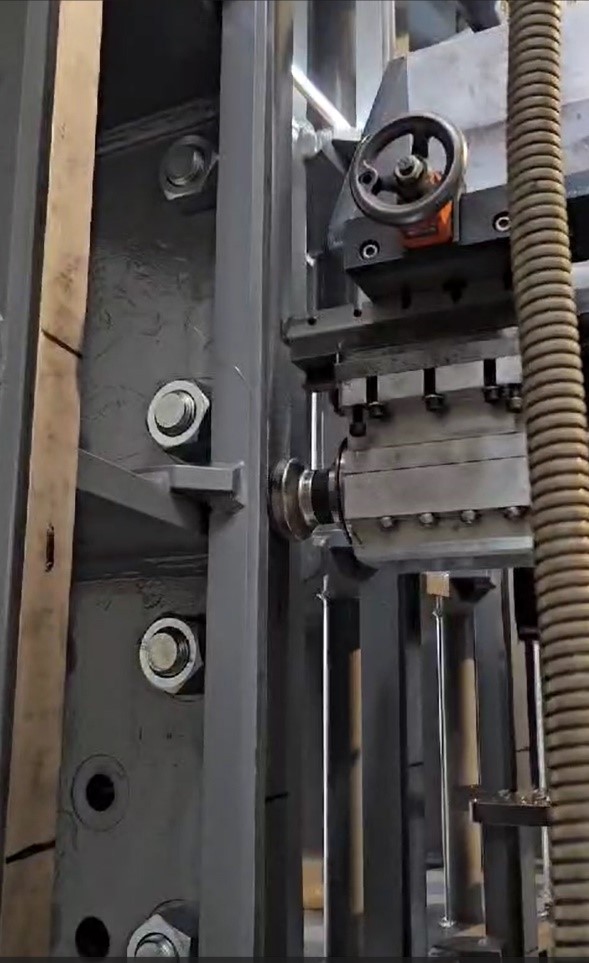
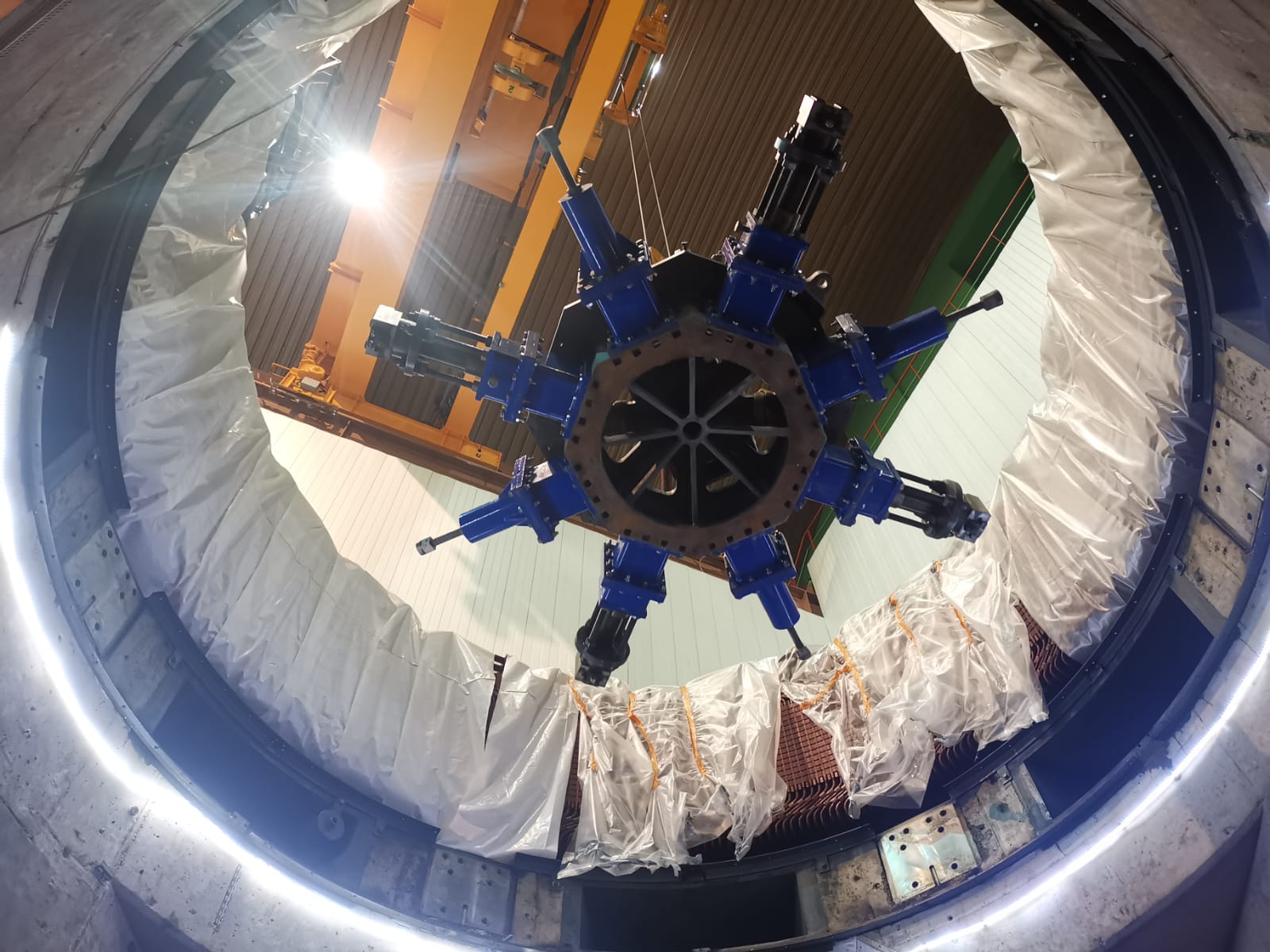
Usinage barreaux clavette sur stator avec 2 bras de fraisage en parallèle
Usinage barreaux clavette
Usinage barreaux clavette sur stator avec 2 bras de fraisage en parallèle.
Diamètre <5000mm
Hauteur <3000mm
Enlèvement matière <17mm
800 percages taraudages M10
Un chantier hors norme pour une machine hors norme ‼️‼️











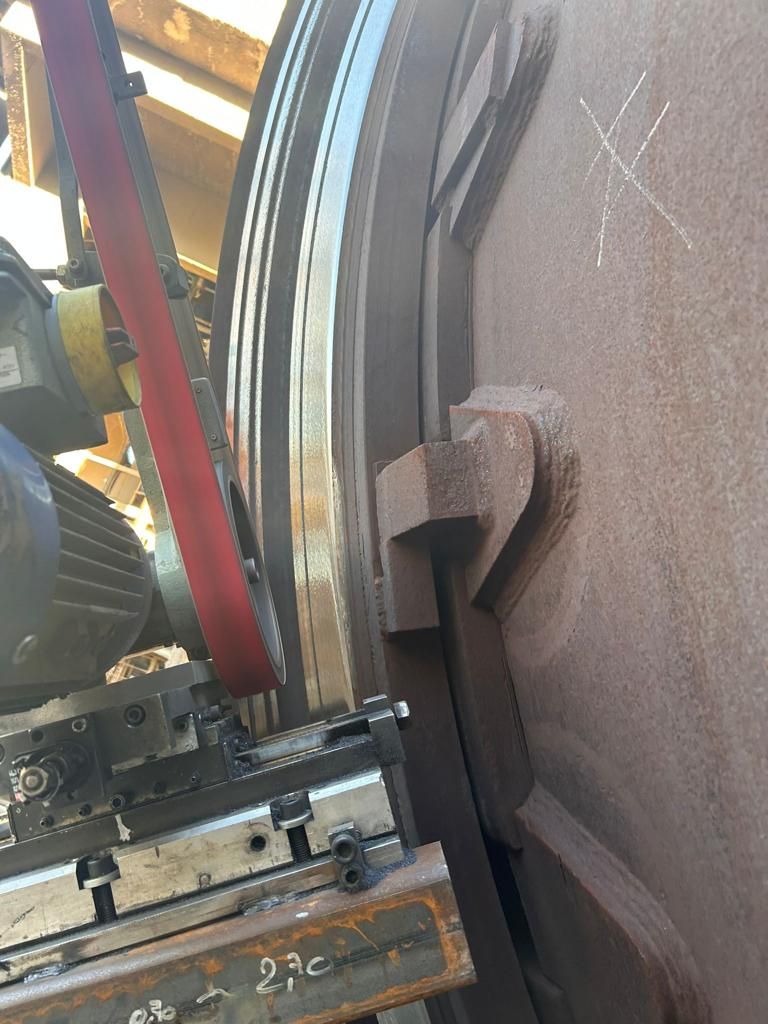
Usinage et rectification du flanc de bandage Ø4470
𝗨𝘀𝗶𝗻𝗮𝗴𝗲 & 𝗿𝗲𝗰𝘁𝗶𝗳𝗶𝗰𝗮𝘁𝗶𝗼𝗻 𝗱𝘂 𝗳𝗹𝗮𝗻𝗰 𝗱𝗲 𝗯𝗮𝗻𝗱𝗮𝗴𝗲 Ø𝟰𝟰𝟳𝟬
⚙ 𝗨𝘀𝗶𝗻𝗮𝗴𝗲 𝗲𝘁 𝗿𝗲𝗰𝘁𝗶𝗳𝗶𝗰𝗮𝘁𝗶𝗼𝗻 𝗱𝘂 𝗳𝗹𝗮𝗻𝗰 𝗱𝗲 𝗯𝗮𝗻𝗱𝗮𝗴𝗲 Ø𝟰𝟰𝟳𝟬 𝗰𝗼𝘁𝗲́ 𝗯𝘂𝘁𝗲́𝗲 𝘀𝘂𝗿 𝘂𝗻𝗲 𝗹𝗮𝗿𝗴𝗲𝘂𝗿 𝗱𝗲 𝟭𝟲𝟬𝗺𝗺 𝗮𝘃𝗲𝗰 𝘂𝗻𝗲 𝗽𝗲𝗻𝘁𝗲 𝗮̀ 𝟭𝟭.𝟱° 𝗮𝗶𝗻𝘀𝗶 𝗾𝘂𝗲 𝗹𝗮 𝗯𝘂𝘁𝗲́𝗲 𝗱’𝗮𝘃𝗮𝗻𝗰𝗲 𝗱𝘂 𝗳𝗼𝘂𝗿 𝗹𝗮𝗿𝗴𝗲𝘂𝗿 𝟭𝟲𝟬𝗺𝗺 𝗮̀ 𝟭𝟭.𝟱°





ISABELLE en action
ISABELLE en action !
😜 Voici, comme promis, une petite vidéo 🎬 du double fraisage des barreaux du stator en cours de réalisations 💪 .
Continuez comme ça les gars c’est magnifique 😎 .
Merci à JEUMONT Electric International et EDF Renouvelables pour votre confiance.

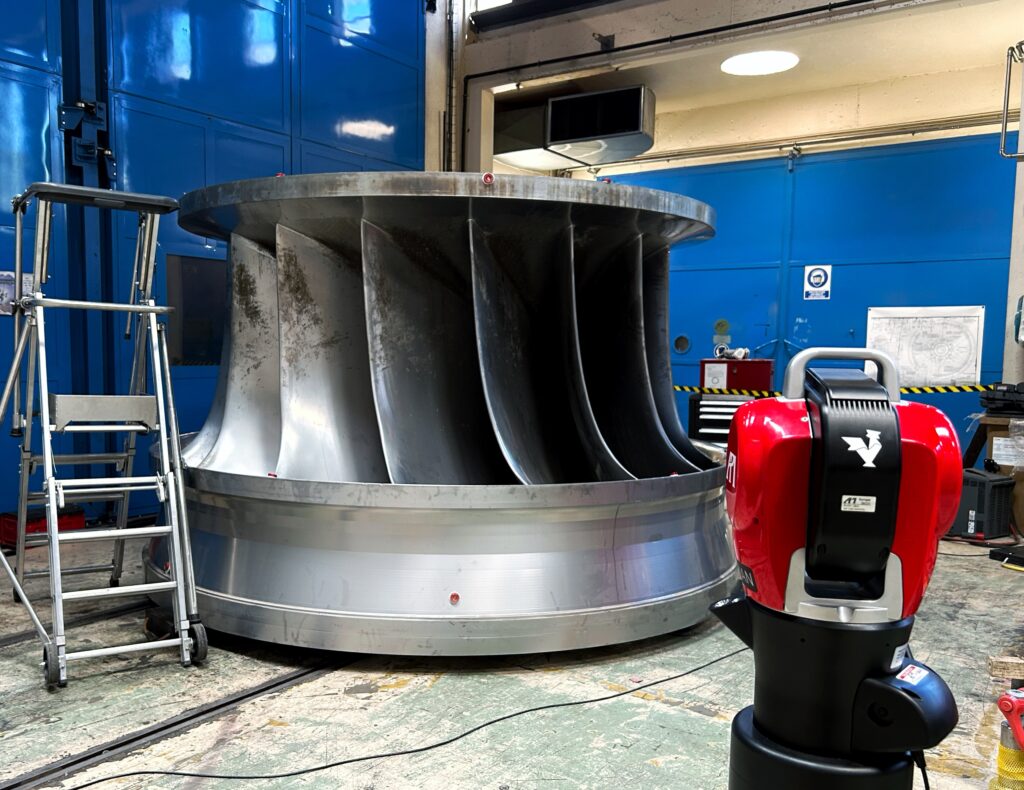
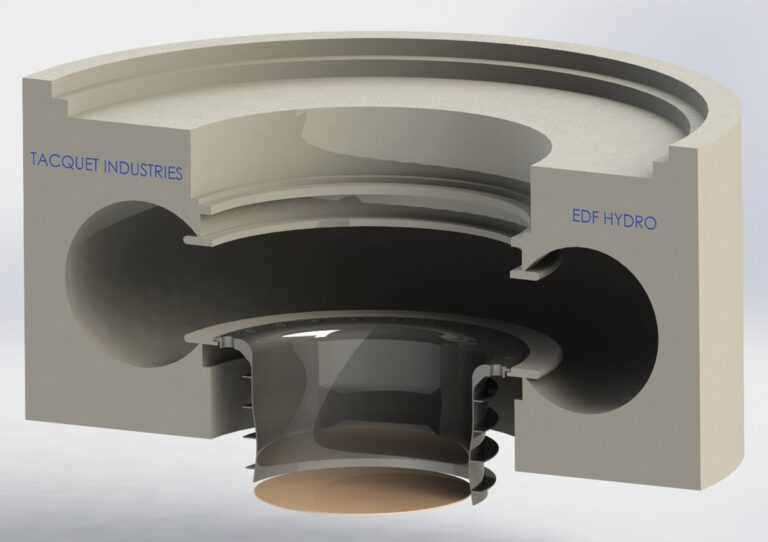
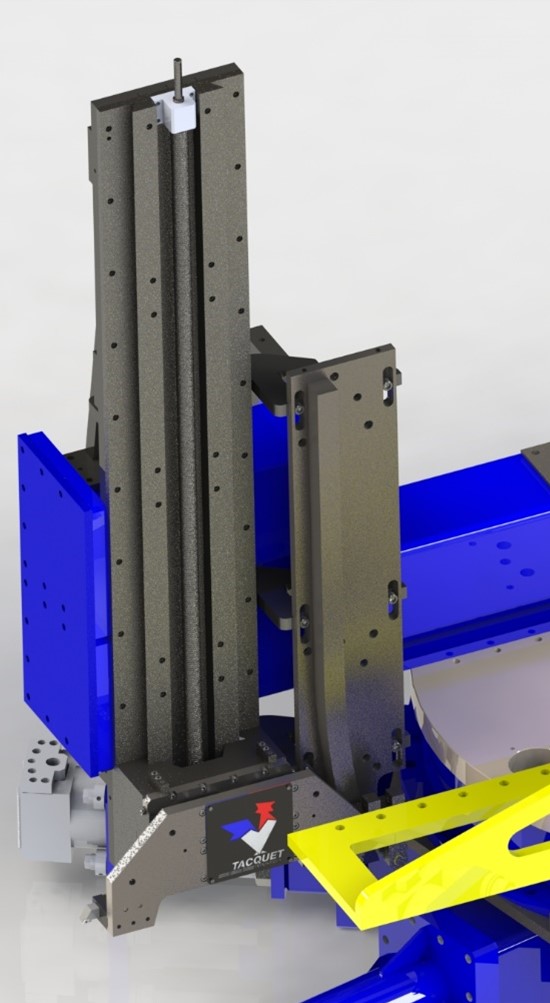
Usinage d’un manteau de roue Kaplan
Usinage d'un manteau de roue Kaplan
En ce début d’année les équipes de TACQUET INDUSTRIES se mettent en place pour l’usinage d’un manteau de roue Kaplan de Ø6686mm 💧




Usinage de manteau de roue (type Kaplan) FESSENHEIM
Centrale Hydroélectrique de Fessenheim, France
USINAGE DE MANTEAU DE ROUE
(types KAPLAN)
En janvier 2022, nous sommes intervenus sur le Groupe G4 (type Kaplan) de la Centrale Hydroélectrique de Fessenheim, en France, pour notre client EDF.
Début janvier 2024, nos équipes réalisent une opération identique sur le Groupe G3 de la Centrale.

- OBJECTIF
- TOLÉRENCES DEMANDÉES
- RÉALISATION
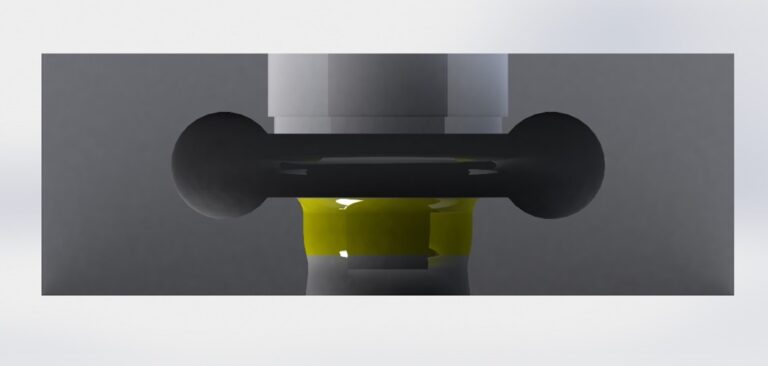
Agrandir la partie cylindrique et sphérique du manteau de roue existant de 3 mm au rayon, tout en copiant la forme déjà présente. L’usinage a dû être réalisé sur une hauteur de 1700mm.
- Côte finale du cylindre et de la sphère : Ø6686mm ± 0,1 mm au rayon
- Etat de surface : Ra 3,2
Notre intervention s’est déroulée en plusieurs étapes :
- Etape 1: Analyse du sujet dans notre Bureau d’Etude (faisabilité, modélisation 3D de la turbine, étude et calculs afin de déterminer le profil de notre élément de copiage de forme, implantation de notre machine dans l’environnement de travail 3D).
- Etape 2: Réalisation des contrôles avant-travaux (Tracker Laser) par une entreprise extérieure.
- Etape 3: Mise en place de notre machine sur site et usinage.
- Etape 4: Réalisation des contrôles après-travaux (Tracker Laser) par une entreprise extérieure.
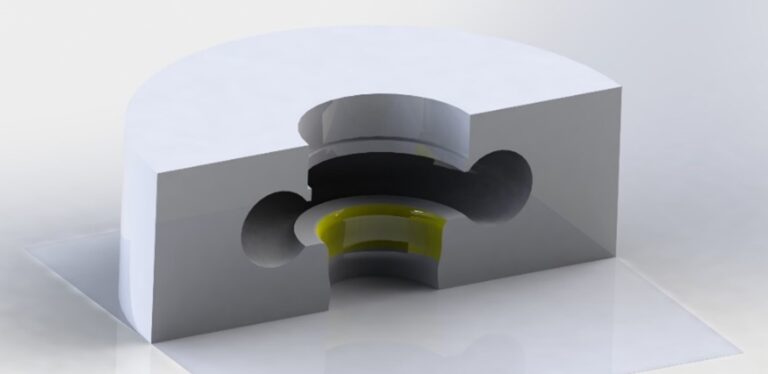
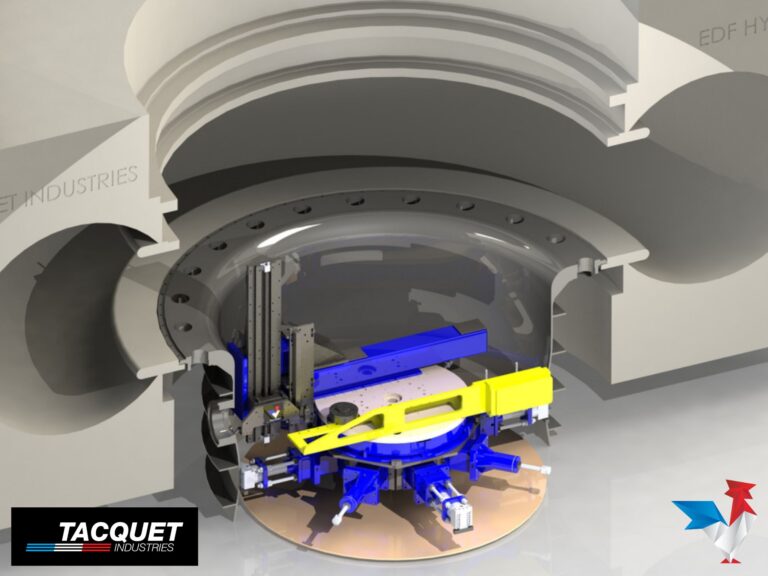
MODÉLISATION 3D
Pour la réalisation de l’usinage, la forme de la surface de copiage a été étudiée et vérifiée par calculs.
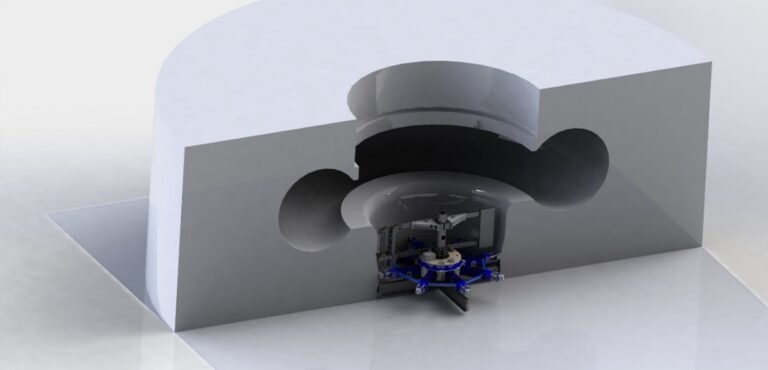
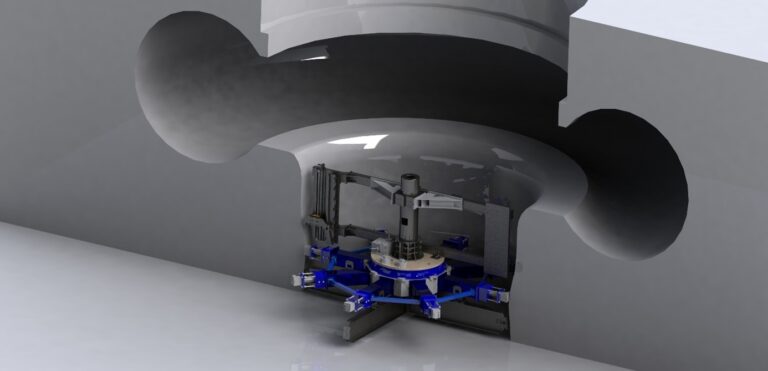
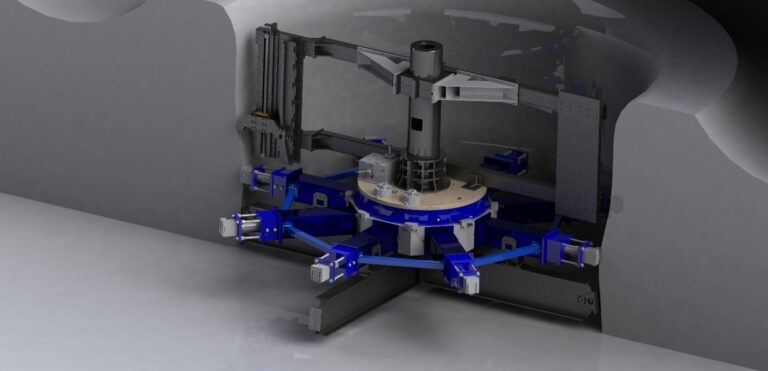
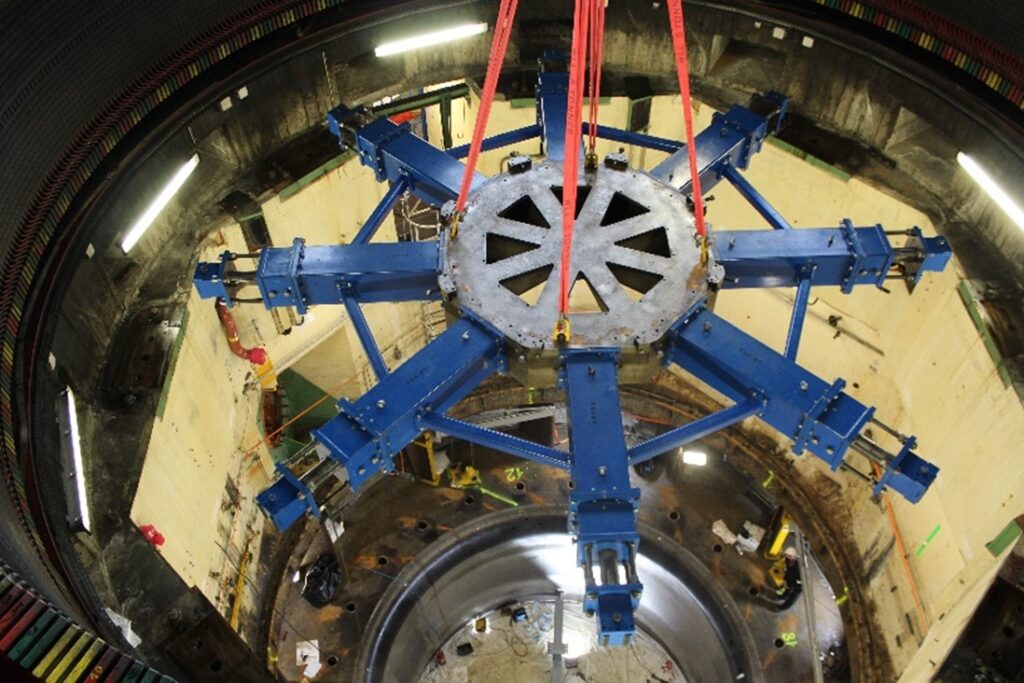
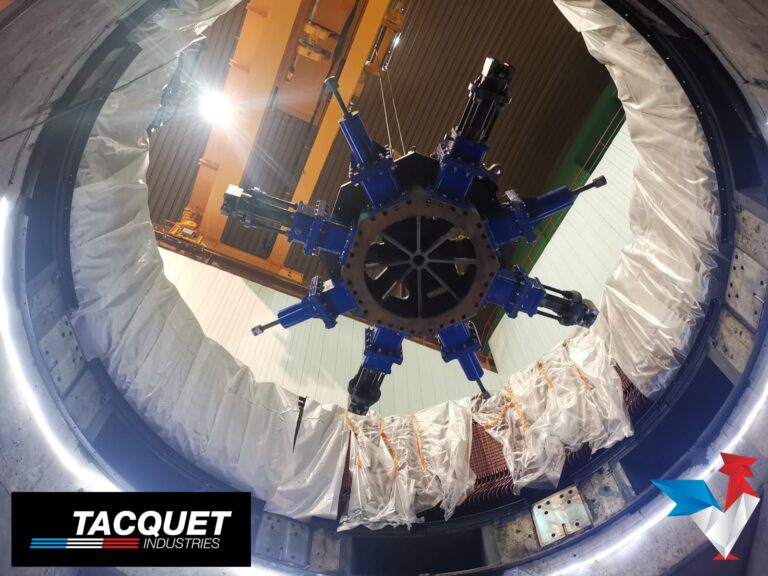
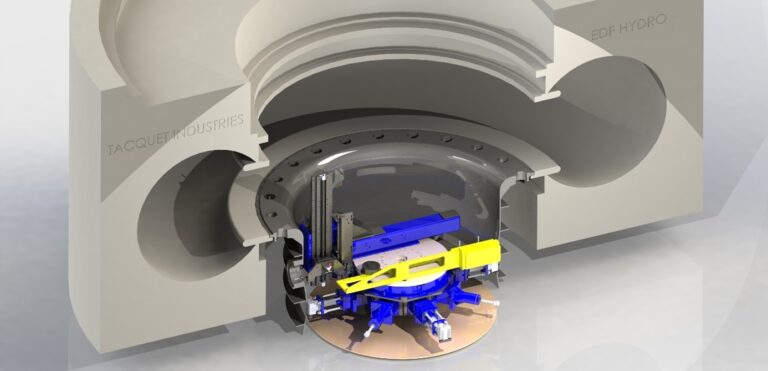
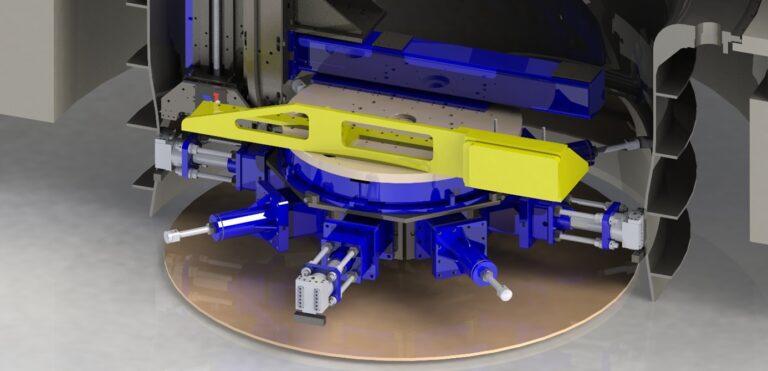
CONTRÔLE AVANT TRAVAUX & MISE EN PLACE MACHINE
Mise en place de notre machine dans la turbine et réglage avec l’assistance du Tracker Laser














Double fraisage pour ISABELLE
Double fraisage en même temps pour ISABELLE
TACQUET INDUSTRIES est actuellement sur un stator dans une centrale hydro pour l’usinage des barreaux sur 3m de haut x 50 !
La machine a été mise en place sans aucun problème grâce à notre étude d’implantation.
Les réglages ont été réalisés dans le 0.20 mm au comparateur sur l’origine, et nous avons terminé avec notre client les réglages au tracker laser pour la concentricité et le parallélisme au cylindre dans le dixième.
Actuellement le fraisage est en cours, mais gardons une super vidéo pour un futur poste 📽 …..






Préparation chantier
Préparation chantier 🚧
Coulisses des préparations de nos deux plus grosses machines d’usinage sur site
Un petit clin d’œil pour Isabelle qui reprend du service




Intervention sur stator du groupe G1 VILLARODIN
Centrale Hydroélectrique de Villarodin, France

- OBJECTIF
- TOLÉRENCES DEMANDÉES
- RÉALISATION
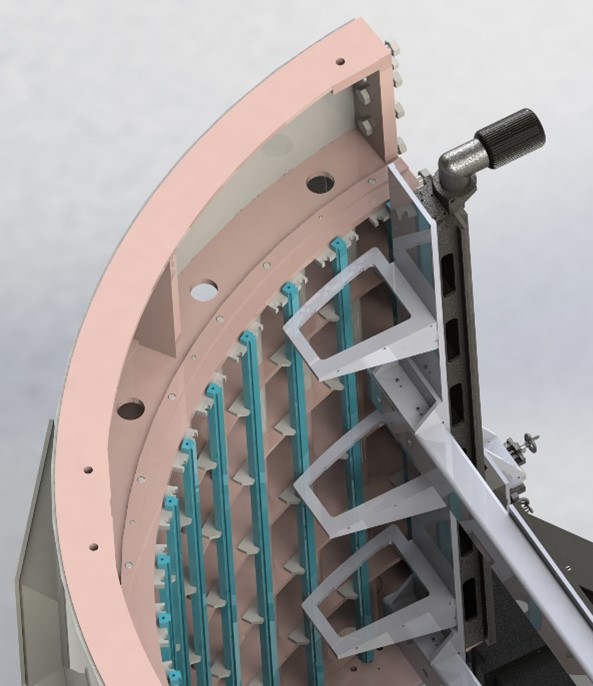
- Destruction complète des 50 barreaux de clavette par fraisage (sur 3,2 m de hauteur) en respectant une côte établie par le client par rapport à l’axe de la carcasse
- Perçage-taraudage de 800 M10 pour fixation de nouveaux barreaux
- Côte des barreaux usinées par rapport à l’axe de la carcasse : ± 0,1 mm
Notre intervention s’est déroulée en plusieurs étapes :
- Etape 1: Analyse du sujet dans notre Bureau d’Etude (faisabilité, implantation de nos machines dans l’environnement de travail 3D).
- Etape 2: Réalisation des contrôles avant-travaux (Tracker Laser) par une entreprise extérieure.
- Etape 3: Mise en place de notre machine sur site et usinage.
- Etape 4: Réalisation des contrôles après-travaux (Tracker Laser) par une entreprise extérieure.
MODÉLISATION 3D
Implantation de nos machines dans le 3D
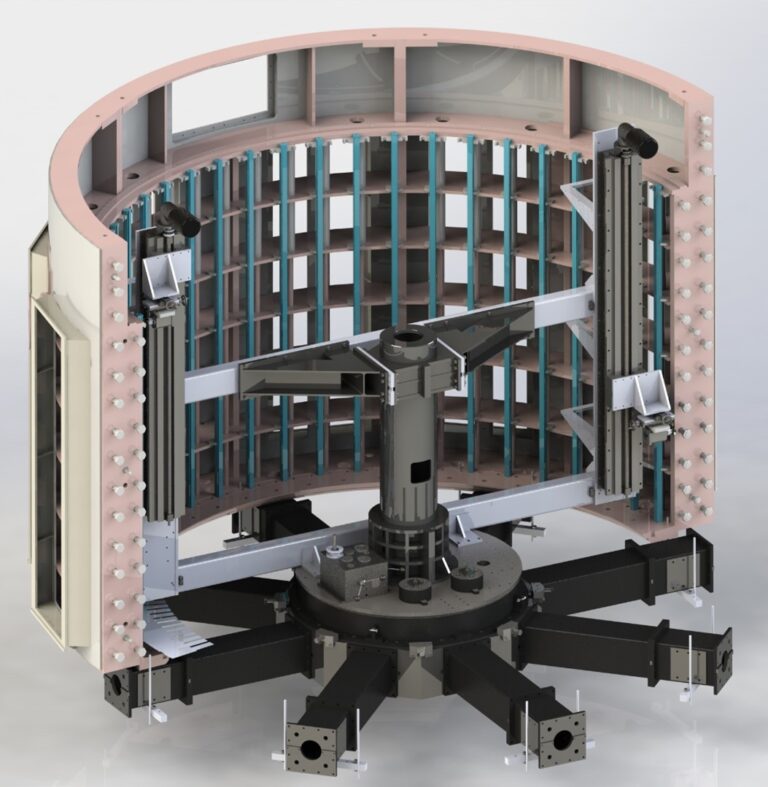


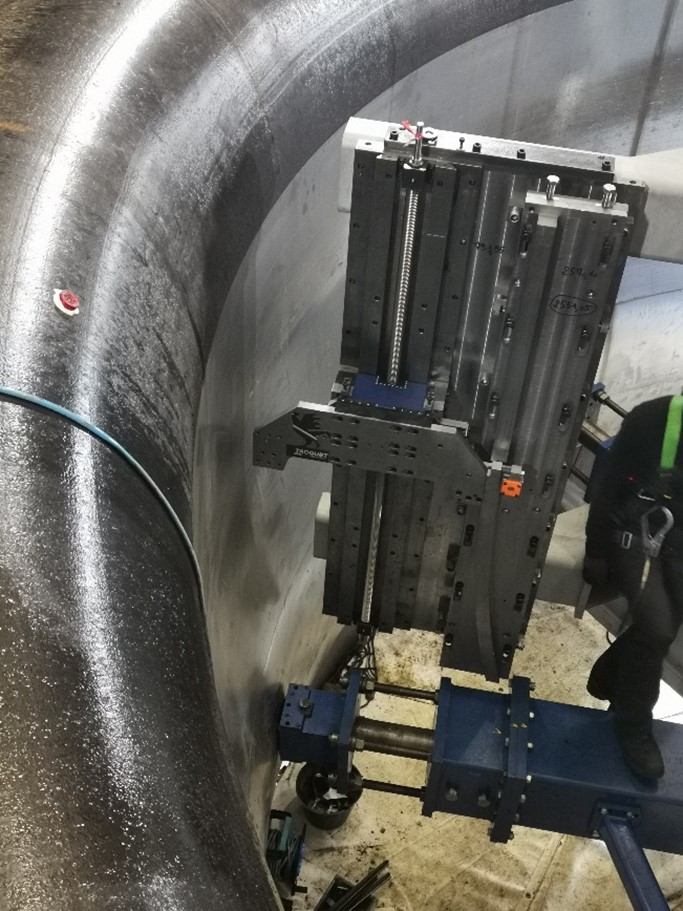
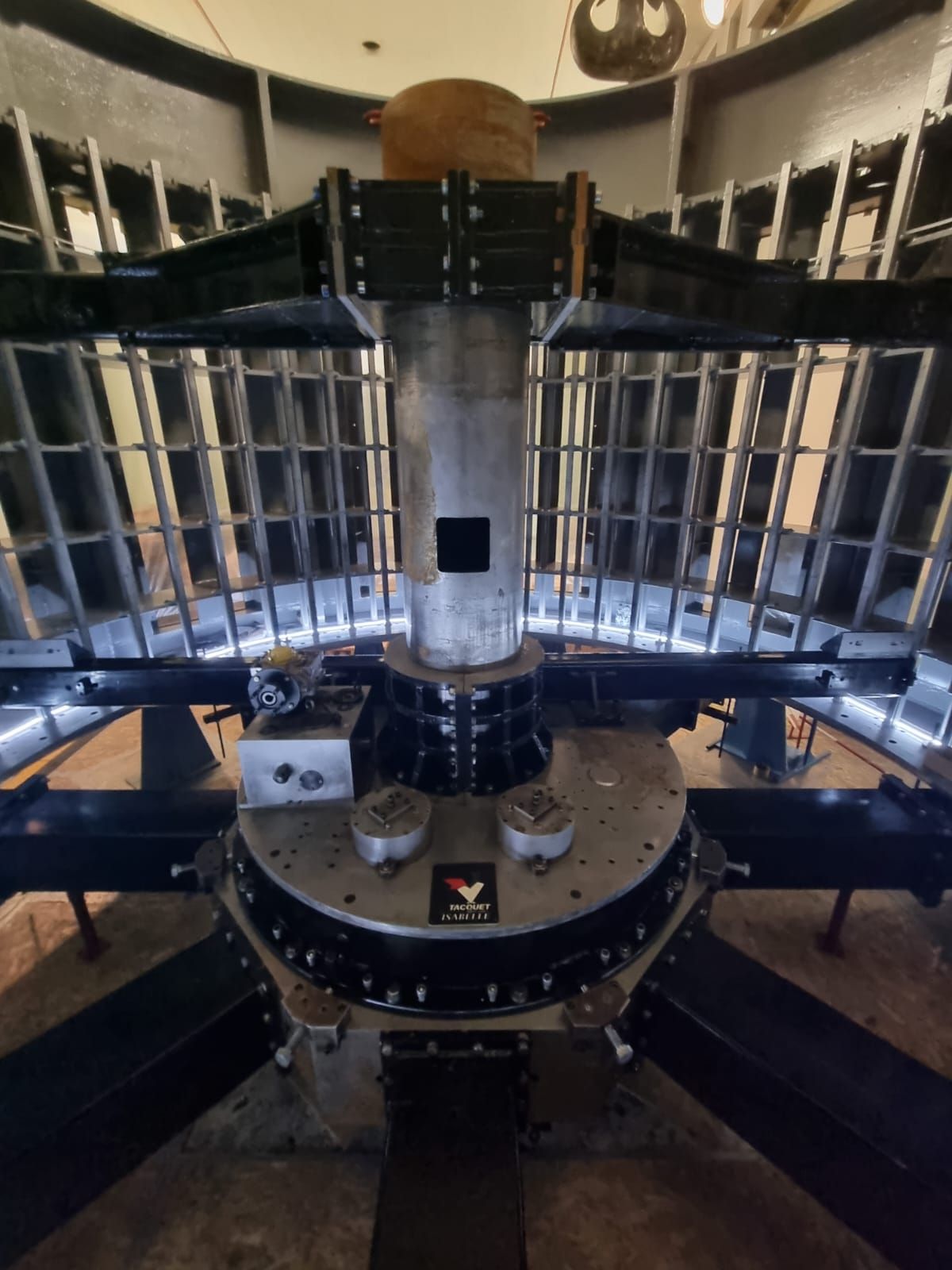
MISE EN PLACE MACHINE & USINAGE









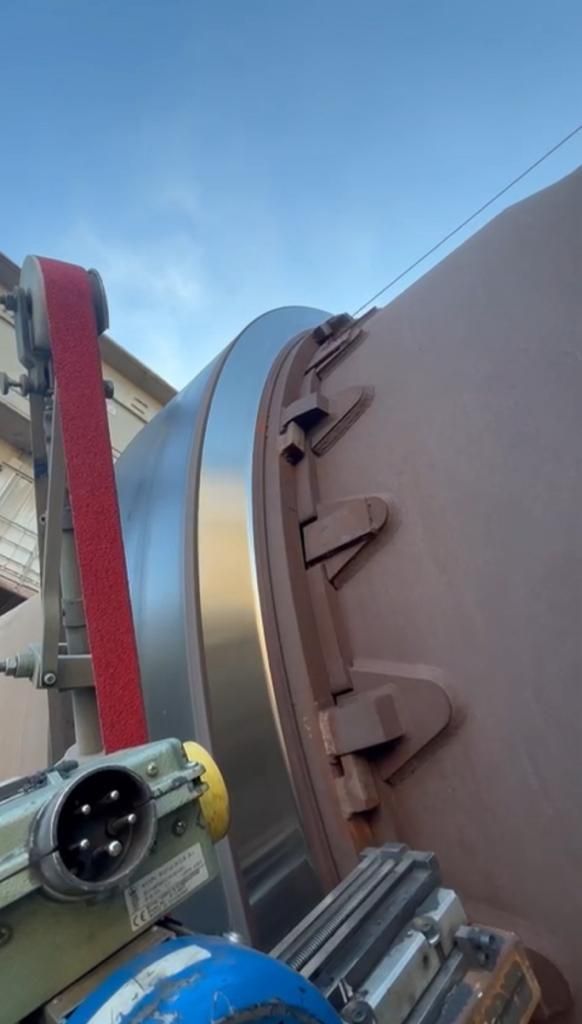
Réparation arbre turbine
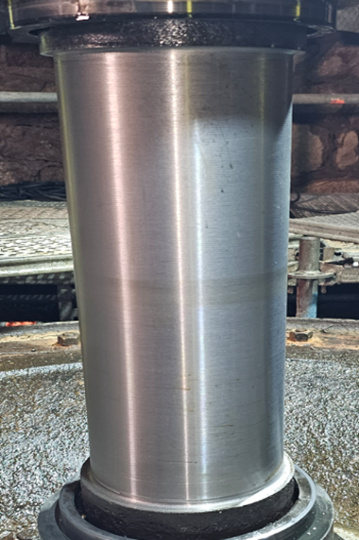
Rectification sur site d’un arbre turbine – Site hydroélectrique
Dans le cadre d’une opération de maintenance corrective, une intervention de rectification a été menée sur deux portées cylindriques d’un arbre turbine appartenant à un site hydroélectrique. Ces zones présentaient des défauts d’état de surface incompatibles avec les exigences de remontage.
L’intervention a été réalisée directement sur site, à l’aide d’un équipement de rectification par abrasif monté sur support. Cette approche a permis de corriger les irrégularités sans démontage de l’arbre, en conservant sa position et son axe.
Un réglage manuel au comparateur a permis d’assurer le positionnement de l’outil dans l’axe de la portée, garantissant une reprise précise et homogène. Le traitement par abrasif a permis d’atteindre l’état de surface requis, en respectant les tolérances dimensionnelles et géométriques attendues.
L’intervention s’est conclue par un contrôle dimensionnel des zones rectifiées, confirmant la conformité de l’arbre pour sa réutilisation.
Ce type de rectification sur site constitue une solution efficace pour restaurer des surfaces fonctionnelles, tout en limitant les immobilisations et en évitant les opérations lourdes de démontage.
Intervention en octobre 2023

Reprise manteau de roue Ø3400
𝗨𝘀𝗶𝗻𝗮𝗴𝗲 & 𝗿𝗲𝗰𝘁𝗶𝗳𝗶𝗰𝗮𝘁𝗶𝗼𝗻 𝗱𝘂 𝗳𝗹𝗮𝗻𝗰 𝗱𝗲 𝗯𝗮𝗻𝗱𝗮𝗴𝗲 Ø𝟰𝟰𝟳𝟬
Reprendre un manteau de roue Ø3400 d’une turbine Kaplan par usinage et tout ça sur site ?! Cela aussi les équipes de TACQUET INDUSTRIES savent le faire !
Si vous voulez en savoir plus, c’est par ici 👇
Durant le mois de juillet, nos équipes ont eu le privilège de pouvoir travailler sur la rénovation d’un autre groupe de centrale hydroélectrique. ♻️💧
LA MISSION : 🔍
– Reprise de la partie cylindrique et sphérique Ø3400 du manteau de roue sur une hauteur de 1m.
Tolérances demandées : 🔑
– Côte finale du diamètre du cylindre et de la sphère Ø3400
– Etat de surface : Ra 3.2 max
Machine utilisée : Aléseuse-Surfaceuse TI6500 🎯
La subtilité sur ce chantier réside dans la mise au point d’un copieur complètement mécanique permettant de suivre et de récréer la forme d’origine du manteau. Aucune CNC n’a été utilisée pour la réalisation de cette opération. 👌
Intervenir sur ce type de chantier nous permet d’améliorer nos techniques afin de pouvoir délivrer une qualité de prestation et de services optimale pour nos clients !
VERDICT : 🏆Mission réussie🏆
Cette nouvelle réussite a pu être obtenue grâce à une préparation rigoureuse en amont par notre Bureau d’Etudes ainsi que par le professionnalisme de nos techniciens sur site. 💯
Nous remercions Automated Precision Europe GmbH pour leur appui sur ce projet.
Nous remercions également notre client EDF pour sa confiance sur ce projet et particulièrement Pol Piedfer et Loic Potel pour l’organisation du chantier. 🤝



Publié le 29/08/2023

Usinage sur arbre turbine CASTETARBE
Usine de Baigts Castetarbe, France
USINAGE SUR ARBRE TURBINE
Au cours de l’année 2023, nous sommes intervenus sur un arbre turbine de la Centrale Hydroélectrique de Baigts Castetarbe, en France, pour notre client EDF.

- OBJECTIF
- TOLÉRENCES DEMANDÉES
- RÉALISATION
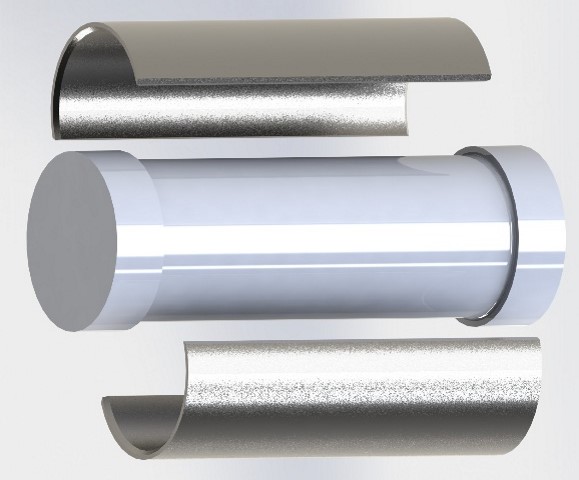
- Usinage (délardage) de l’arbre de 10mm au rayon minimum sur une longueur de 450mm
- Soudage de 2 demi-coquilles (usinées dans nos atelier) sur l’arbre par une entreprise extérieure
- Usinage des demi-coquilles soudées pour obtention du diamètre final Ø200
- Tolérance sur le diamètre Ø200 : ± 0,1 mm
- Conicité : (0 ; + 0,1 mm)
- Coaxialité : (0 ; + 0,2 mm)
- Etat de surface : Ra 1,6 (obtenu : 0,3 / 0,4)
Notre intervention s’est déroulée en plusieurs étapes :
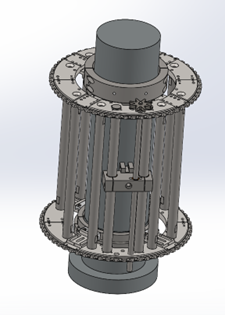
- Etape 1: Analyse du sujet dans notre Bureau d’Etude (faisabilité, modélisation 3D de l’arbre, implantation de notre machine dans l’environnement de travail 3D).
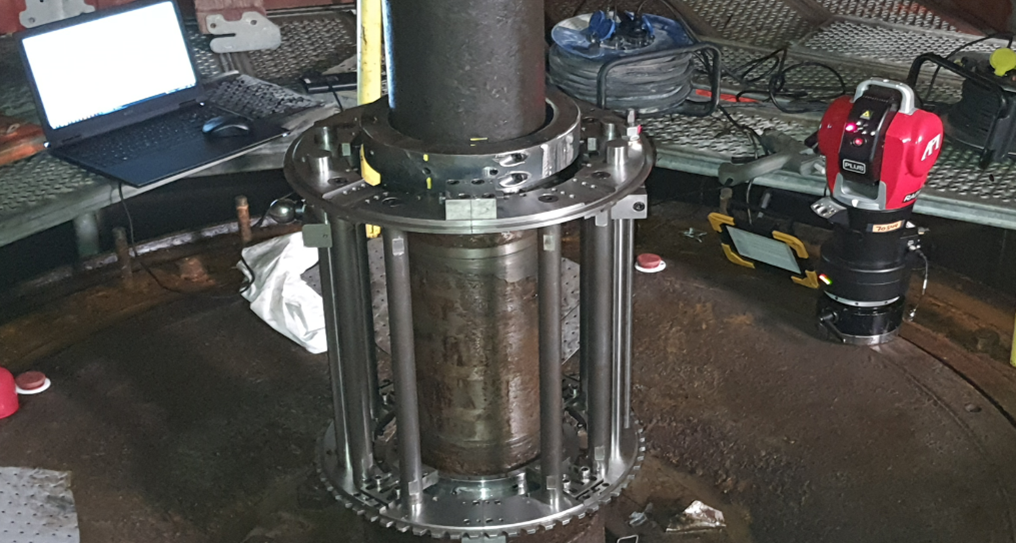
- Etape 2: Réalisation des contrôles avant-travaux (Tracker Laser) par une entreprise extérieure pour définir les origines et créer un référentiel.
- Etape 3: Mise en place de notre machine sur site et usinage.
- Etape 4: Soudure des demi-coquilles.
- Etape 5: Réalisation de contrôles (Tracker Laser) par une entreprise extérieure afin de récupérer le référentiel et régler la machine.
- Etape 6: Mise en place de notre machine sur site et usinage de finition.
- Etape 7: Réalisation des contrôles après-travaux (Tracker Laser) par une entreprise extérieure.
MODÉLISATION 3D
Modélisation 3D en suivant les plans fournis par le client

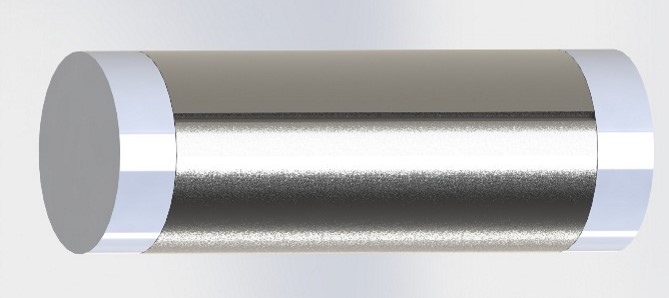
MISE EN PLACE MACHINE & USINAGE
Mise en place de notre machine, soudure des demi coquilles et usinage de finition.





APERÇU APRÈS TRAVAUX



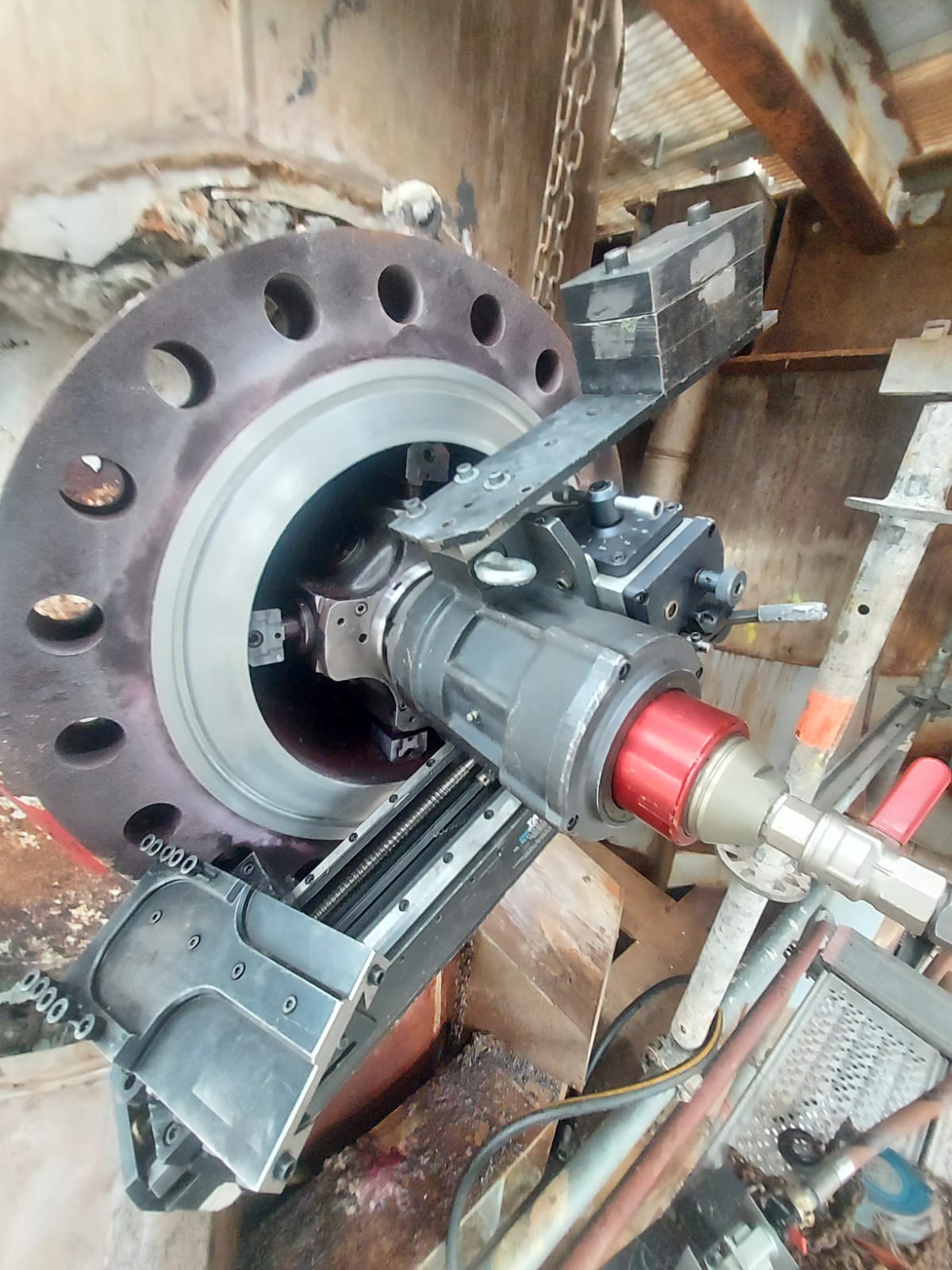
Usinage orbital
Réhabilitation d’une portée par usinage orbital
Dans le cadre d’une opération de maintenance curative sur un équipement de production hydraulique, une intervention a été menée sur une portée cylindrique endommagée, nécessitant une correction géométrique sur site.
L’opération a mobilisé une machine d’usinage orbital à axes croisés, permettant d’intervenir directement sur l’arbre, sans démontage de la structure. Après établissement d’un référentiel géométrique via laser tracker, un usinage de délardage a été réalisé, avec un enlèvement de 10 mm au rayon minimum sur une longueur de 450 mm.
Une soudure a ensuite été effectuée sur les deux chanfreins, suivie d’un usinage de finition du diamètre Ø200 mm, réalisé dans une tolérance de ±0,10 mm, par passe contrôlée.
L’ensemble de l’intervention a été mené dans un environnement contraint, avec des équipements portables et un haut niveau d’exigence en matière de précision. Des contrôles dimensionnels et visuels ont permis de valider la remise en conformité de la portée traitée.
Ce type de prestation illustre la capacité à restaurer sur site des zones fonctionnelles critiques, en réduisant les temps d’immobilisation tout en garantissant la fiabilité des assemblages mécaniques.
Intervention en août 2023

Usinage de brides Ø8700
Usinage de brides Ø8700
Usiner des brides Ø8700 sur site est impossible ?
Vous voulez en savoir plus sur le dernier chantier titanesque achevé récemment par les équipes de TACQUET INDUSTRIES ? Poursuivez la lecture nous allons tout vous dire.
Ces derniers mois nous avons eu le plaisir de pouvoir travailler sur la rénovation complète de l’unité 1 de la centrale Hydroélectrique EDF d’Ottmarsheim pour notre client Voith Hydro. ♻️💧
LA MISSION : 🔍
– Usinage de la bride et du Ø6050 H7 de la bague de fondation
– Surfaçage de la face sup de l’anneau inf (Ø6900 au Ø8700) puis usinage de la face et du diamètre Ø6900
– Surfaçage de la face inf du couvre-chef (Ø6900 au Ø8700)
– Ajouts de modifications sur les 48 pots directrices pour étanchéité (perçages-taraudages, lamages)
Tolérances demandées : 🔑
– Horizontalité et planéité des plans usinés : 0.02mm/m
– Etat de surface : Ra 6.3
– Profondeur des lamages : ± 0.1mm
– Alésages : H7
Machines utilisées : Aléseuse-Surfaceuse TI8500 / Aléseuse TU400 / Perceuse magnétique MAB485 🎯
Sur ce chantier, pour sa configuration de surfaçage maximale notre machine TI8500 atteint 10m de diamètre pour une masse de presque 20T 🤯
VERDICT : 🏆Mission réussie🏆
Ce nouveau challenge a pu être remporté grâce au travail de préparation mené par notre Bureau d’Etudes ainsi que par la qualité de travail et l’investissement de nos techniciens sur site. 💯
Nous remercions Automated Precision Europe GmbH pour leur implication sur ce projet.
Nous remercions également notre client Voith Hydro pour son professionnalisme et sa confiance sur ce projet et particulièrement Julien Lacroix, Etienne Pernot et Julia Heinisch pour l’organisation du chantier. 🤝





Publié le 07/08/2023

Rénovation de vanne TOP et VAD BORT LES ORGUES
Barrage de Bort-les-Orgues, France

- OBJECTIF
- RÉALISATION
- Rénovation des pièces fixes de vanne TOP (usinage des surfaces en RG et RD sur une hauteur de 10m, mise en place des plaques d’usures usinées dans notre atelier, contre perçage / taraudage de 100 M12 en RG et 100 M12 en RD pour la fixation de ces pièces)
- Usinage du couteau de seuil de vanne VAD pour réaliser l’étanchéité
Notre intervention s’est déroulée en plusieurs étapes :
- Etape 1: Analyse du sujet dans notre Bureau d’Etude (faisabilité, modélisation 3D de l’environnement de la vanne TOP, implantation de nos machines dans l’environnement de travail 3D pour les différentes opérations).
- Etape 2: Mise en place de nos machines sur site et usinage.
MODÉLISATION 3D
Modélisation 3D de l’environnement des vannes en suivant les plans d’origines fournis par le client


MISE EN PLACE MACHINE ET USINAGE





Usinage du manteau de roue après rechargement (type Kaplan) VILLEREST
Centrale Hydroélectrique de Villerest, France

- OBJECTIF
- TOLÉRENCES DEMANDÉES
- RÉALISATION
Réusiner la partie cylindrique et sphérique du manteau de roue existant après rechargement afin de revenir à la forme et aux côtes d’origine. La portion à reprendre s’étendait sur une hauteur d’environ 1000mm.
- Côte finale du cylindre et de la sphère : Ø3400mm
- Etat de surface : Ra 3,2
Notre intervention s’est déroulée en plusieurs étapes :
- Etape 1: Analyse du sujet dans notre Bureau d’Etude (faisabilité, modélisation 3D de la turbine, étude et calculs afin de déterminer le profil de notre élément de copiage de forme, implantation de notre machine dans l’environnement de travail 3D).
- Etape 2: Réalisation des contrôles avant-travaux (Tracker Laser) par une entreprise extérieure.
- Etape 3: Mise en place de notre machine sur site et usinage.
- Etape 4: Réalisation des contrôles après-travaux (Tracker Laser) par une entreprise extérieure.
L’intervention réalisée est identique à celle du manteau de roue de Fessenheim, mais sur un diamètre plus petit. Une machine plus petite a donc été utilisée pour cette opération.
MODÉLISATION 3D
Pour la réalisation de l’usinage, la forme de la surface de copiage a été étudiée et vérifiée par calculs.
CONTRÔLE AVANT TRAVAUX & MISE EN PLACE MACHINE
Mise en place de notre machine dans la turbine et réglage avec l’assistance du Tracker Laser.