Une série d’interventions de métrologie a été menée sur un arbre de concasseur, dans le cadre d’un suivi complet avant et après usinage de reprise. Ces opérations ont été réalisées sur site, avec pour objectif de relever l’état géométrique initial de la pièce, de procéder à l’usinage ciblé, puis de valider les dimensions finales.
Les mesures ont été effectuées à l’aide d’un laser tracker, selon un référentiel adapté à la géométrie cylindrique de l’arbre. Les conditions thermiques ont été prises en compte, avec correction des valeurs à une température de référence standard. Un logiciel de métrologie spécialisé a permis de piloter les mesures et d’optimiser le traitement des données.
L’intervention a couvert différentes étapes :
Contrôle initial des cylindres, distinguant les zones déjà reprises et celles encore brutes,
Réglage de l’équipement d’usinage, notamment via la mise en place d’une bague support pour les patins de machine,
Usinage orbital de la surface cible,
Et enfin, contrôle géométrique final pour validation.
Cette approche complète a permis d’assurer une remise en état conforme aux exigences, en apportant une traçabilité dimensionnelle rigoureuse avant, pendant et après intervention.
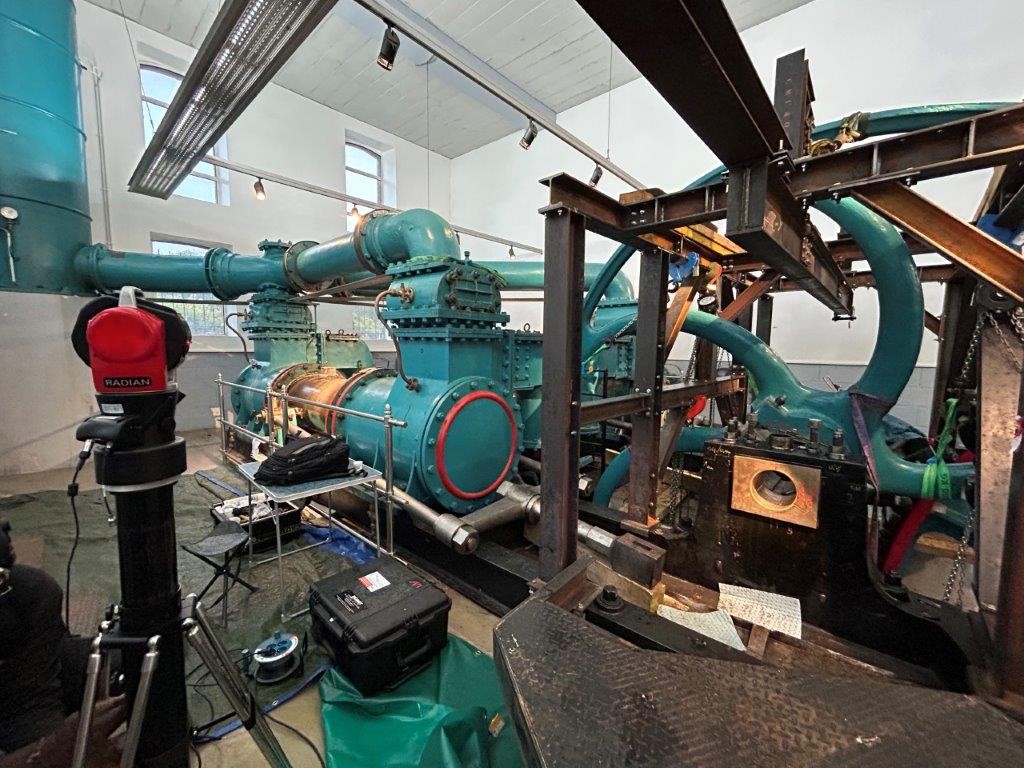
Une intervention de métrologie a été réalisée sur deux faisceaux mécaniques, l’un d’origine et l’autre nouvellement fabriqué, dans le but de procéder à un contrôle dimensionnel comparatif. Cette opération visait à vérifier la conformité géométrique du nouveau composant par rapport à la pièce initiale.
Les mesures ont été effectuées sur site à l’aide d’un laser tracker, avec la mise en place de référentiels globaux et locaux. Cette approche a permis d’analyser avec précision à la fois la structure générale des pièces et l’implantation des éléments de connexion (brides, tubes).
L’analyse a mis en évidence certaines différences de géométrie entre les deux pièces, notamment sur les positions relatives des brides et la longueur globale du faisceau. Ces écarts ont été interprétés dans le contexte des tolérances attendues et de la compatibilité fonctionnelle.
L’ensemble de la campagne a permis de valider la géométrie globale du nouveau faisceau, tout en assurant sa cohérence avec l’environnement d’assemblage prévu.
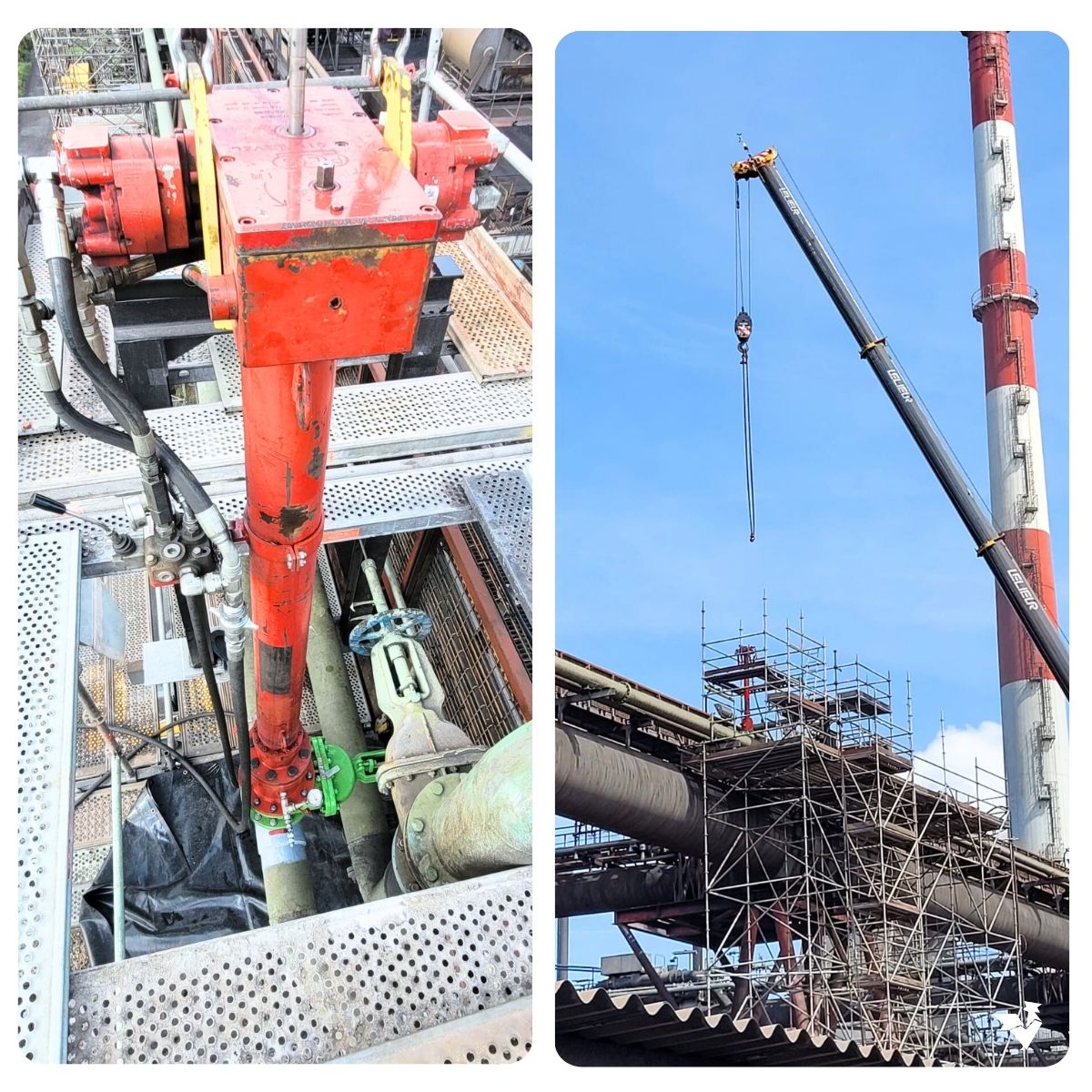
Réalisation de 10 piquages en charge sur réseau d’eau ammoniacale
Dans le cadre d’une opération technique d’envergure, nos équipes sont intervenues sur un réseau d’eau ammoniacale pour la réalisation de 10 piquages en charge, sur des collecteurs allant du DN200 au DN500. L’ensemble des travaux a été mené dans un environnement exigeant, sous pression et à température contrôlée, avec un haut niveau de rigueur et de sécurité.
Nous avons assuré la fourniture des fittings avec note de calcul, contrôles CND, joints et boulonnerie, conformément au cahier des charges. Les piquages ont été répartis comme suit :
2 piquages DN200 sur collecteur DN200,
2 piquages DN300 sur collecteur DN300,
2 piquages DN300 sur collecteur DN400,
4 piquages DN350 sur collecteur DN500.
Chaque perçage a été précédé d’un test d’étanchéité à l’azote afin de garantir la fiabilité de l’ensemble. Nos machines ont ensuite été installées sur les vannes à passage intégral, pour un perçage sous pression parfaitement maîtrisé.
Cette opération, intégrant des contraintes d’accès, de manutention lourde et d’environnement sensible (eau ammoniacale à 68–75 °C sous 4 à 6,5 bar), démontre notre capacité à intervenir avec efficacité sur des installations industrielles complexes, dans le respect strict des exigences techniques et sécuritaires du client.
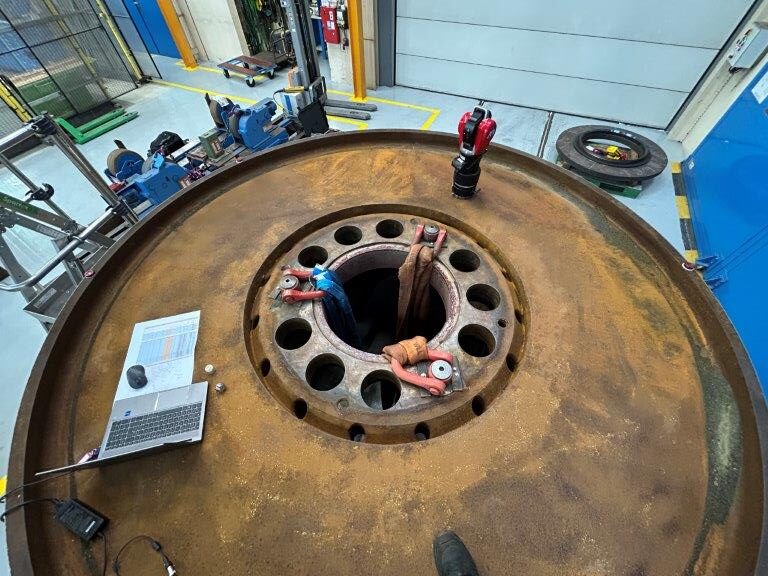
Dans le cadre d’une intervention sur site, un contrôle métrologique complet a été réalisé sur deux platines d’un réducteur (côté alternateur et côté turbine) dans l’environnement industriel de l’unité Veolia Valbom à Bègles.
L’objectif de cette opération était de vérifier les défauts de planéité des platines dans leur position d’origine, d’en relever les altitudes, et de procéder aux ajustements nécessaires par usinage. L’intervention s’est déroulée en plusieurs étapes : mesures initiales, phase de réglage mécanique (bras de fraisage), et contrôles finaux après usinage.
Les relevés ont été réalisés à l’aide d’un laser tracker de haute précision, avec des corrections appliquées pour tenir compte des conditions thermiques du site. Les surfaces ont été contrôlées selon un référentiel défini, assurant la cohérence de l’ensemble des mesures.
Après les phases d’analyse et de réglage, les valeurs nécessaires ont été transmises aux équipes d’usinage, qui ont opéré les ajustements conformément aux spécifications demandées. La géométrie des pièces a été vérifiée à nouveau après intervention, confirmant une exécution conforme.
Ce type de prestation s’inscrit dans une démarche de fiabilisation des interfaces mécaniques, en garantissant des assemblages précis, optimisés pour la tenue en service.
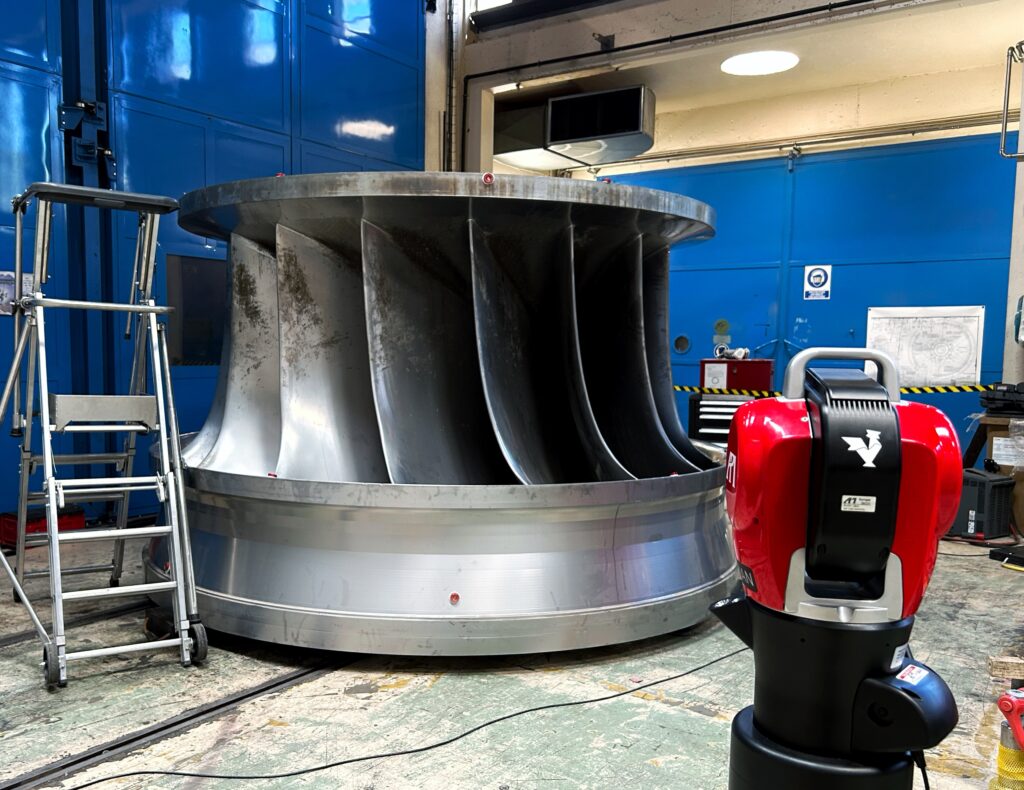
Une intervention de métrologie a été réalisée sur le rotor, dans le cadre d’un réglage géométrique sur site. L’objectif principal était de contrôler les dimensions clés de l’ensemble et de vérifier l’alignement des pôles.
Les mesures ont été effectuées à l’aide d’un laser tracker, avec un référentiel construit autour de l’axe de rotation, en prenant pour origine la soie de l’arbre. Ce cadre de référence a permis d’analyser avec précision les caractéristiques géométriques du rotor, incluant les profils, les alignements et les relations entre les différentes sections.
Chaque pôle a été contrôlé selon trois hauteurs afin d’évaluer la régularité du positionnement et de valider l’homogénéité des rayons. Ce travail a permis d’assurer un réglage précis de l’ensemble, en cohérence avec les attentes de l’installation.
Les vérifications réalisées ont permis de valider la conformité géométrique de l’équipement. Le rotor a ainsi pu être réglé et finalisé dans de bonnes conditions à l’issue de l’intervention.