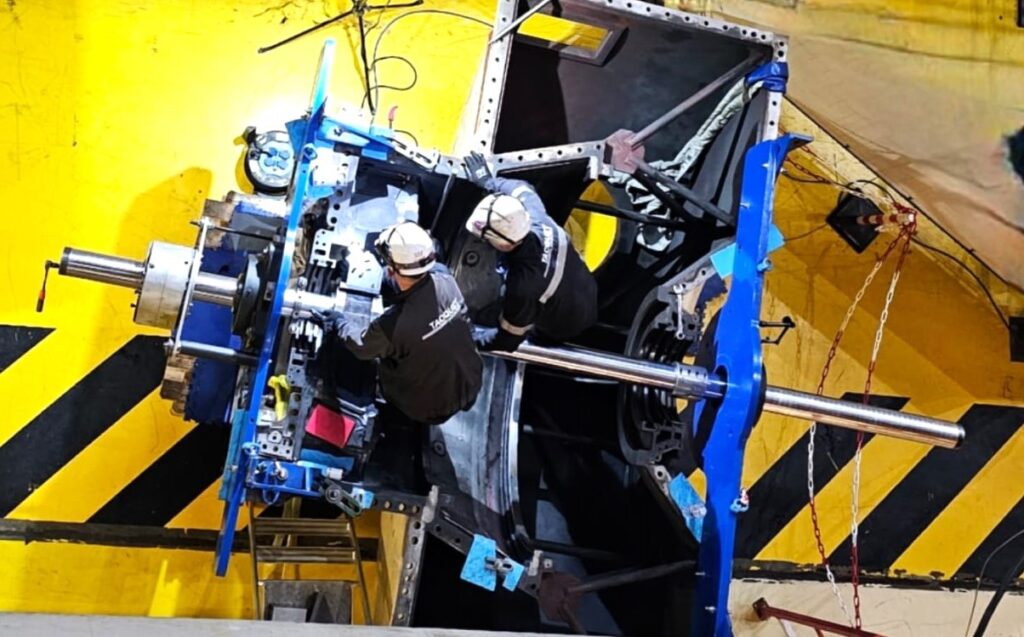
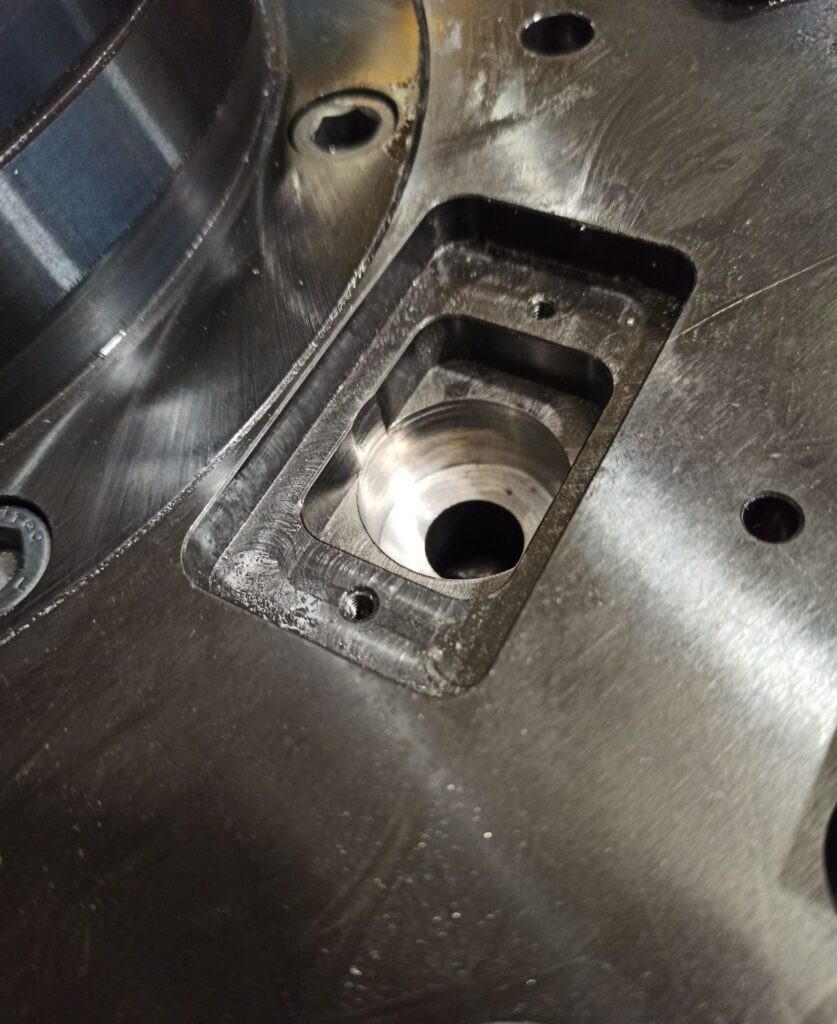
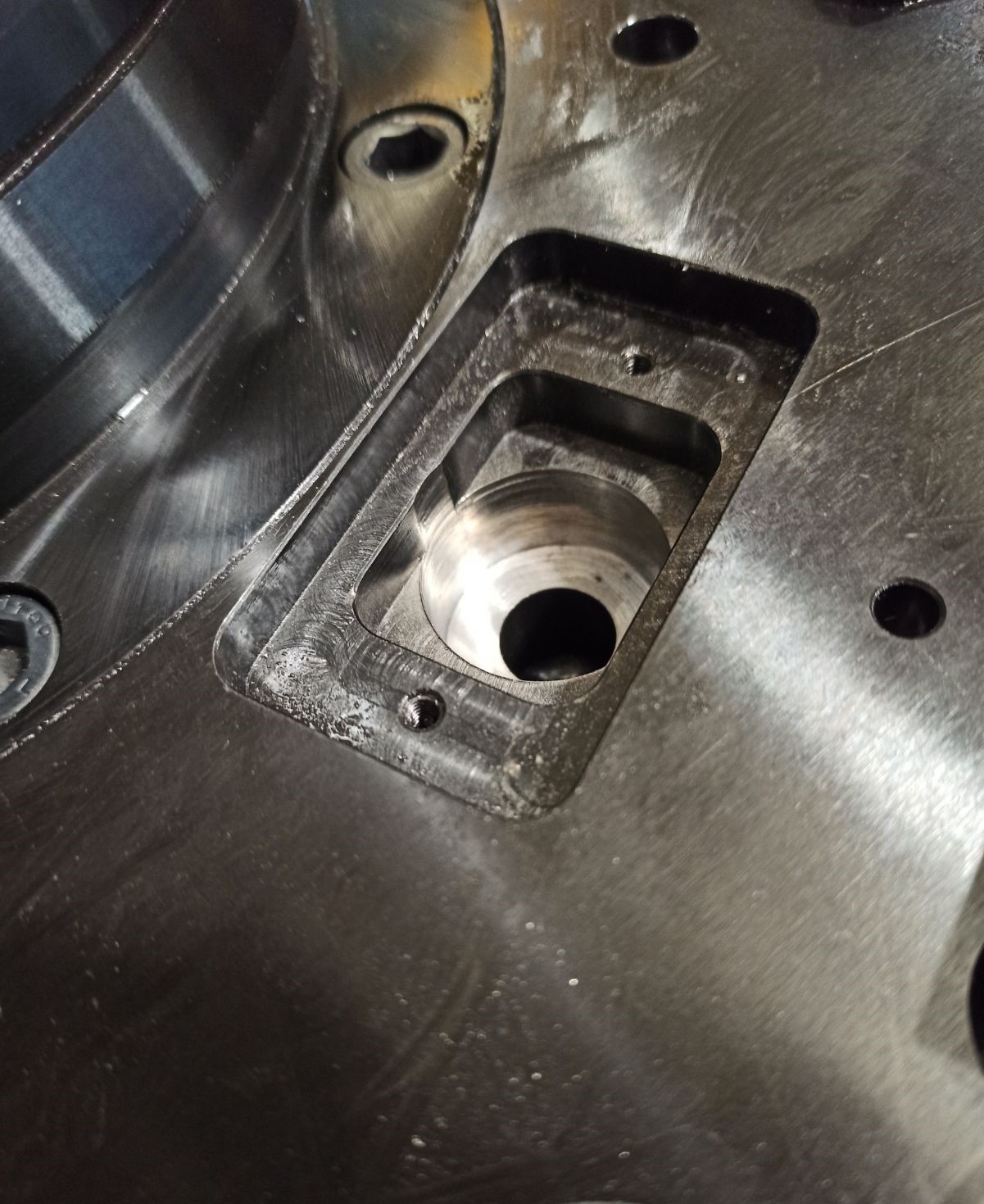
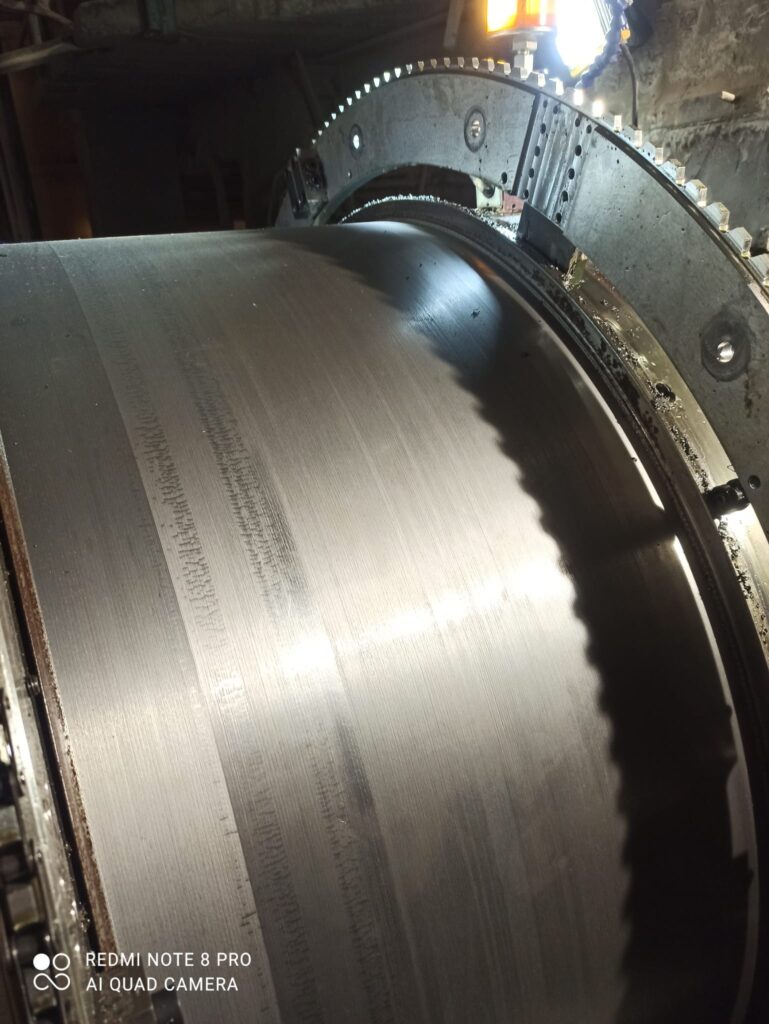
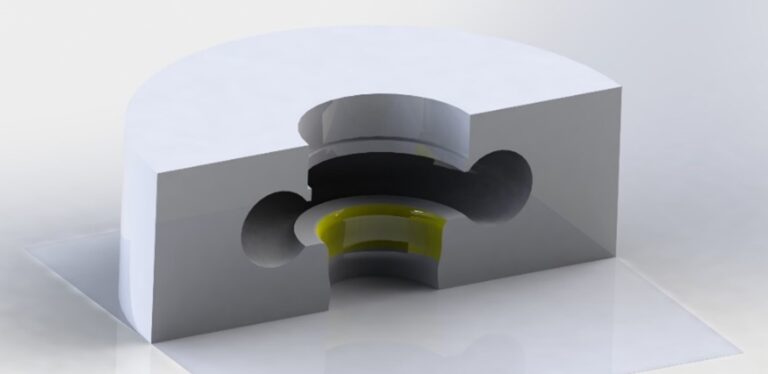
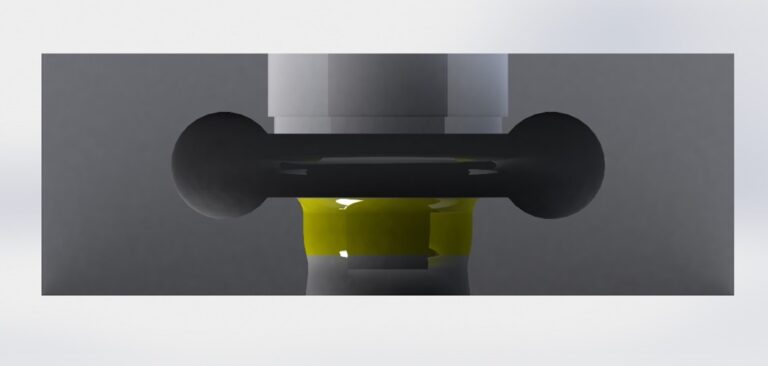
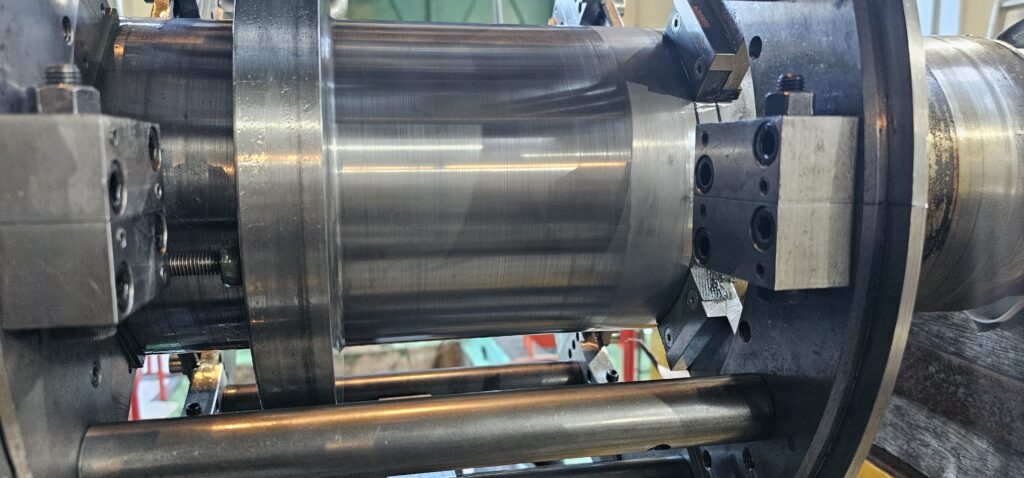
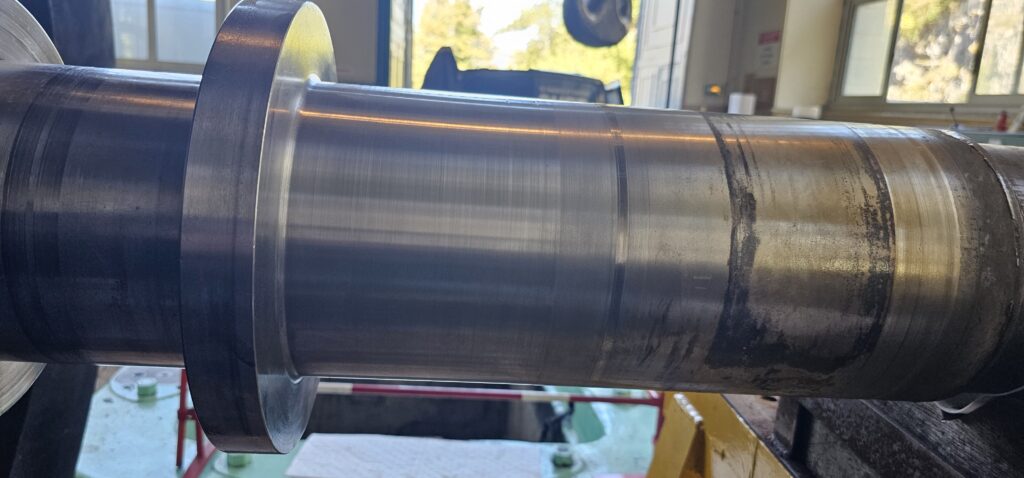
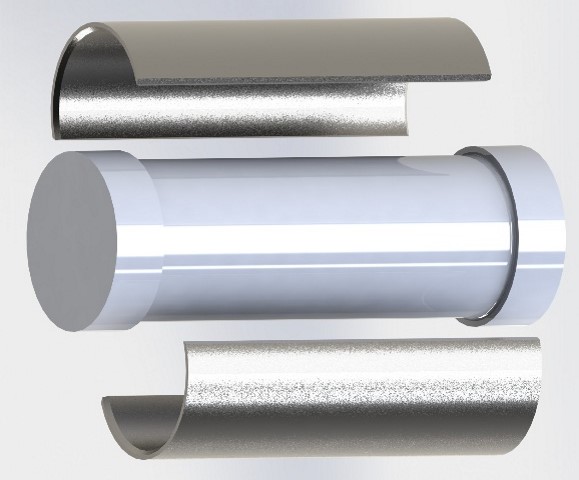
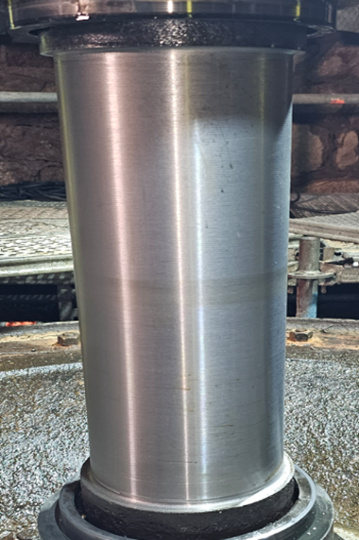
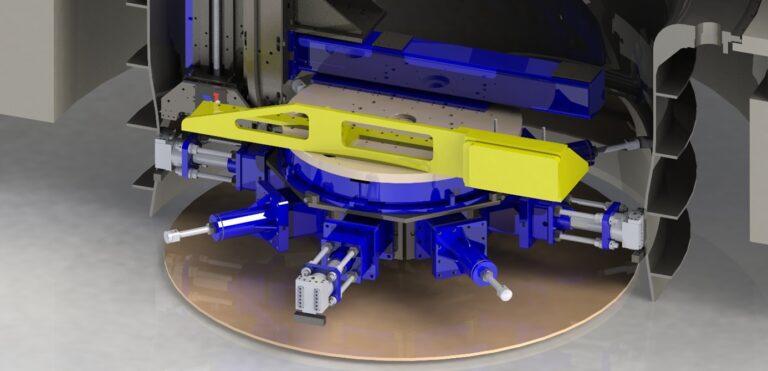
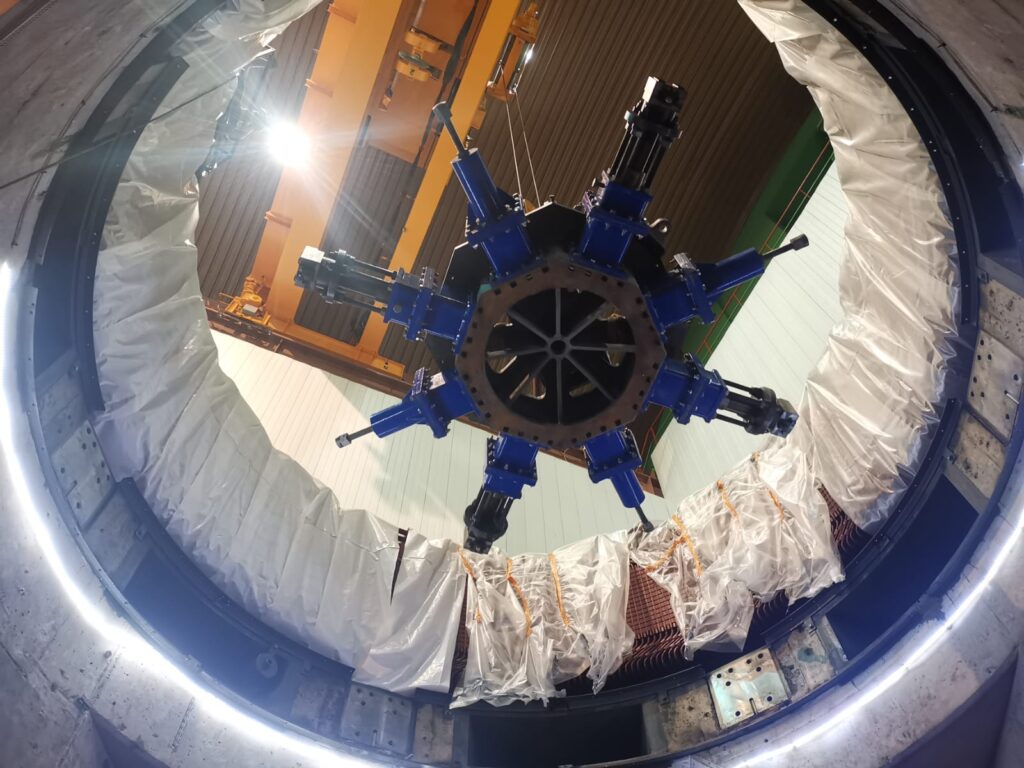
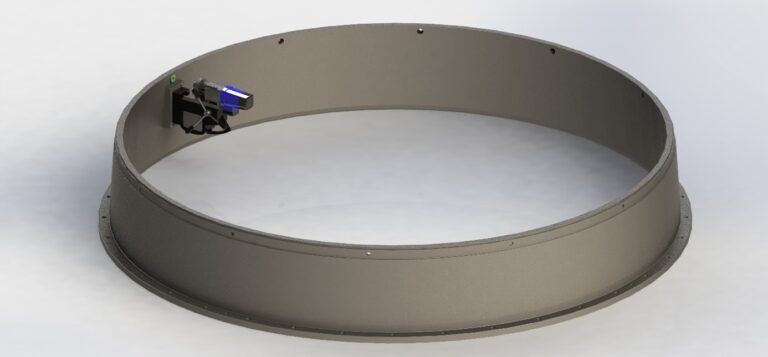
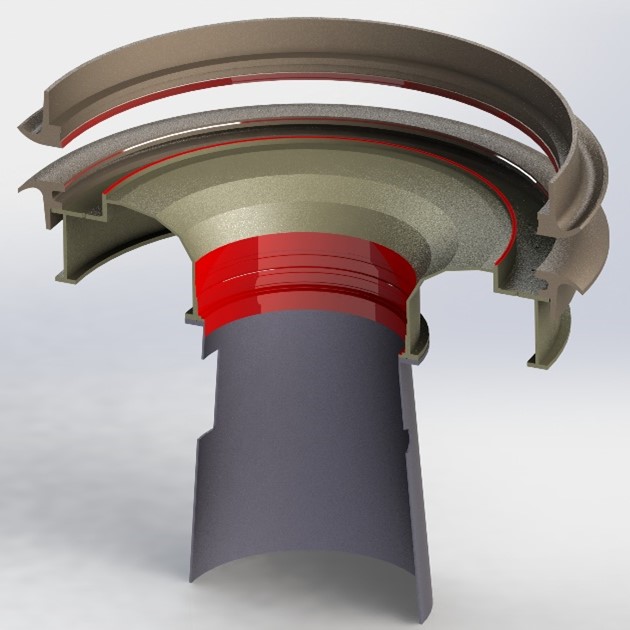
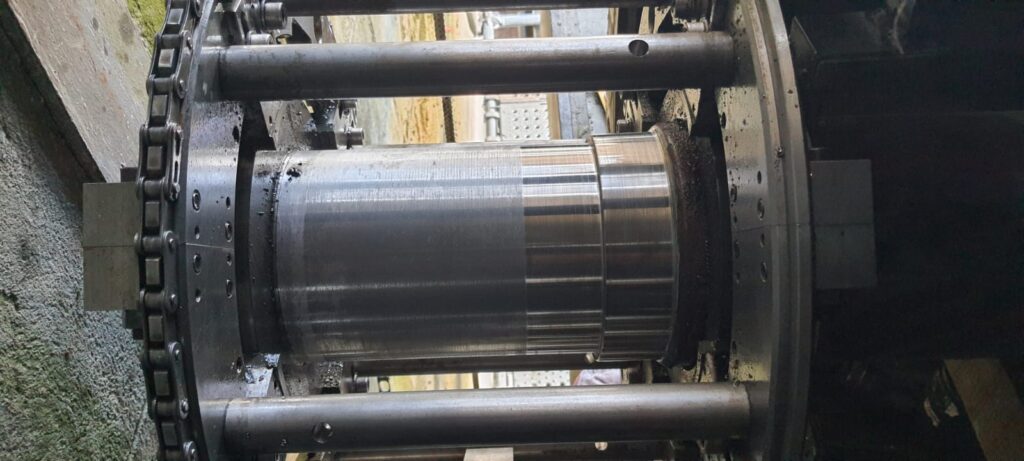
Réusiner la partie cylindrique et sphérique du manteau de roue existant après rechargement afin de revenir à la forme et aux côtes d’origine. La portion à reprendre s’étendait sur une hauteur d’environ 1000mm.
Notre intervention s’est déroulée en plusieurs étapes :
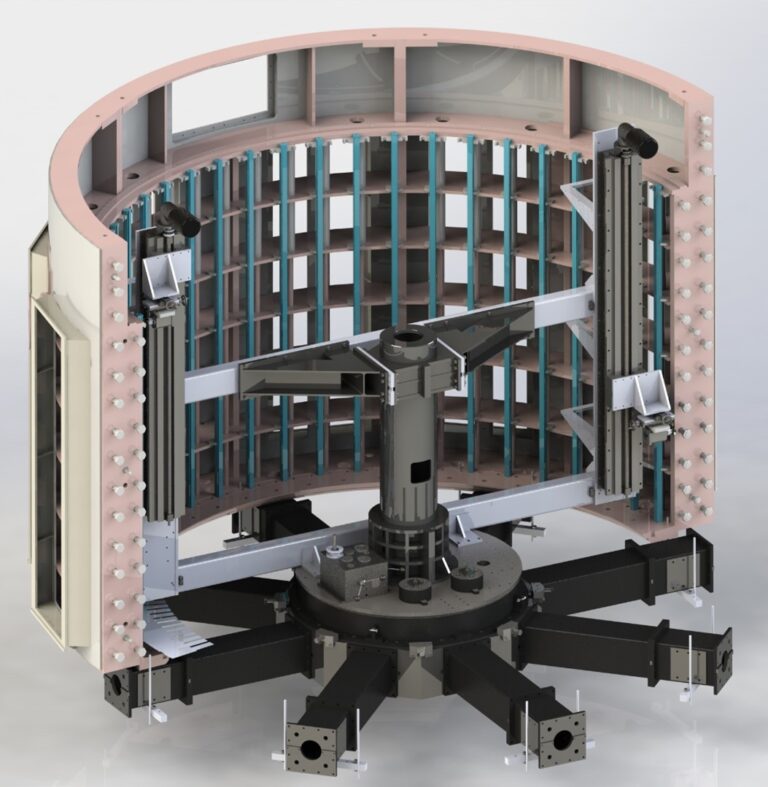
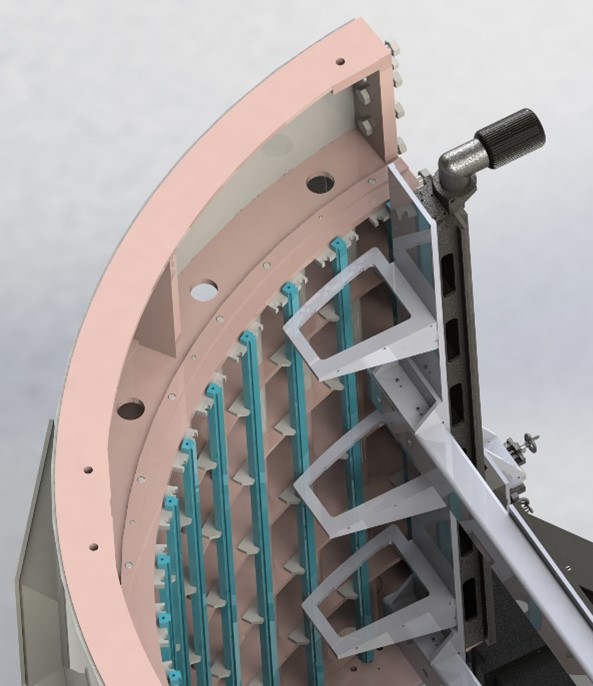
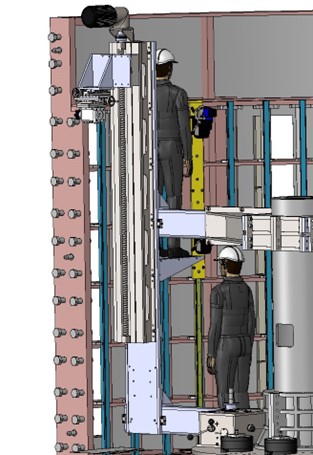
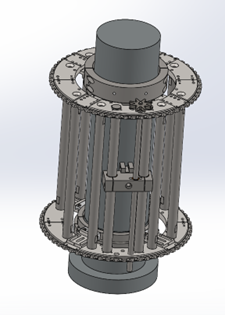
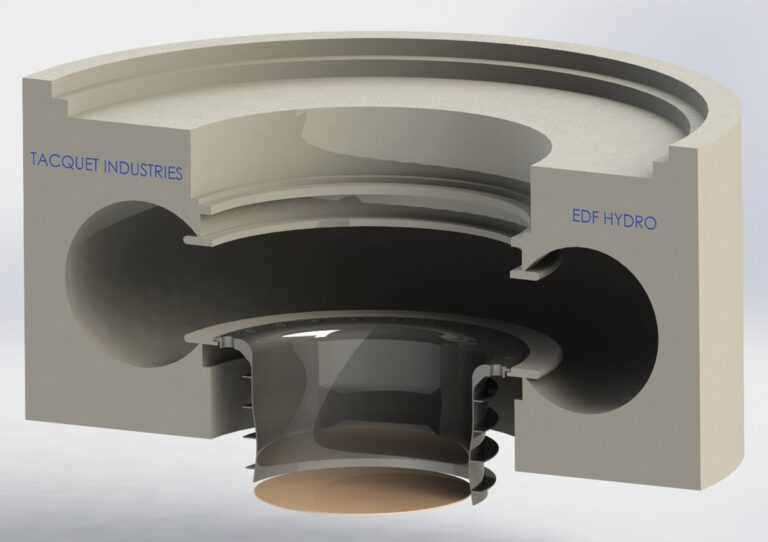
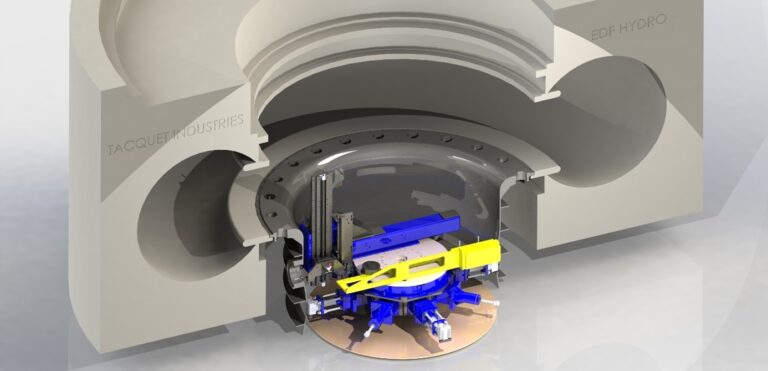
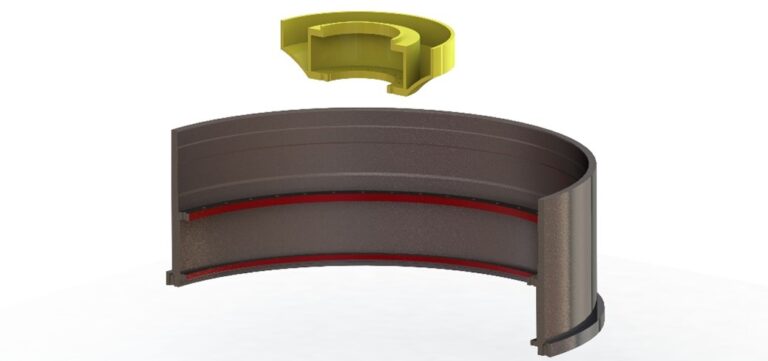
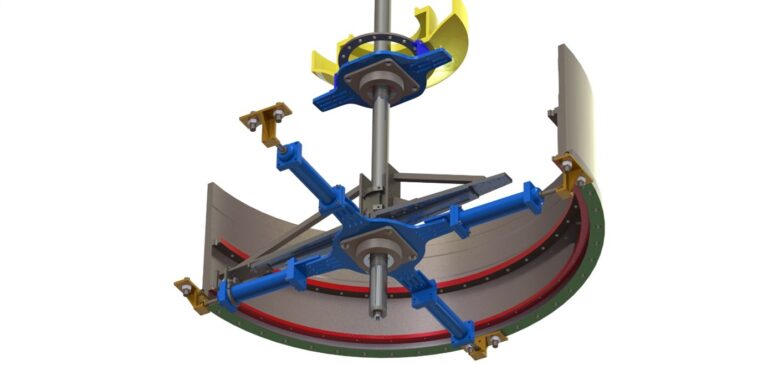
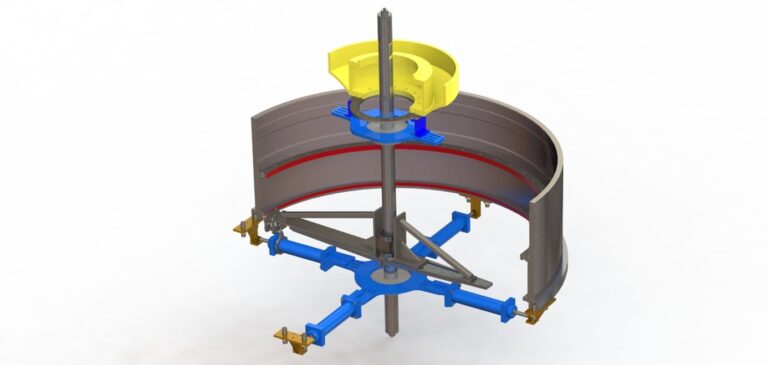
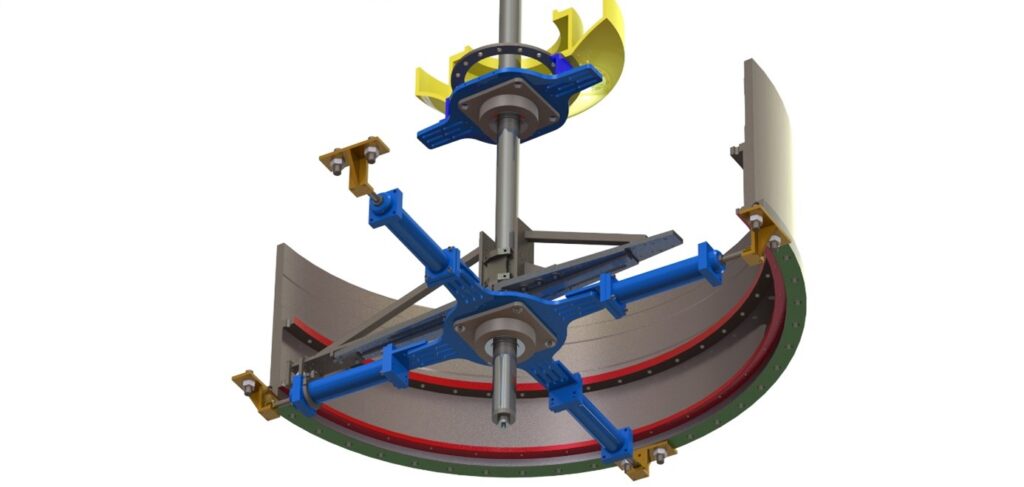
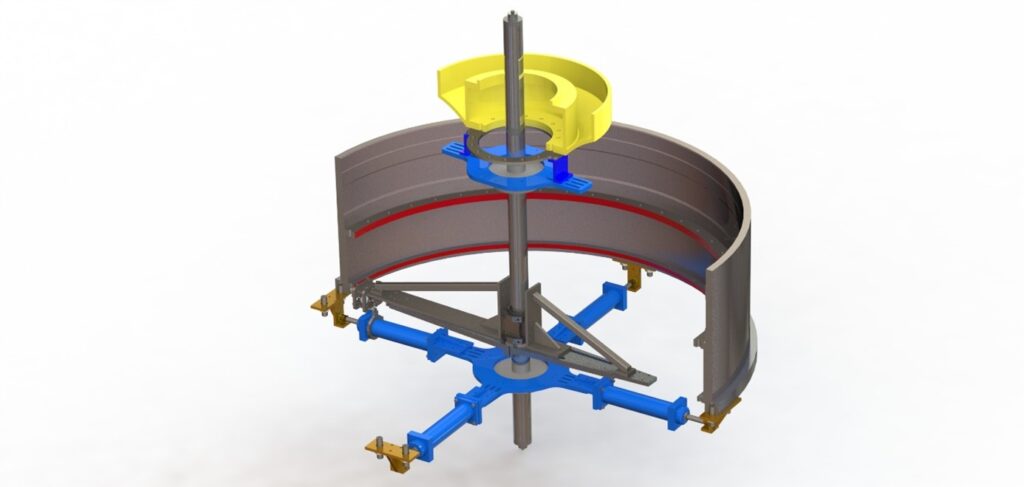
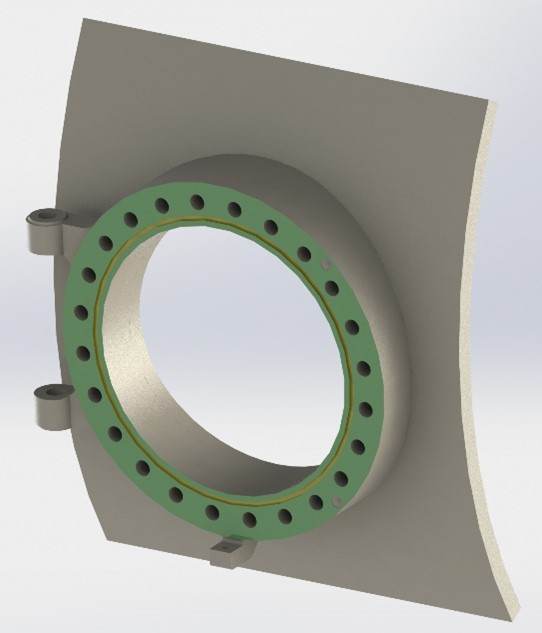
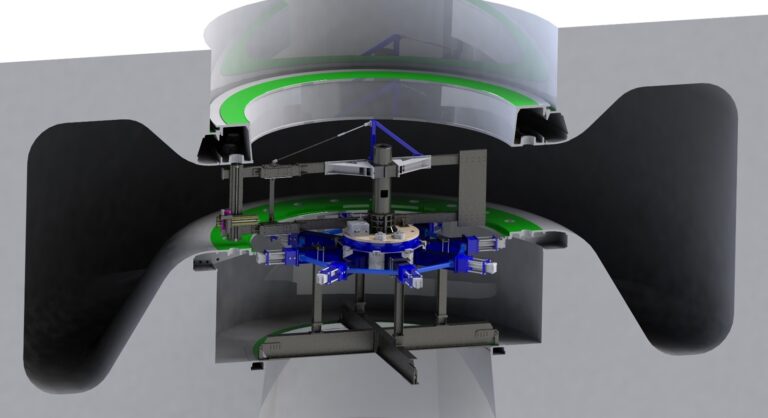
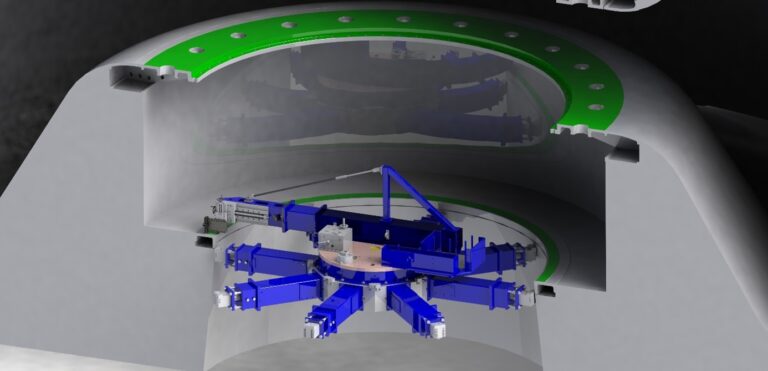
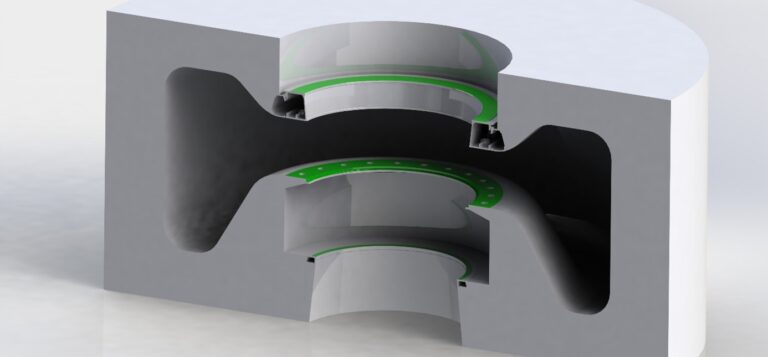
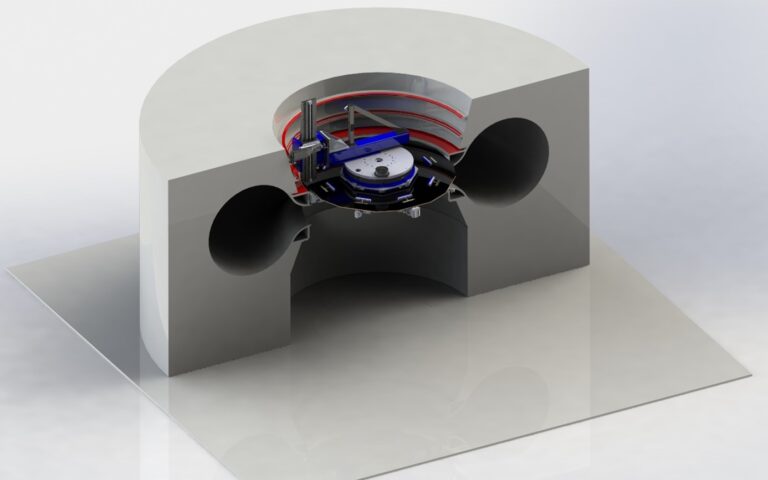
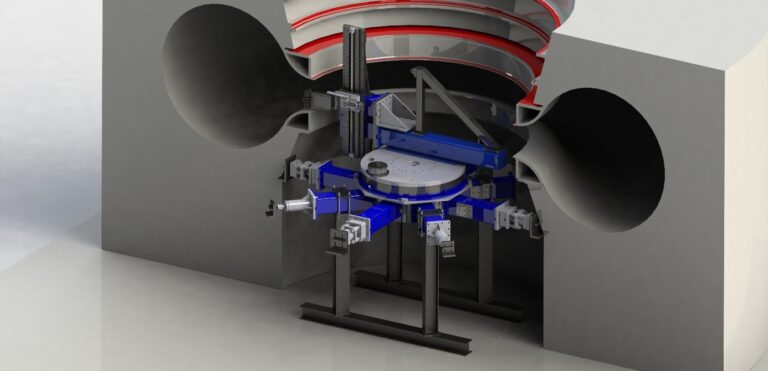
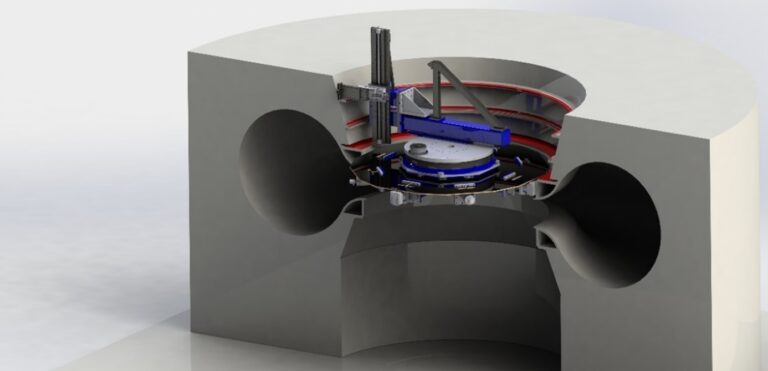
- Etape 1: Analyse du sujet dans notre Bureau d’Etude (faisabilité, modélisation 3D de la turbine, étude et calculs afin de déterminer le profil de notre élément de copiage de forme, implantation de notre machine dans l’environnement de travail 3D).
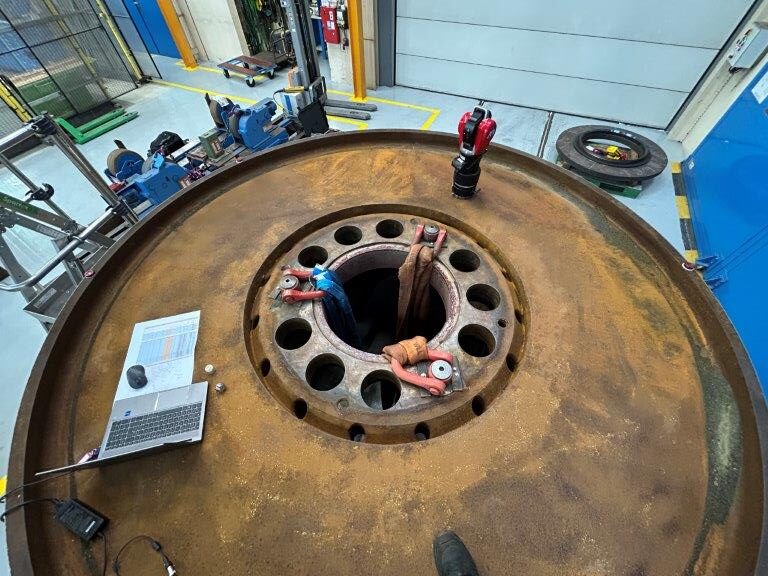
- Etape 2: Réalisation des contrôles avant-travaux (Tracker Laser) par une entreprise extérieure.
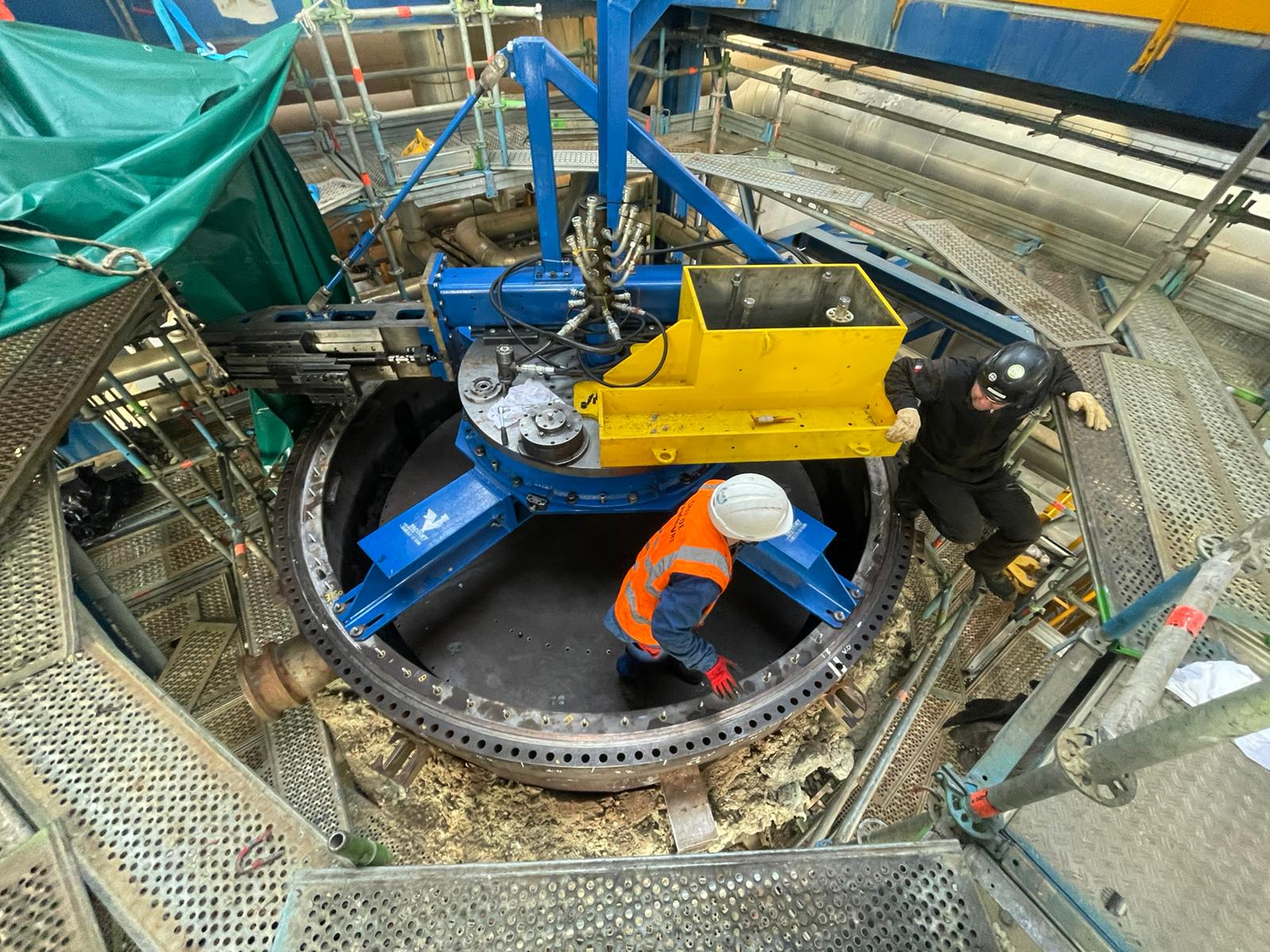
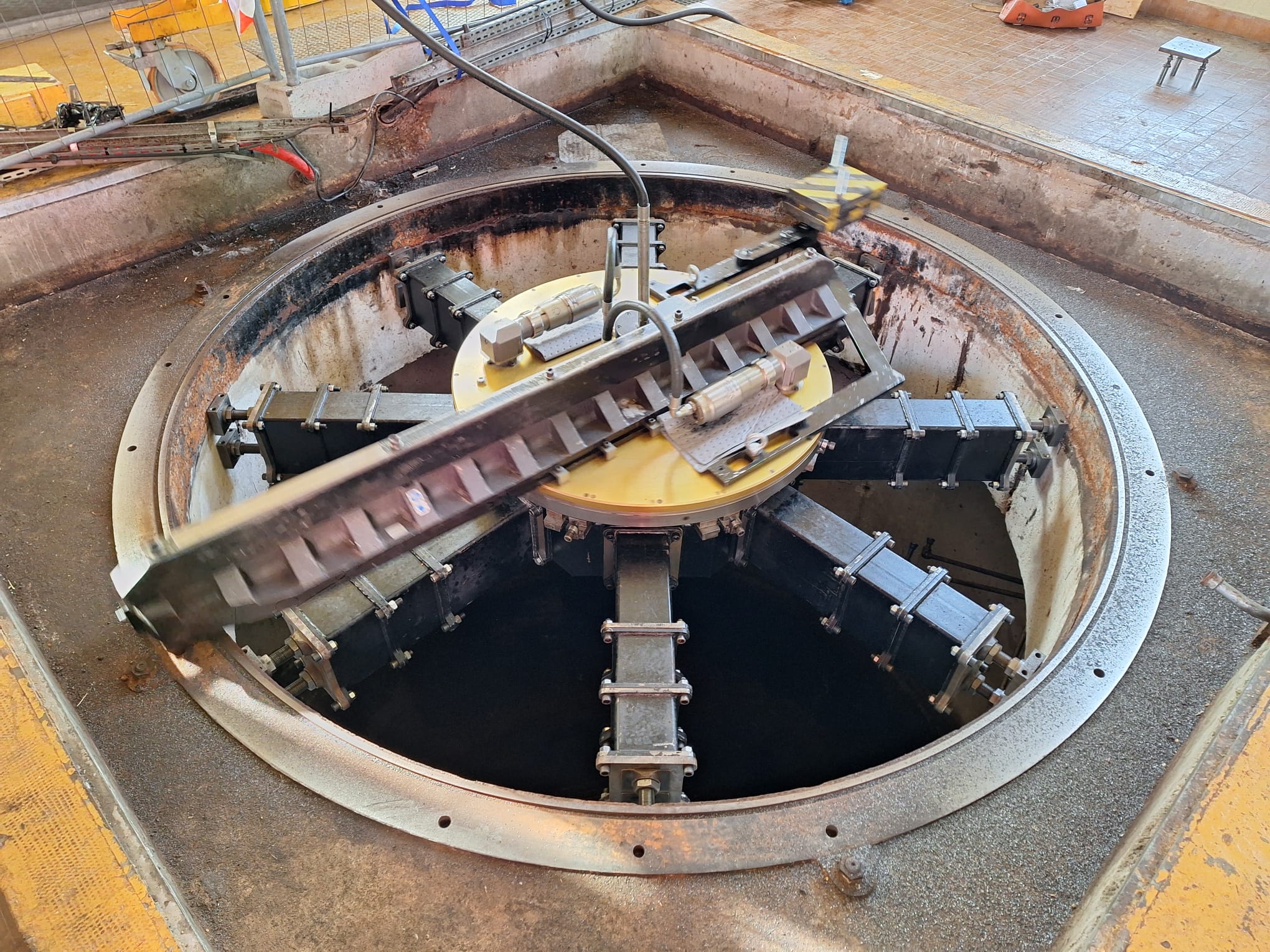
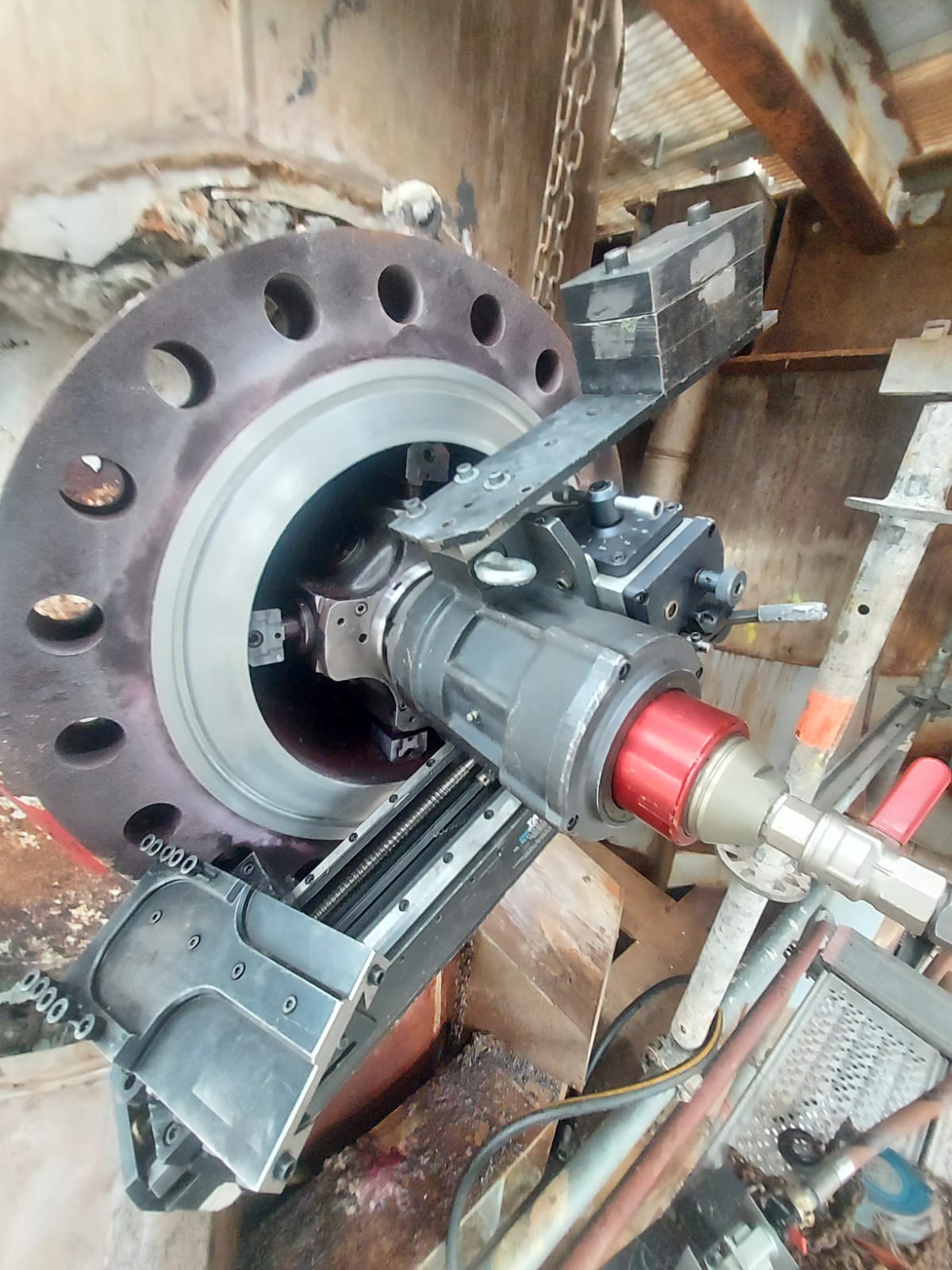
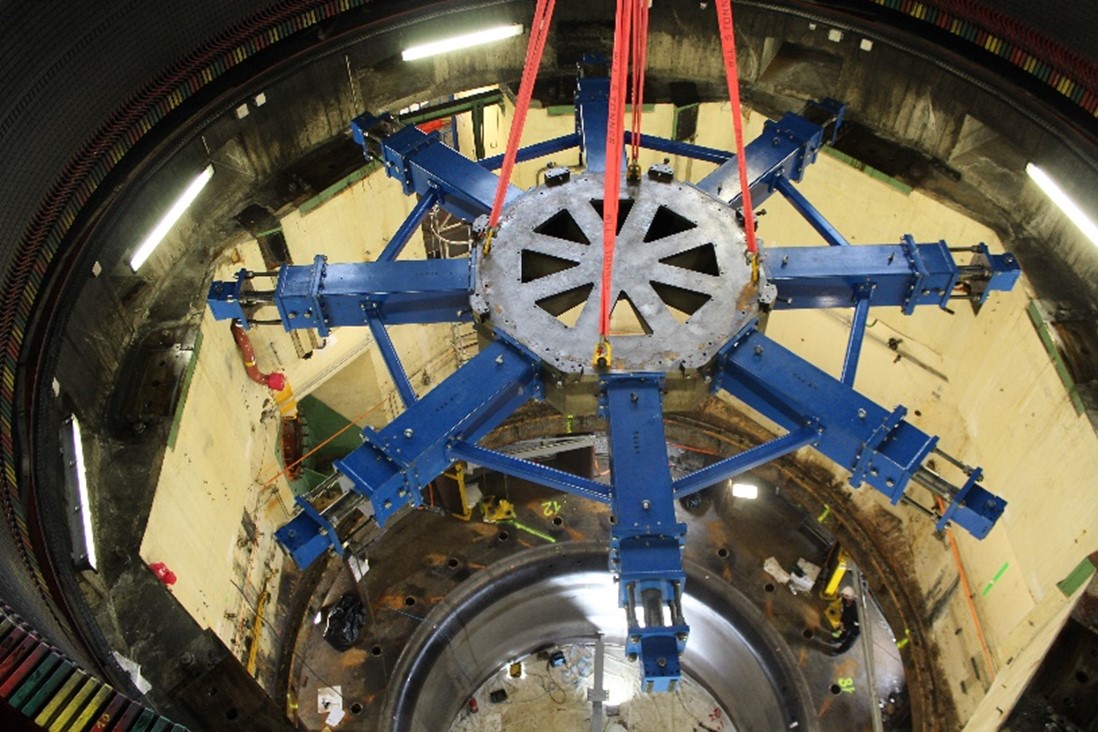
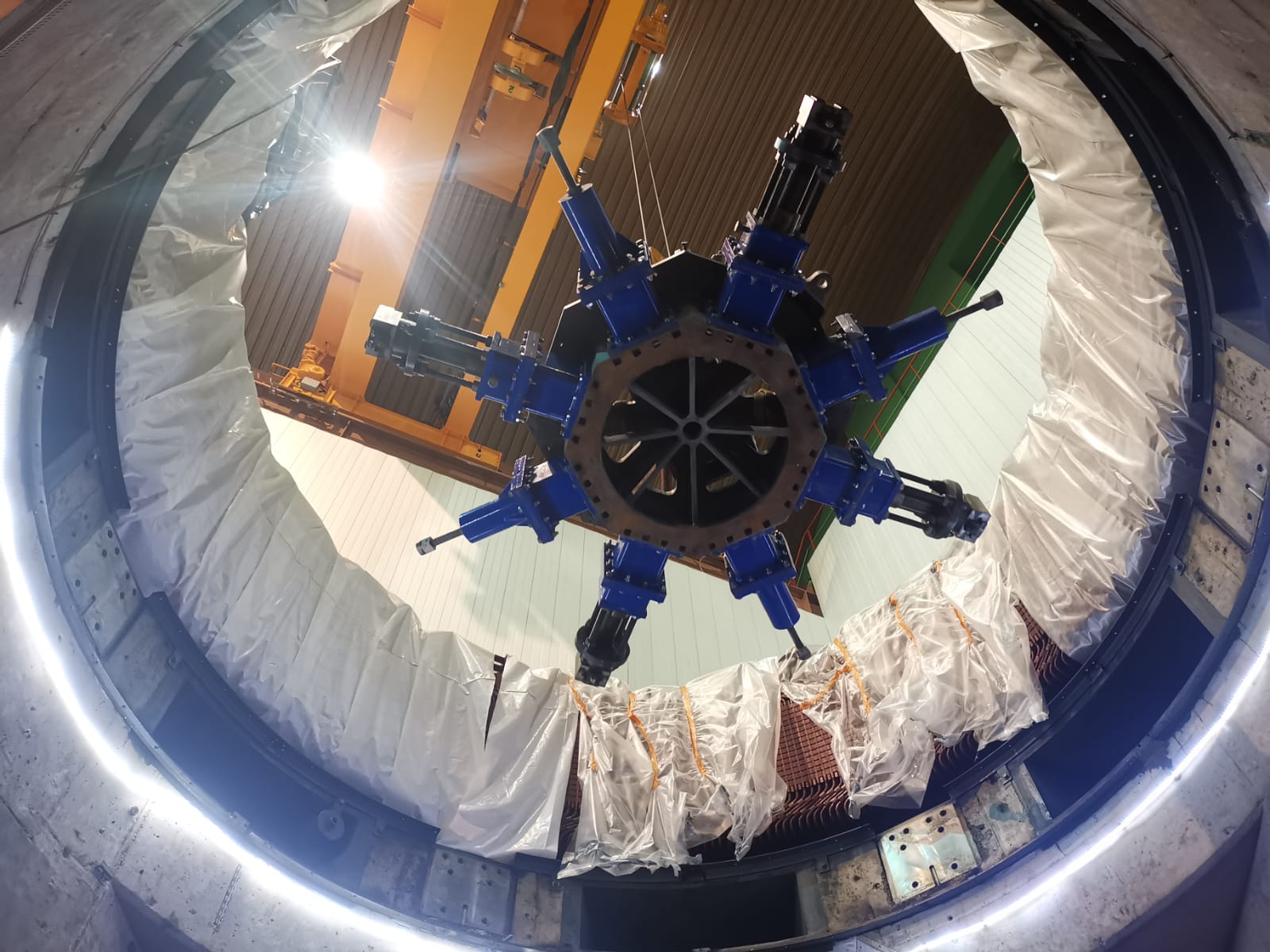
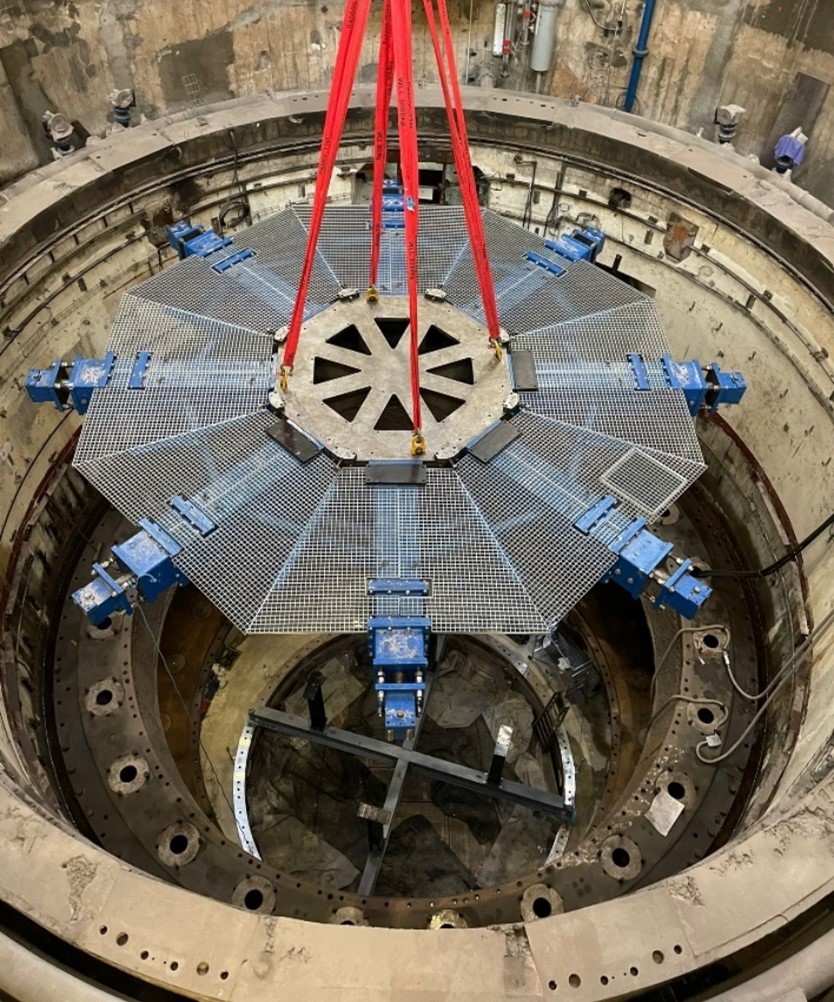
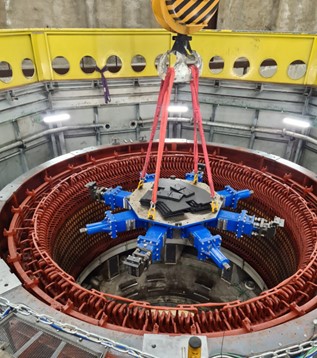
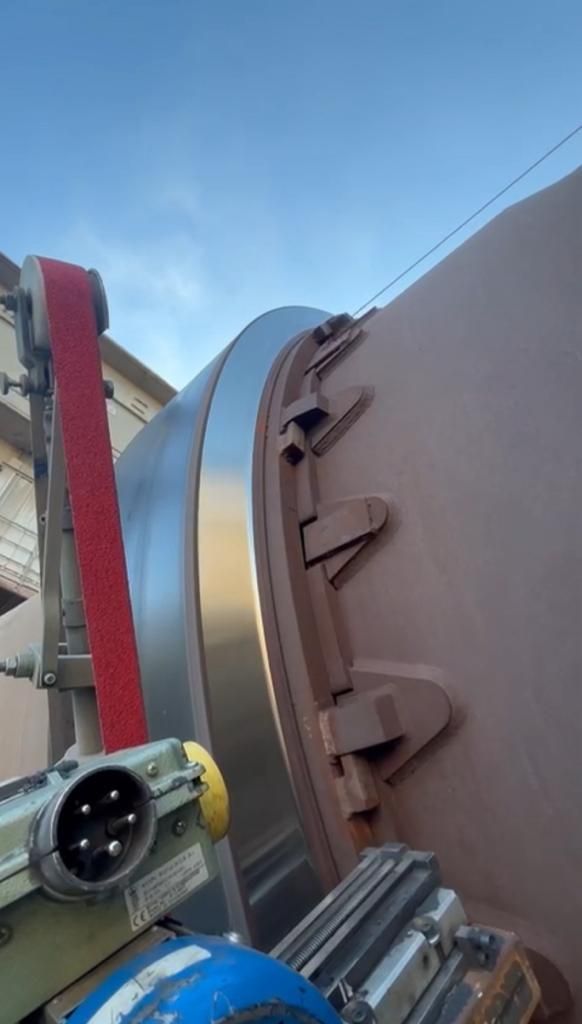
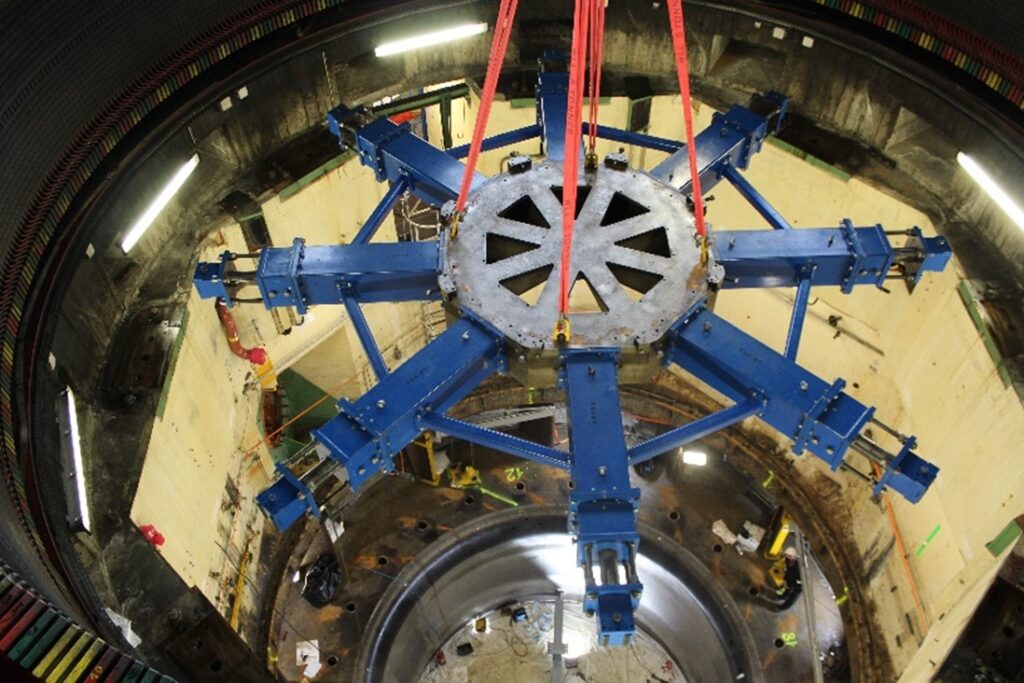
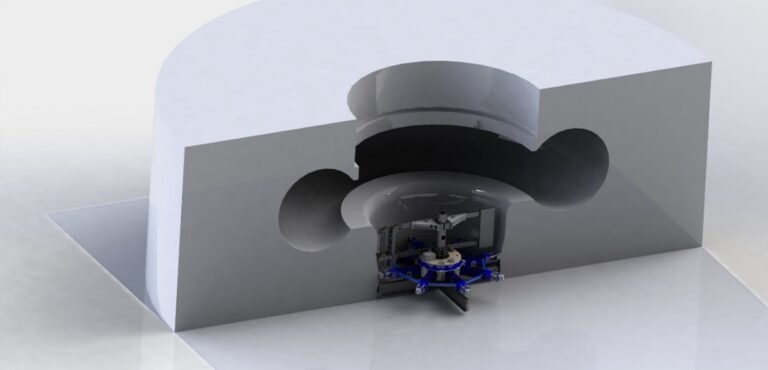
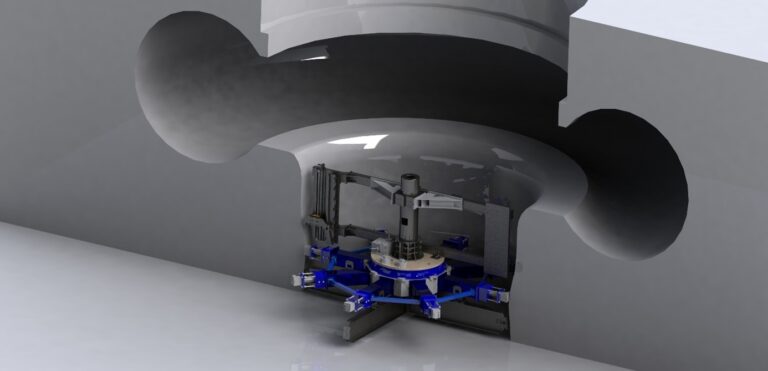
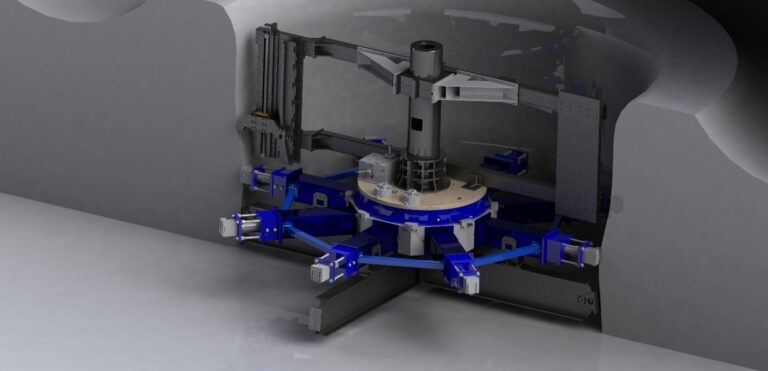
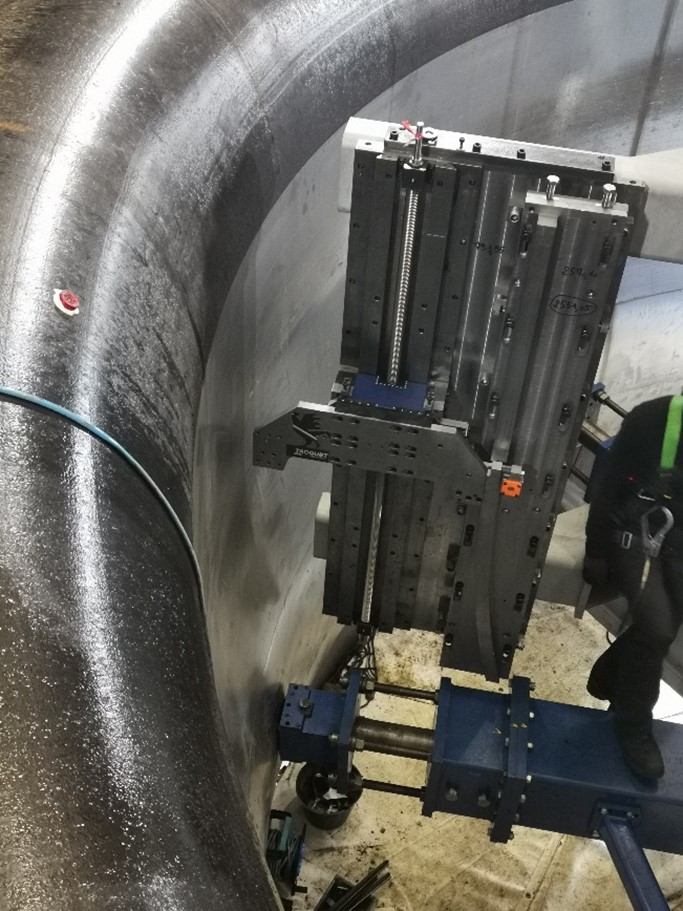
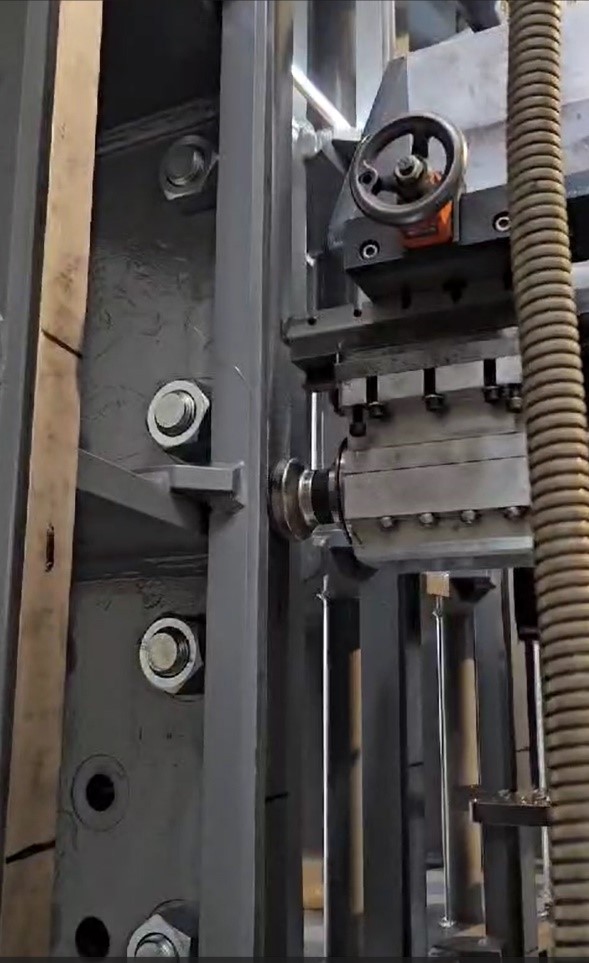
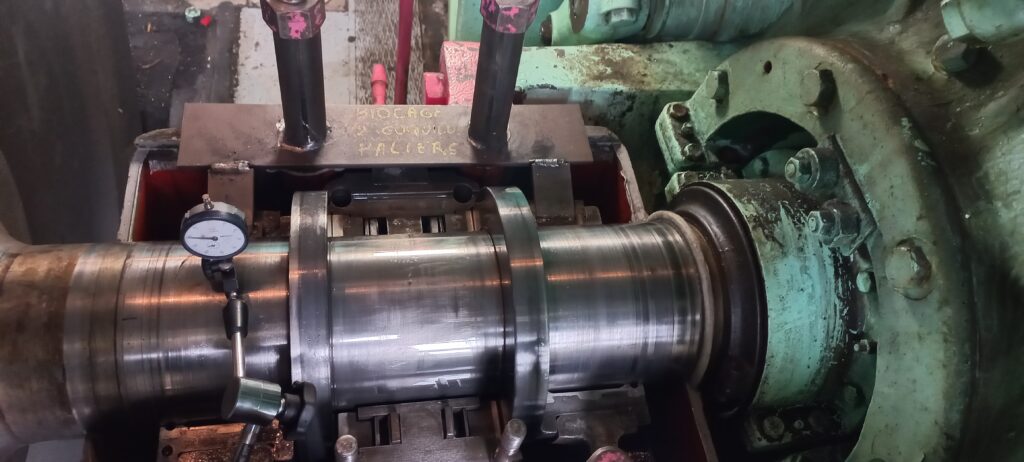
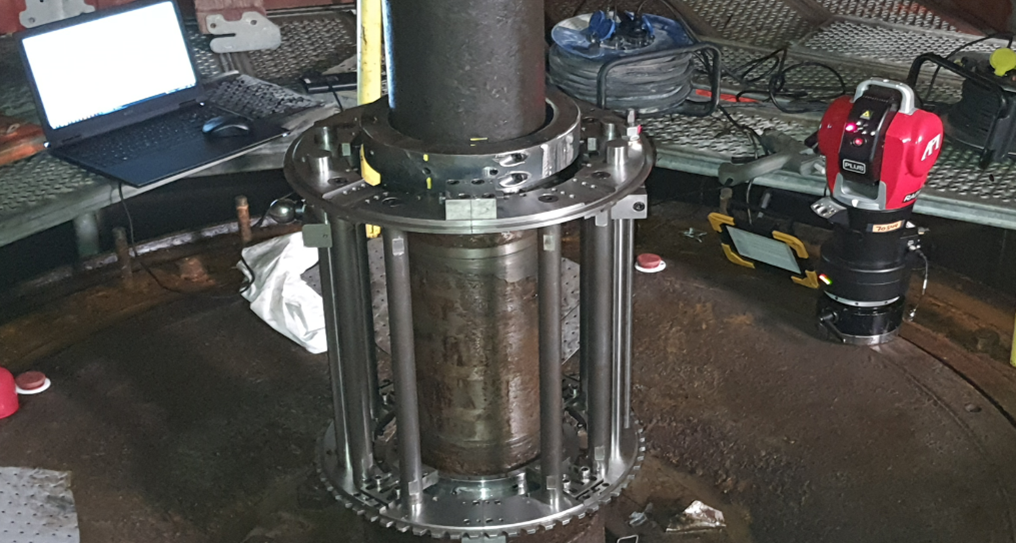
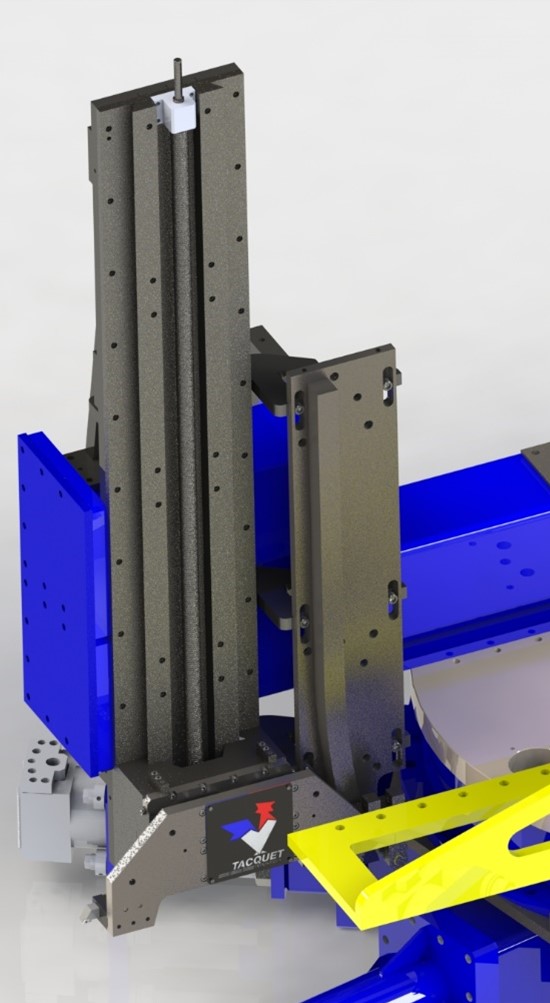
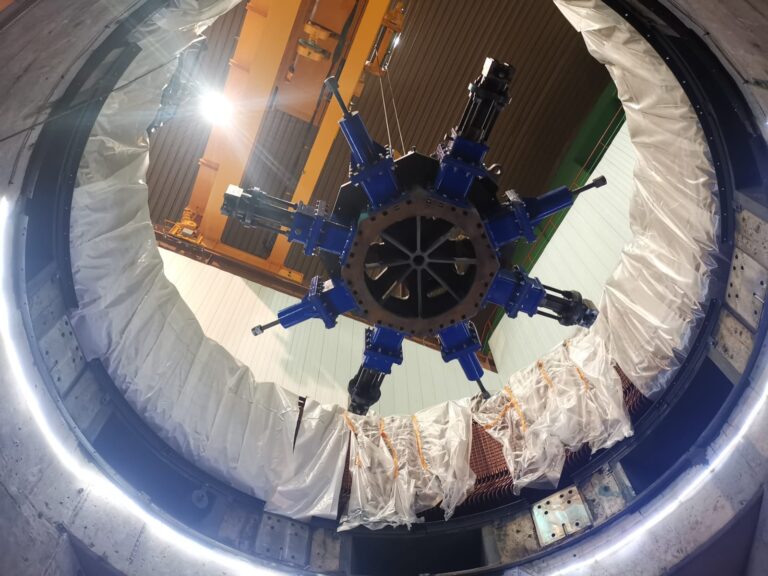
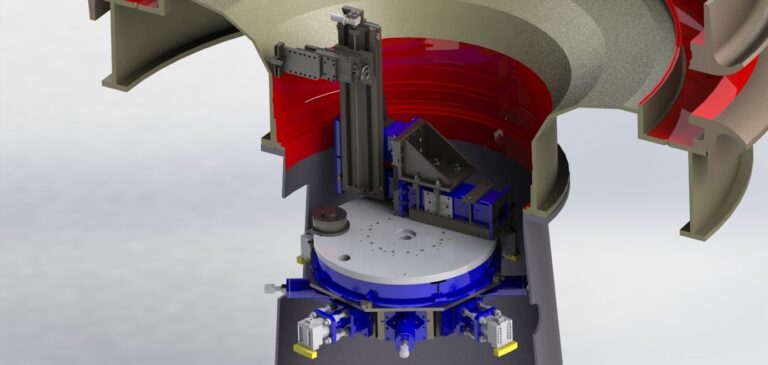
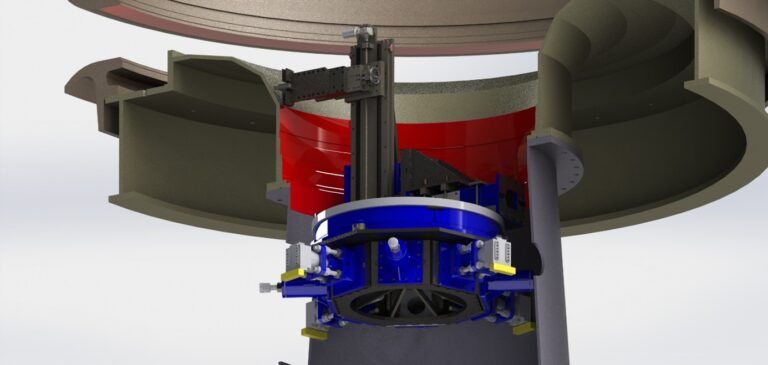
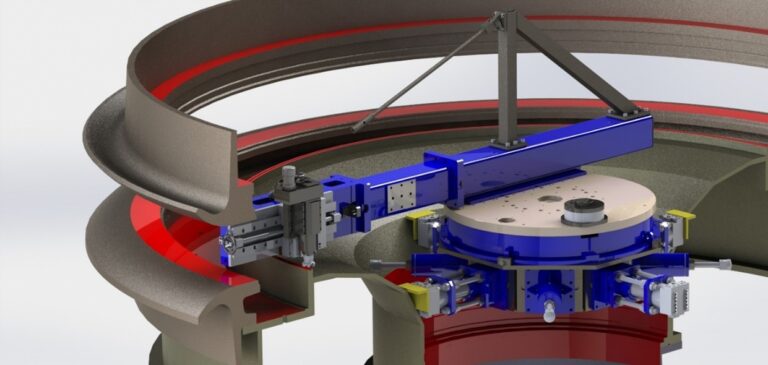
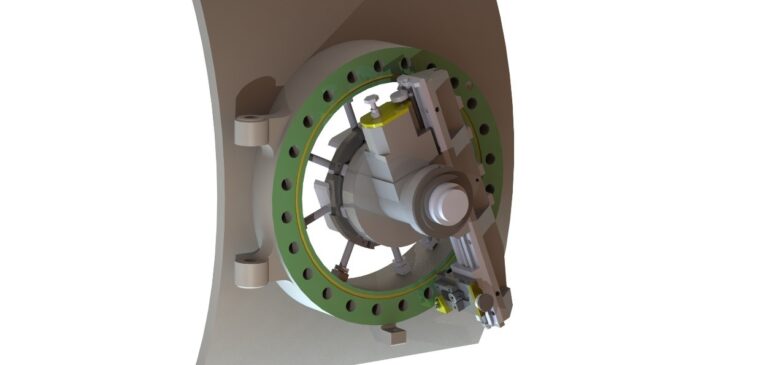
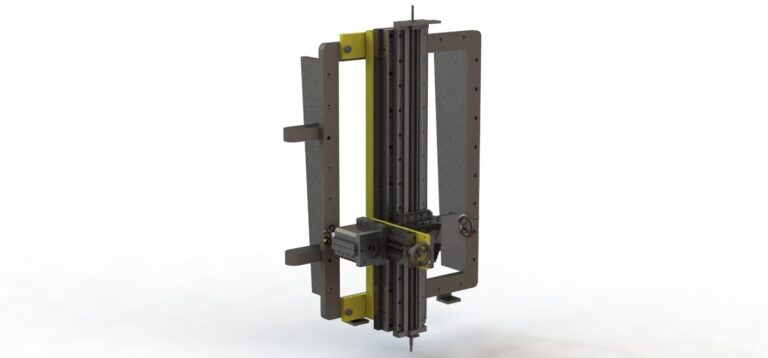
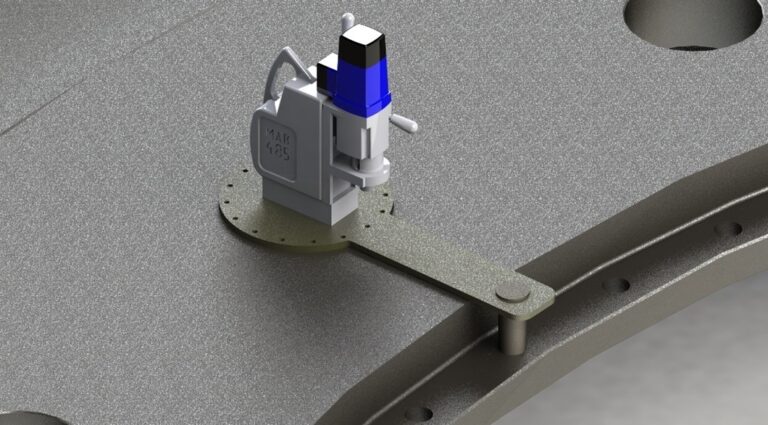
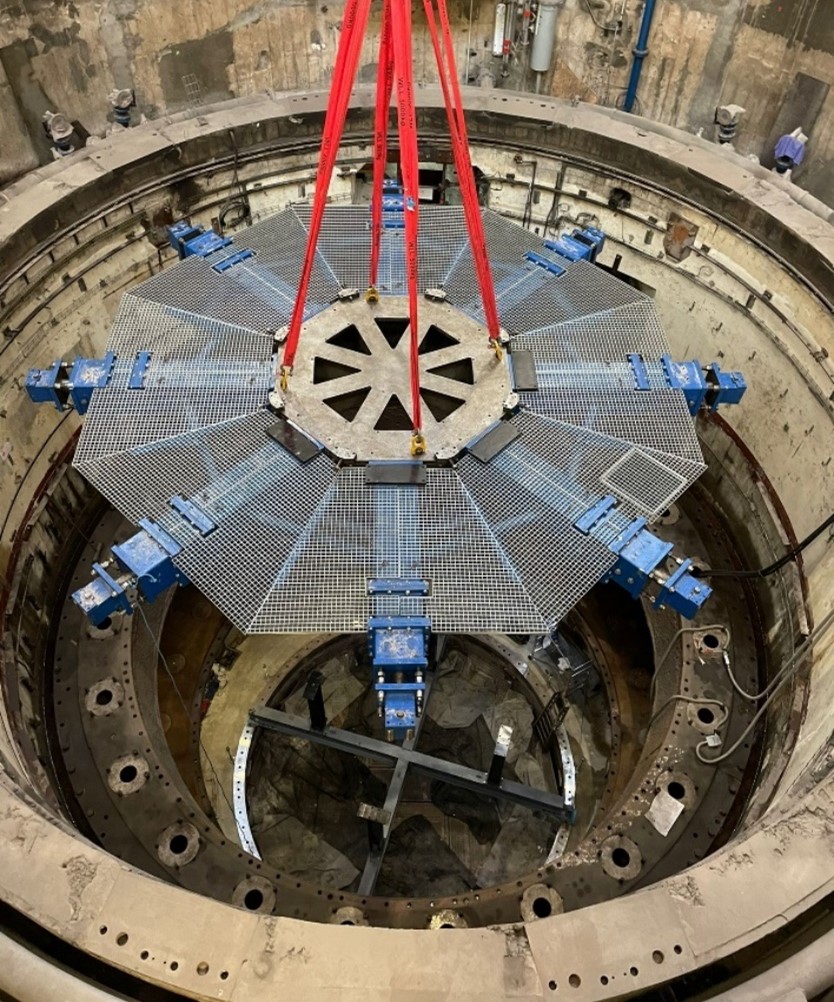
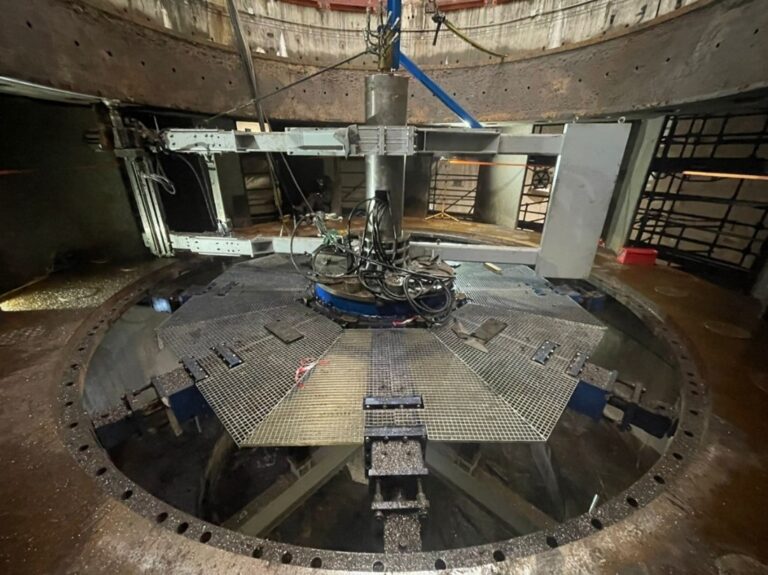
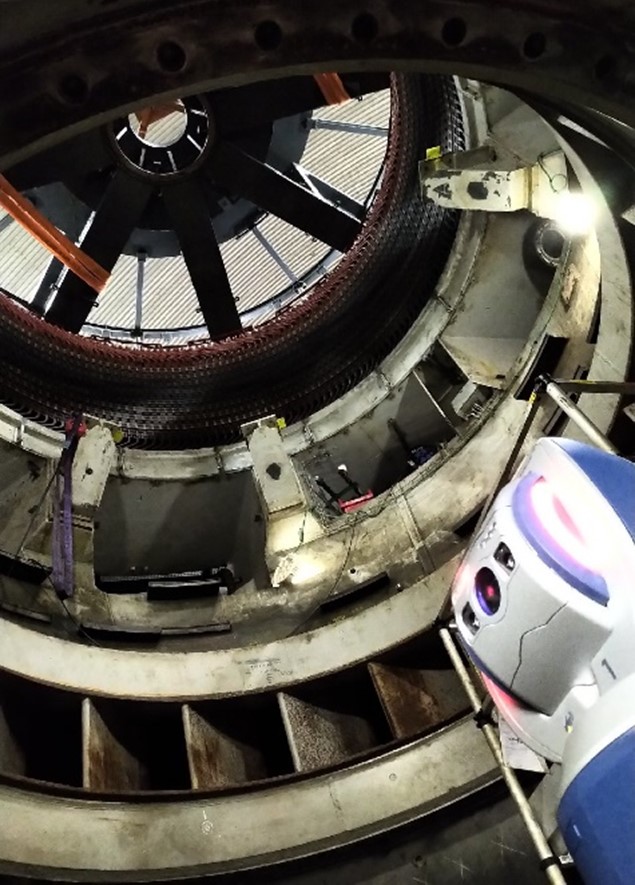
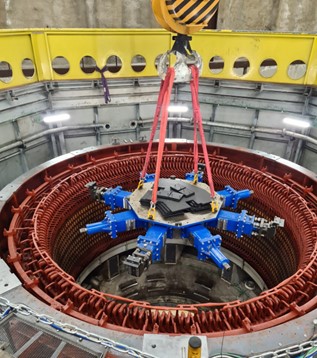
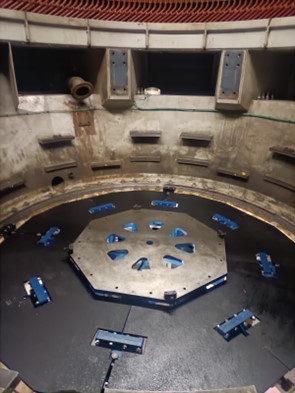
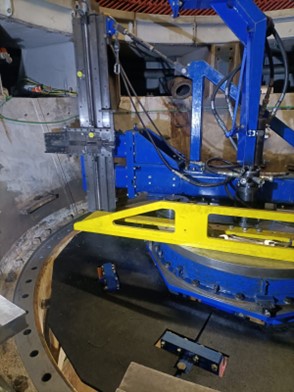
- Etape 3: Mise en place de notre machine sur site et usinage.
- Etape 4: Réalisation des contrôles après-travaux (Tracker Laser) par une entreprise extérieure.
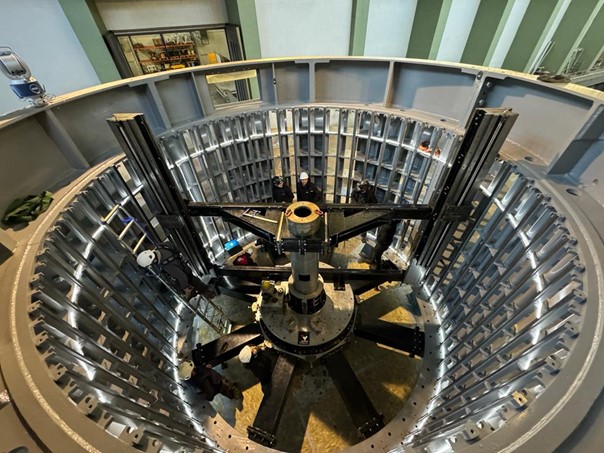
L’intervention réalisée est identique à celle du manteau de roue de Fessenheim, mais sur un diamètre plus petit. Une machine plus petite a donc été utilisée pour cette opération.