/Réalisation/Archive by category "Métrologie sur site"
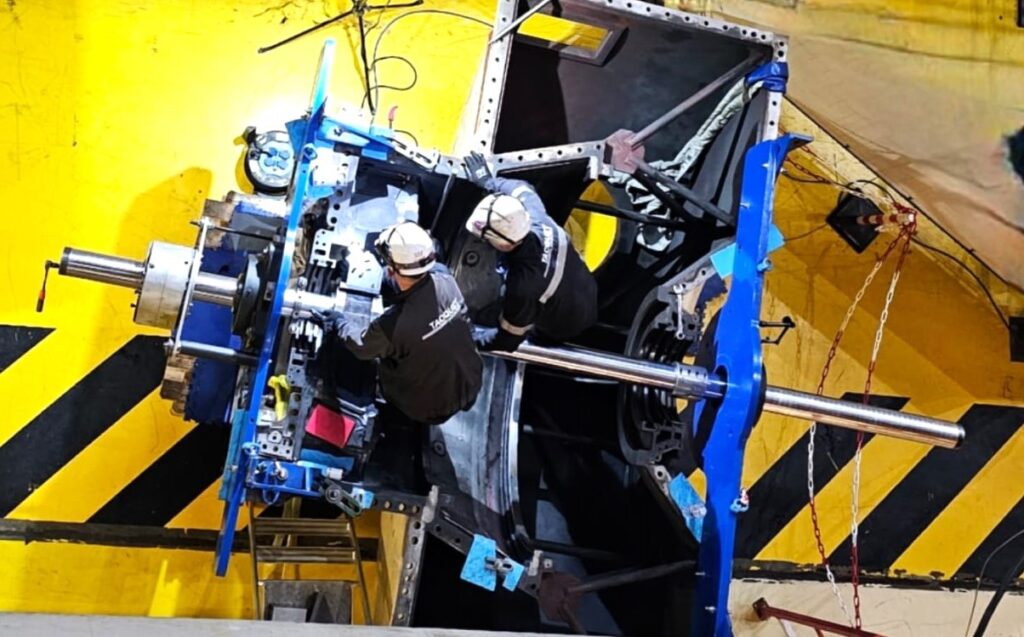
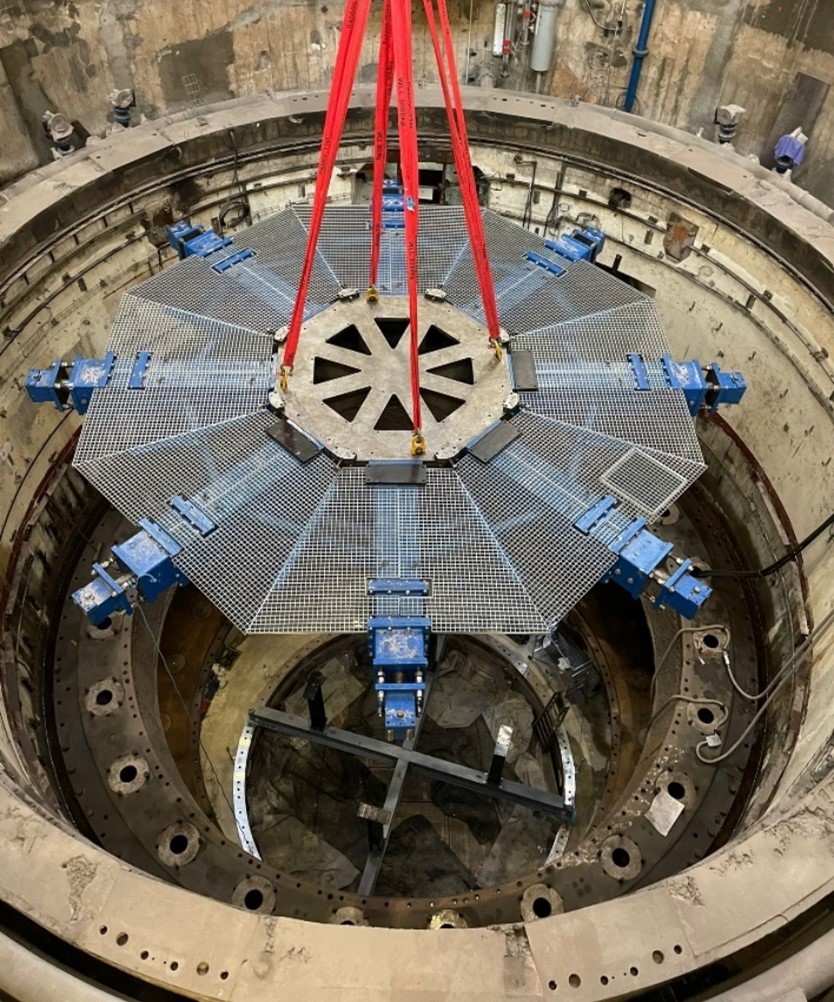
MÉTROLOGIE DES PARTIES FIXES – G2
Contrôle métrologique réalisé sur les structures fixes du groupe vertical G2 afin de vérifier la conformité géométrique des assemblages.
ÉTAPES
1 —Installation des instruments de haute précision et relevé dimensionnel des structures fixes du groupe G2. 2 —Vérification de la conformité géométrique, des alignements et des interfaces mécaniques selon le plan de contrôle.
CARACTÉRISTIQUES
• Équipement :groupe vertical G2 • Type d’opération :contrôle métrologique • Objet du contrôle :structures fixes et interfaces mécaniques • Référence :plan de contrôle géométrique
/Réalisation/Archive by category "Métrologie sur site"
CONTRÔLE GÉOMÉTRIQUE PORTE AMONT – ÉCLUSE DE MARCKOLSHEIM
Contrôle géométrique réalisé sur la porte amont afin de vérifier les alignements et le comportement de l’ouvrage en différentes configurations.
ÉTAPES
1 —Acquisition de données au Laser Tracker sur les vantaux et les taquets afin de vérifier les centres de rotation et les alignements. 2 —Mesure des déplacements relatifs et des variations géométriques selon deux configurations : porte à sec et porte en charge.
CARACTÉRISTIQUES
• Ouvrage :écluse de Marckolsheim • Équipement :porte amont • Instrumentation :Laser Tracker • Éléments contrôlés :vantaux et taquets fixes et mobiles
/Réalisation/Archive by category "Métrologie sur site"
MÉTROLOGIE – GROUPE PELTON
Contrôle métrologique réalisé au laser tracker afin de vérifier la géométrie des capotes du groupe Pelton.
ÉTAPES
1 —Relevé dimensionnel au laser tracker des capotes mobiles et fixes en configuration fonctionnelle (position réelle). 2 —Analyse des jeux et des alignements après démontage afin de comparer les géométries et d’évaluer les déformations.
CARACTÉRISTIQUES
• Équipement :groupe Pelton • Éléments contrôlés :capotes mobiles et fixes • Instrumentation :laser tracker • Objet du contrôle :géométrie, jeux et alignements
/Réalisation/Archive by category "Métrologie sur site"
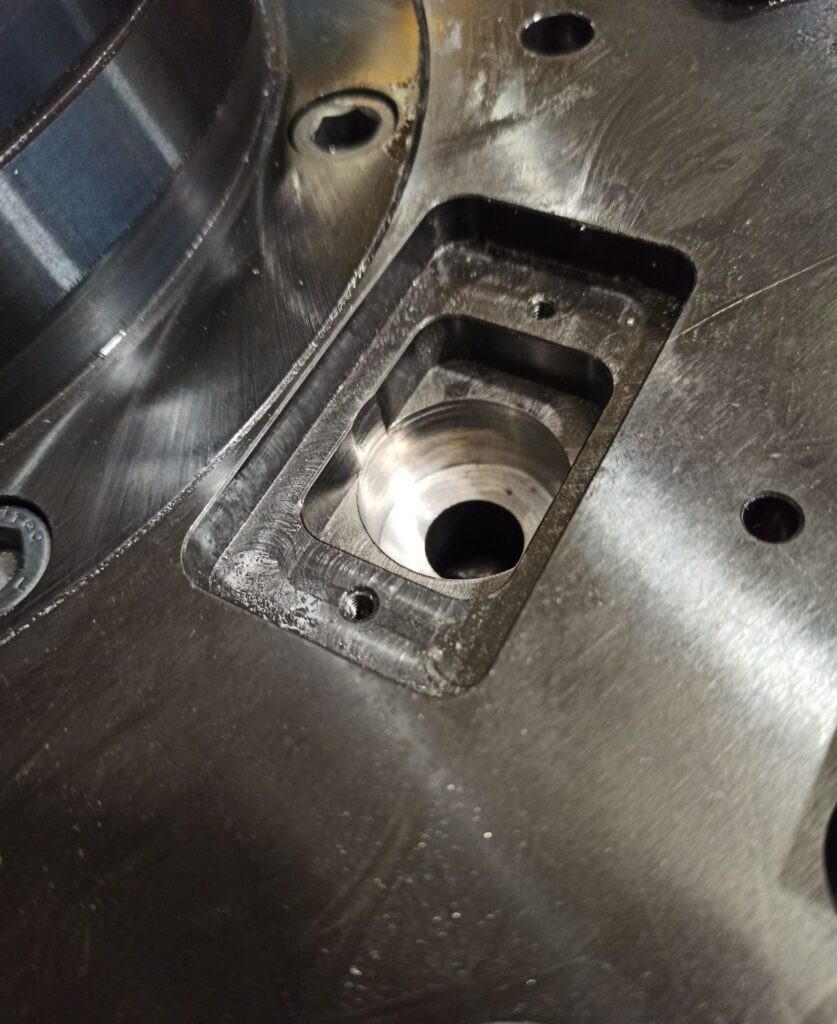
CONTRÔLE ET RÉGLAGE DU LABYRINTHE G1
Contrôle métrologique et usinage de finition réalisés sur le labyrinthe du groupe G1 afin de vérifier et rétablir les références géométriques fonctionnelles.
ÉTAPES
1 —Relevé dimensionnel initial au laser tracker afin de caractériser l’état du labyrinthe avant intervention. 2 —Réglage de la machine puis usinage de finition des surfaces après rechargement avec suivi des repères géométriques fonctionnels. 3 —Contrôle dimensionnel final du groupe G1 avec vérification des géométries critiques et des positions angulaires de perçage.
CARACTÉRISTIQUES
• Équipement :groupe G1 • Élément contrôlé :labyrinthe • Instrumentation :laser tracker • Opération :contrôle dimensionnel et usinage de finition
/Réalisation/Archive by category "Métrologie sur site"
CONTRÔLE GÉOMÉTRIQUE – ROUE FRANCIS
Contrôle géométrique et dimensionnel réalisé sur une roue Francis afin de vérifier la conformité des éléments hydrauliques.
ÉTAPES
1 —Installation d’un laser tracker afin de couvrir l’intégralité de la géométrie complexe de la roue sur site. 2 —Relevé précis du profil et de l’épaisseur des aubes, de la répartition angulaire et des surfaces d’appui. 3 —Analyse des défauts de forme globaux et comparaison avec les tolérances de fabrication.
CARACTÉRISTIQUES
• Équipement :roue Francis • Instrumentation :laser tracker • Éléments contrôlés :aubes et surfaces d’appui • Objet du contrôle :profil, épaisseur et répartition angulaire
/Réalisation/Archive by category "Métrologie sur site"
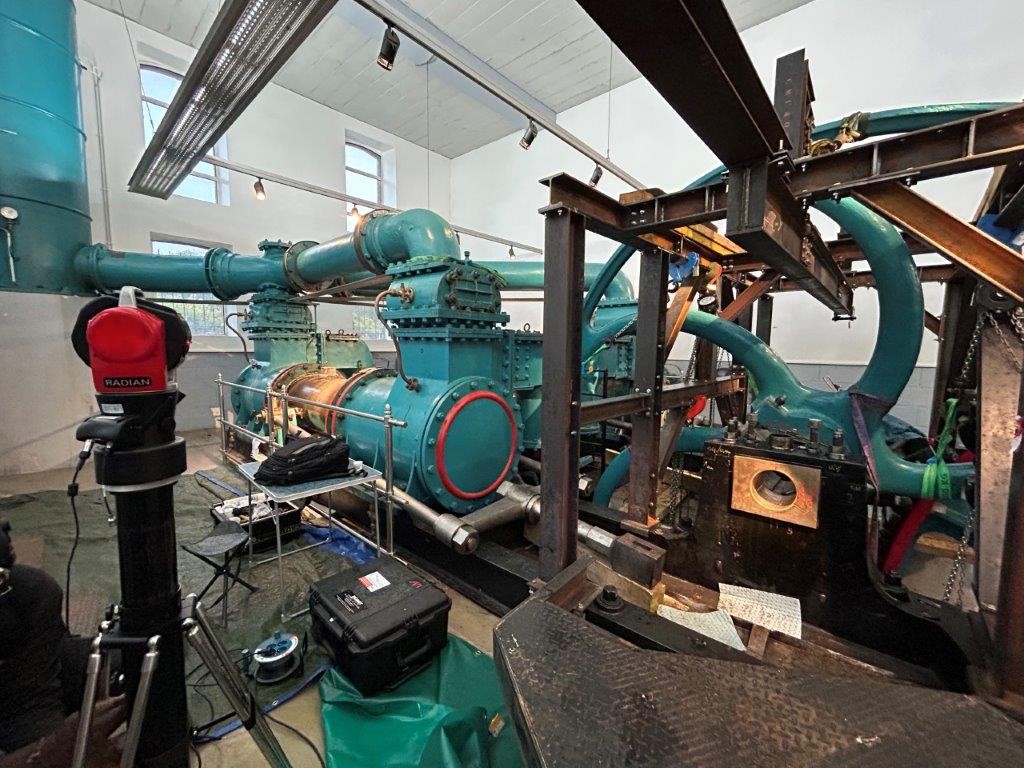
CONTRÔLE MÉTROLOGIQUE – LIGNE DE VILEBREQUIN COMPRESSEUR
Contrôle métrologique réalisé afin de vérifier l’alignement et la géométrie de la ligne de vilebrequin d’un compresseur.
ÉTAPES
1 —Installation d’un laser tracker sur site pour l’analyse de l’alignement général de l’axe et de la géométrie des appuis. 2 —Relevé dimensionnel de l’ensemble des paliers de la ligne et contrôle complet du vilebrequin (tourillons et manetons). 3 —Vérification de la stabilité des mesures et comparaison avec les tolérances de conception pour validation du réassemblage.
CARACTÉRISTIQUES
• Équipement :compresseur • Éléments contrôlés :ligne de vilebrequin et vilebrequin • Instrumentation :laser tracker • Objet du contrôle :alignement et géométrie des appuis
/Réalisation/Archive by category "Métrologie sur site"
CONTRÔLE GÉOMÉTRIQUE ET RÉGLAGE DE PLATINES
Contrôle métrologique et reprise d’usinage réalisés afin de rétablir la planéité et les références d’altimétrie des platines.
ÉTAPES
1 —Relevé de planéité et d’altitude des platines réducteur (côtés alternateur et turbine) au laser tracker avec correction thermique. 2 —Réglage mécanique et usinage des surfaces afin de corriger les défauts de planéité relevés. 3 —Contrôle dimensionnel final après usinage pour validation des nouvelles cotes d’altimétrie.
CARACTÉRISTIQUES
• Éléments contrôlés :platines réducteur • Position :côté alternateur et côté turbine • Instrumentation :laser tracker • Opération :contrôle de planéité et usinage correctif
/Réalisation/Archive by category "Métrologie sur site"
CONTRÔLE GÉOMÉTRIQUE – COUDE ET ROUE KAPLAN
Contrôle géométrique réalisé afin de vérifier la position et la géométrie des principaux éléments hydrauliques.
ÉTAPES
1 —Relevé dimensionnel complet de la roue (diamètre et position axiale des pales) et du coude avec contrôle de perpendicularité. 2 —Mesure du palier afin de vérifier le centrage et la perpendicularité de l’ensemble. 3 —Comparaison des relevés du manteau de roue avec le modèle 3D pour identifier les zones de creux et de surépaisseurs.
CARACTÉRISTIQUES
• Équipement :roue Kaplan et coude • Éléments contrôlés :roue, coude et palier • Type de contrôle :relevé dimensionnel et analyse géométrique • Référence :comparaison avec modèle 3D
/Réalisation/Archive by category "Métrologie sur site"
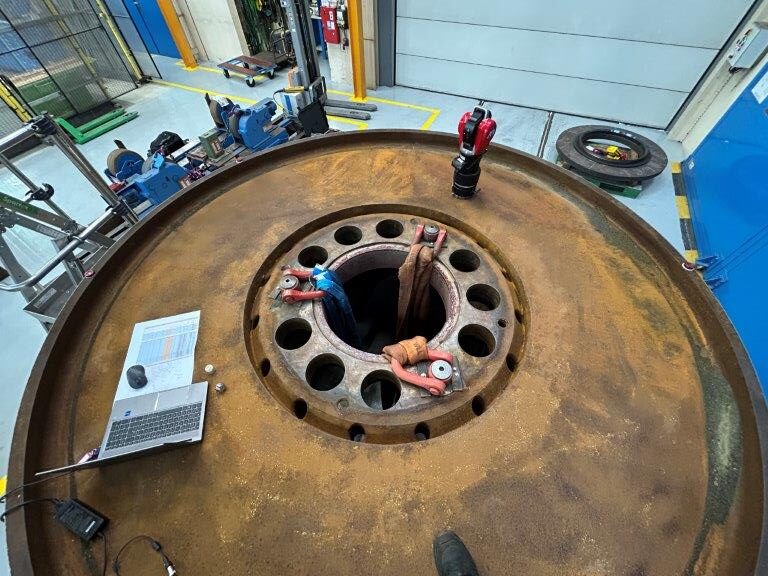
CONTRÔLE GÉOMÉTRIQUE D’UN ARBRE – SITE HYDROÉLECTRIQUE
Contrôle géométrique réalisé afin de déterminer la position et l’orientation précise d’un arbre sur installation hydroélectrique.
ÉTAPES
1 —Relevé 3D au laser tracker de la position de l’arbre et des points de référence (flats et billes de repérage). 2 —Compensation des mesures selon la température de référence afin de garantir la précision des distances relatives. 3 —Définition de l’orientation précise de l’axe et création d’un référentiel de base pour les futurs réglages.
CARACTÉRISTIQUES
• Équipement :arbre • Secteur :installation hydroélectrique • Instrumentation :laser tracker • Type de contrôle :relevé 3D et analyse géométrique
/Réalisation/Archive by category "Métrologie sur site"
CONTRÔLE GÉOMÉTRIQUE D’UN ARBRE DE CONCASSEUR
Contrôle métrologique et usinage réalisés afin de restaurer la portée fonctionnelle d’un arbre de concasseur.
ÉTAPES
1 —Relevé initial au laser tracker afin de distinguer les zones brutes des zones déjà reprises, avec application d’une correction thermique. 2 —Montage d’une bague support pour les patins et réglage de l’unité d’usinage orbitale. 3 —Usinage orbital de la portée cible suivi d’un contrôle métrologique final pour validation des cotes.
CARACTÉRISTIQUES
• Équipement :arbre de concasseur • Instrumentation :laser tracker • Procédé :usinage orbital sur site • Opération :contrôle géométrique et reprise d’usinage
/Réalisation/Archive by category "Métrologie sur site"
CONTRÔLE DIMENSIONNEL COMPARATIF DE DEUX FAISCEAUX
Contrôle métrologique réalisé afin de comparer la géométrie d’un faisceau neuf avec celle du faisceau d’origine.
ÉTAPES
1 —Mise en place de référentiels globaux et locaux au laser tracker sur le faisceau d’origine et sur le faisceau neuf. 2 —Analyse comparative des points critiques : implantation des tubes, position relative des brides et longueur hors-tout. 3 —Interprétation des écarts géométriques relevés par rapport aux tolérances de montage et à l’environnement d’assemblage.
CARACTÉRISTIQUES
• Équipement :faisceaux d’échangeur • Type de contrôle :comparaison dimensionnelle • Instrumentation :laser tracker • Objet du contrôle :implantation des tubes et position des brides
/Réalisation/Archive by category "Métrologie sur site"
RÉGLAGE ET CONTRÔLE GÉOMÉTRIQUE D’UN ROTOR
Contrôle métrologique et réglage réalisés afin de vérifier la géométrie et l’alignement d’un rotor.
ÉTAPES
1 —Création d’un référentiel au laser tracker basé sur l’axe de rotation avec origine positionnée sur la soie de l’arbre. 2 —Contrôle de chaque pôle sur trois hauteurs différentes afin de vérifier la régularité et l’homogénéité des rayons. 3 —Analyse des profils et des alignements pour validation de la géométrie globale de l’ensemble.
CARACTÉRISTIQUES
• Équipement :rotor • Instrumentation :laser tracker • Type de contrôle :analyse géométrique et alignement • Objet du contrôle :position et rayon des pôles