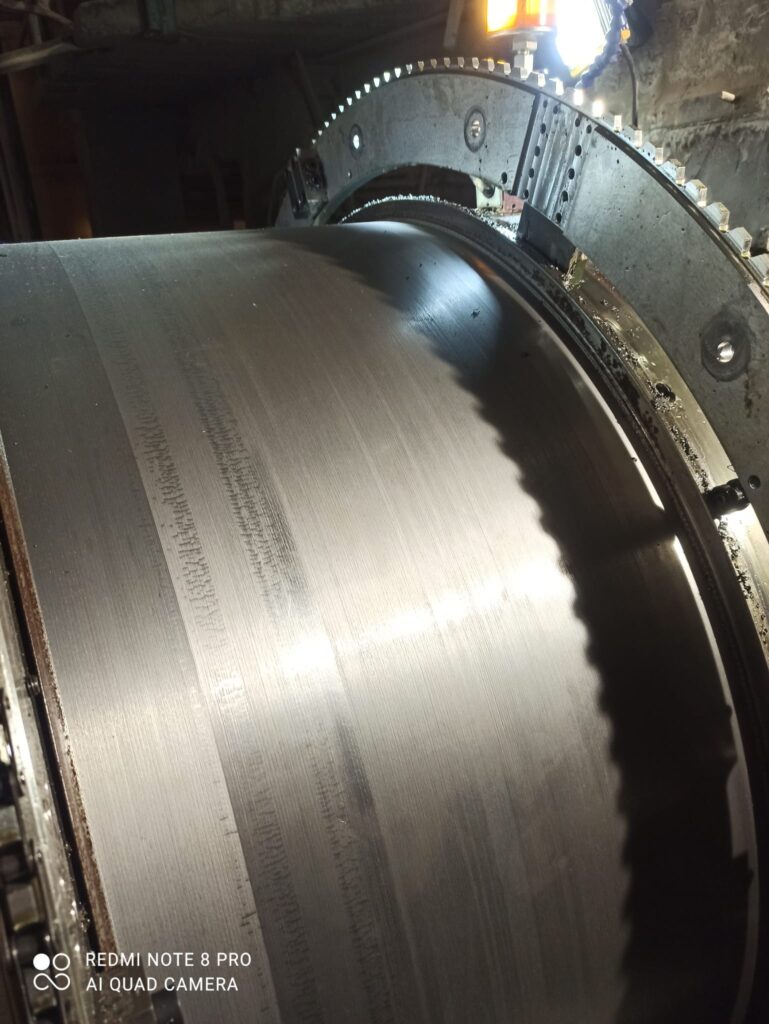
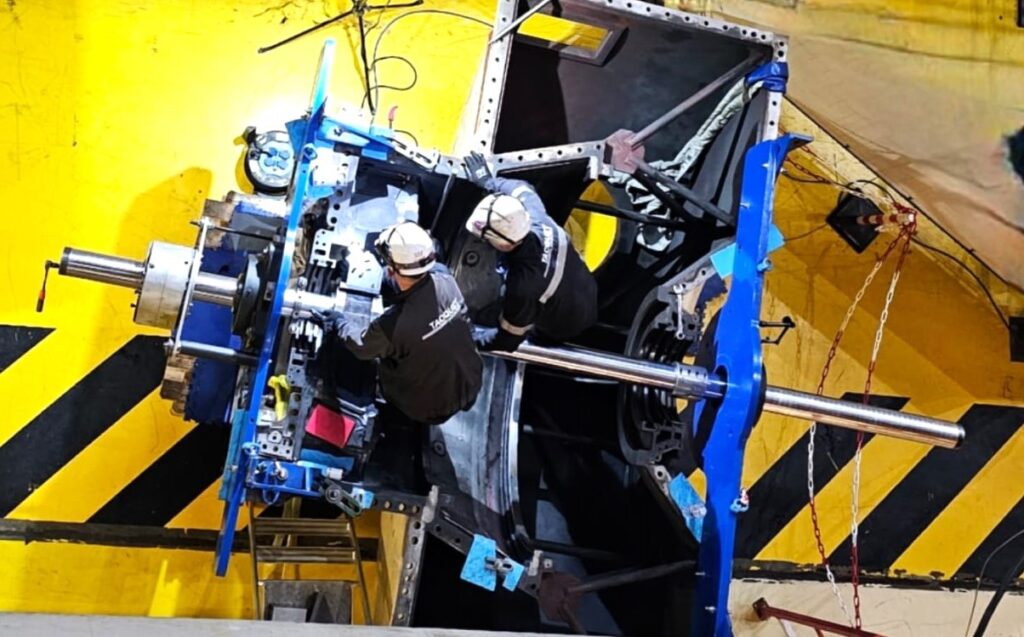
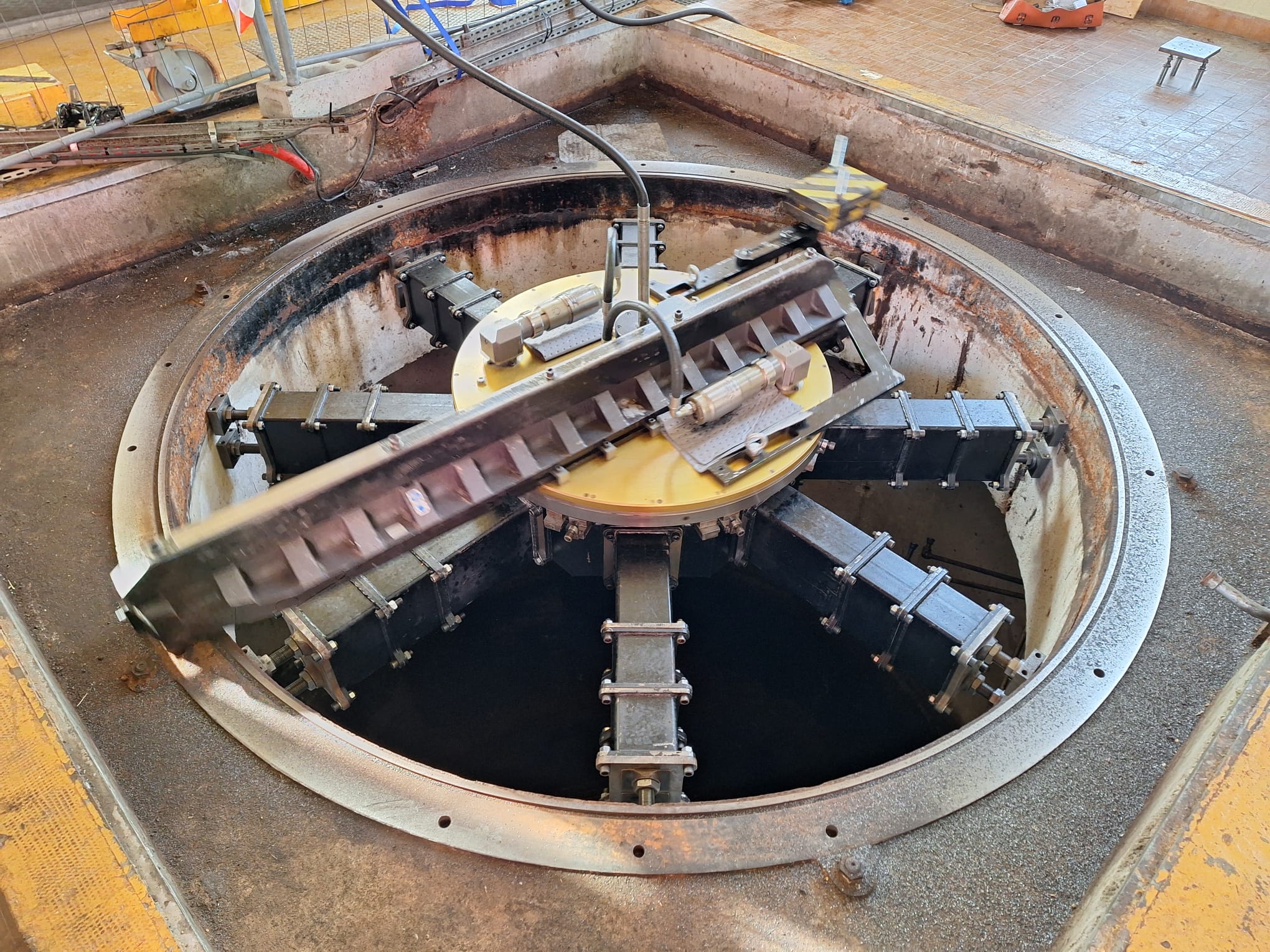
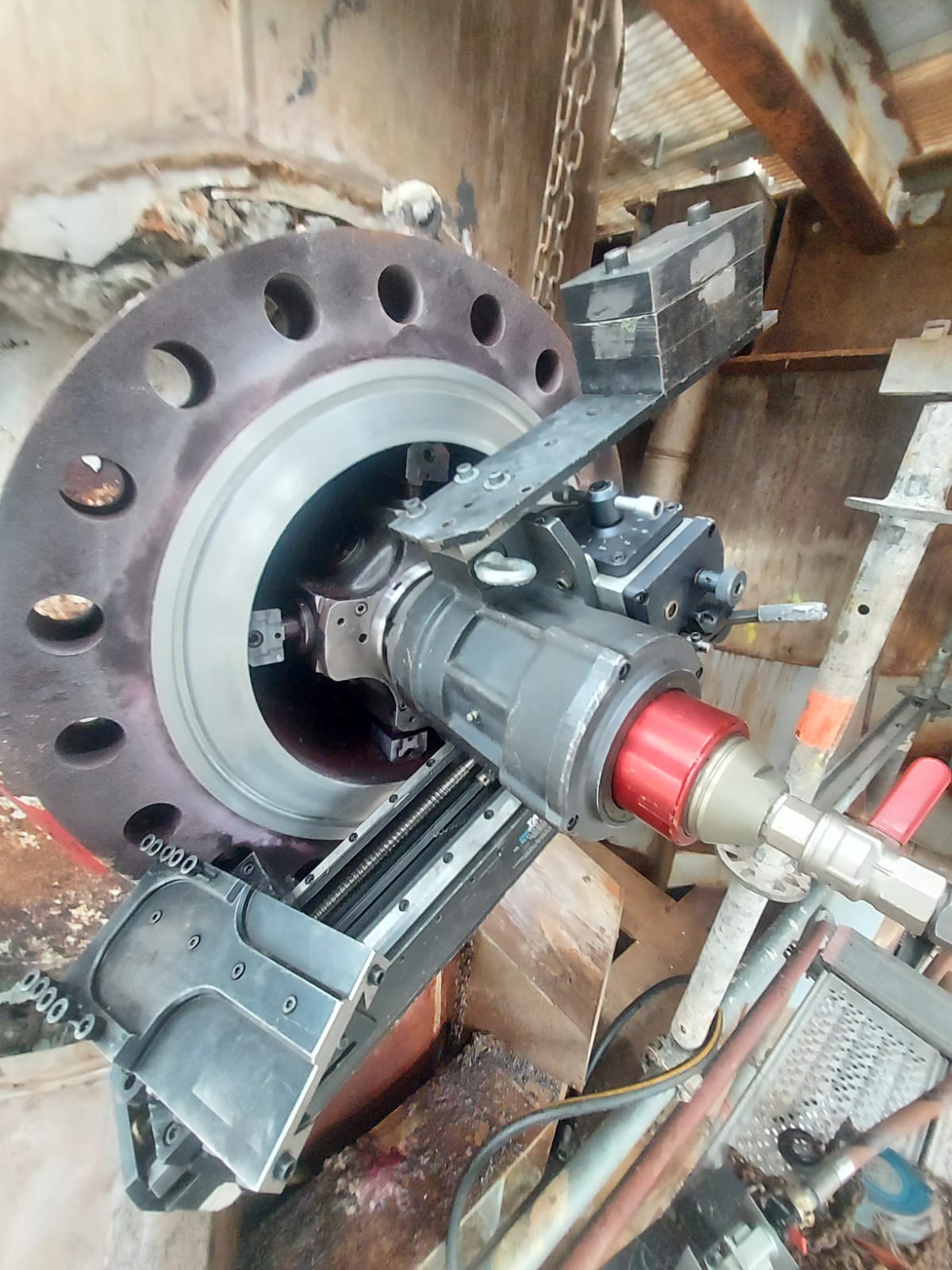
Réalisations Mar 23 2024 REPRISE USINAGE SUR BROYEUR Ø1200MM Intervention Plus d'actualités ORBITAL REPRISE D'USINAGE SUR ARBRE DE BROYEUR Ø1200 MMOPÉRATION :Reprise d’usinage sur arbre de broyeur Ø1200 mmÉtape 1 : Installation de l’unité d’usinage sur la soie de l’arbre (diamètre 1200 mm).Étape 2 : Rectification de la portée sur une longueur de 440 mm pour mise en conformité géométrique.Étape 3 : Finition de surface pour atteindre un Ra compris entre 0,3 et 0,4 μm.Objectif : Garantir un état de surface haute précision pour fiabiliser l’interface et limiter l’usure prématurée. DEMANDER UNE ÉTUDE POUR UNE INTERVENTION SIMILAIRE EXEMPLES D'INTERVENTIONS ALÉSAGE SURFAÇAGE FRAISAGE ORBITALE PERÇAGE TARAUDAGE RECTIFICATION TOURNAGE COUPE-TUBE PIQUAGE EN CHARGE MÉTROLOGIE RÉHABILITATION TURBINE COO REMISE EN ÉTAT D’UNE TURBO POMPE ALIMENTAIRE REPRISE MANTEAU DE ROUE Ø3400 VILLEREST RÉHABILITATION GROUPE TYPE FRANCIS REVIN USINAGES TURBINE KAPLAN OTTMARSHEIM RÉHABILITATION TURBINE COO USINAGE BRIDES DOUBLE EMBOITEMENT USINAGE 2 BRIDES EN SURFAÇAGE USINAGE DE BRIDE RTJ USINAGE MANTEAU DE ROUE KAPLAN FESSENHEIM REPRISE MANTEAU DE ROUE Ø3400 VILLEREST Load More USINAGE BARREAUX DE CLAVETTE SUR STATOR VILLARODIN USINAGES TURBINE KAPLAN OTTMARSHEIM USINAGE PORTEE MECHE SAFRAN USINAGE ARBRE ROTOR USINAGE 2 ARBRES CONCASSEUR REPRISE USINAGE SUR BROYEUR Ø1200MM RECTIFICATION ARBRE TURBINE USINAGE SUR ARBRE TURBINE CASTETARBE Load More REPRISE DE LOGEMENT USINAGE BARREAUX DE CLAVETTE SUR STATOR VILLARODIN USINAGES TURBINE KAPLAN OTTMARSHEIM RECTIFICATION FLANC BANDAGE Ø4470 USINAGE ARBRE DE TRANSMISSIONNo posts found! PIQUAGES & OBTURATION 4″ PIQUAGES EN CHARGE DN65 SUR DN100 PIQUAGES EN CHARGE DN25 SUR DN700 PIQUAGE EN CHARGE DN350 SUR COLLECTEUR DN500 PIQUAGES EN CHARGE RÉSEAUX EAU AMMONIOACALE CONTROLE METROLOGIQUE DES PARTIES FIXES DU G2 CONTRÔLE GÉOMÉTRIE PORTE AMONT CONTRÔLE TRACKER CALYPSO CONTRÔLE ET RÉGLAGE DU MANCHON ROTOR G1 CONTRÔLE DIM ET GEO ROUE FRANCIS MESURE DE LIGNE VILEBREQUIN Load More DEMANDER UNE ÉTUDE POUR UNE INTERVENTION SIMILAIRE
Réalisations Mar 22 2024 USINAGE 2 BRIDES EN SURFAÇAGE Intervention Plus d'actualités SURFAÇAGE USINAGE EN SURFAÇAGE DE 2 BRIDESOPÉRATION :Opération : Usinage en surfaçage de 2 brides grand diamètreÉtape 1 : Surfaçage de la première bride sur une plage de travail allant du Ø2570 mm au Ø2710 mm pour élimination des défauts.Étape 2 : Surfaçage de la seconde bride sur un diamètre de 3000 mm.Étape 3 : Finition des portées pour l’obtention d’une rugosité comprise entre Ra 1,6 et 3,2.Objectif : Rectification des plans de joint et remise en conformité de l’état de surface pour garantir l’étanchéité. DEMANDER UNE ÉTUDE POUR UNE INTERVENTION SIMILAIRE EXEMPLES D'INTERVENTIONS ALÉSAGE SURFAÇAGE FRAISAGE ORBITALE PERÇAGE TARAUDAGE RECTIFICATION TOURNAGE COUPE-TUBE PIQUAGE EN CHARGE MÉTROLOGIE RÉHABILITATION TURBINE COO REMISE EN ÉTAT D’UNE TURBO POMPE ALIMENTAIRE REPRISE MANTEAU DE ROUE Ø3400 VILLEREST RÉHABILITATION GROUPE TYPE FRANCIS REVIN USINAGES TURBINE KAPLAN OTTMARSHEIM RÉHABILITATION TURBINE COO USINAGE BRIDES DOUBLE EMBOITEMENT USINAGE 2 BRIDES EN SURFAÇAGE USINAGE DE BRIDE RTJ USINAGE MANTEAU DE ROUE KAPLAN FESSENHEIM REPRISE MANTEAU DE ROUE Ø3400 VILLEREST Load More USINAGE BARREAUX DE CLAVETTE SUR STATOR VILLARODIN USINAGES TURBINE KAPLAN OTTMARSHEIM USINAGE PORTEE MECHE SAFRAN USINAGE ARBRE ROTOR USINAGE 2 ARBRES CONCASSEUR REPRISE USINAGE SUR BROYEUR Ø1200MM RECTIFICATION ARBRE TURBINE USINAGE SUR ARBRE TURBINE CASTETARBE Load More REPRISE DE LOGEMENT USINAGE BARREAUX DE CLAVETTE SUR STATOR VILLARODIN USINAGES TURBINE KAPLAN OTTMARSHEIM RECTIFICATION FLANC BANDAGE Ø4470 USINAGE ARBRE DE TRANSMISSIONNo posts found! PIQUAGES & OBTURATION 4″ PIQUAGES EN CHARGE DN65 SUR DN100 PIQUAGES EN CHARGE DN25 SUR DN700 PIQUAGE EN CHARGE DN350 SUR COLLECTEUR DN500 PIQUAGES EN CHARGE RÉSEAUX EAU AMMONIOACALE CONTROLE METROLOGIQUE DES PARTIES FIXES DU G2 CONTRÔLE GÉOMÉTRIE PORTE AMONT CONTRÔLE TRACKER CALYPSO CONTRÔLE ET RÉGLAGE DU MANCHON ROTOR G1 CONTRÔLE DIM ET GEO ROUE FRANCIS MESURE DE LIGNE VILEBREQUIN Load More DEMANDER UNE ÉTUDE POUR UNE INTERVENTION SIMILAIRE
Réalisations Mar 14 2024 USINAGE DE BRIDE RTJ Intervention Plus d'actualités SURFAÇAGE REPRISE D'USINAGE BRIDE RTJ DN400OPÉRATION :Reprise d’usinage sur bride RTJ DN400Étape 1 : Contrôle de l’état de surface et de la gorge RTJ (Ring Type Joint).Étape 2 : Reprise d’usinage de la portée de joint DN400 conformément à la norme NF EN 1092-1.Étape 3 : Vérification finale des cotes et de la géométrie de la gorge pour garantir l’étanchéité haute pression.Objectif : Remise en conformité d’une bride à joint annulaire selon les standards normatifs. DEMANDER UNE ÉTUDE POUR UNE INTERVENTION SIMILAIRE EXEMPLES D'INTERVENTIONS ALÉSAGE SURFAÇAGE FRAISAGE ORBITALE PERÇAGE TARAUDAGE RECTIFICATION TOURNAGE COUPE-TUBE PIQUAGE EN CHARGE MÉTROLOGIE RÉHABILITATION TURBINE COO REMISE EN ÉTAT D’UNE TURBO POMPE ALIMENTAIRE REPRISE MANTEAU DE ROUE Ø3400 VILLEREST RÉHABILITATION GROUPE TYPE FRANCIS REVIN USINAGES TURBINE KAPLAN OTTMARSHEIM RÉHABILITATION TURBINE COO USINAGE BRIDES DOUBLE EMBOITEMENT USINAGE 2 BRIDES EN SURFAÇAGE USINAGE DE BRIDE RTJ USINAGE MANTEAU DE ROUE KAPLAN FESSENHEIM REPRISE MANTEAU DE ROUE Ø3400 VILLEREST Load More USINAGE BARREAUX DE CLAVETTE SUR STATOR VILLARODIN USINAGES TURBINE KAPLAN OTTMARSHEIM USINAGE PORTEE MECHE SAFRAN USINAGE ARBRE ROTOR USINAGE 2 ARBRES CONCASSEUR REPRISE USINAGE SUR BROYEUR Ø1200MM RECTIFICATION ARBRE TURBINE USINAGE SUR ARBRE TURBINE CASTETARBE Load More REPRISE DE LOGEMENT USINAGE BARREAUX DE CLAVETTE SUR STATOR VILLARODIN USINAGES TURBINE KAPLAN OTTMARSHEIM RECTIFICATION FLANC BANDAGE Ø4470 USINAGE ARBRE DE TRANSMISSIONNo posts found! PIQUAGES & OBTURATION 4″ PIQUAGES EN CHARGE DN65 SUR DN100 PIQUAGES EN CHARGE DN25 SUR DN700 PIQUAGE EN CHARGE DN350 SUR COLLECTEUR DN500 PIQUAGES EN CHARGE RÉSEAUX EAU AMMONIOACALE CONTROLE METROLOGIQUE DES PARTIES FIXES DU G2 CONTRÔLE GÉOMÉTRIE PORTE AMONT CONTRÔLE TRACKER CALYPSO CONTRÔLE ET RÉGLAGE DU MANCHON ROTOR G1 CONTRÔLE DIM ET GEO ROUE FRANCIS MESURE DE LIGNE VILEBREQUIN Load More DEMANDER UNE ÉTUDE POUR UNE INTERVENTION SIMILAIRE